
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
УНИВЕРСАЛЬНЫЕ СРЕДСТВА ИЗМЕРЕНИЙСтр 1 из 8Следующая ⇒
Допуск переходной посадки TS(N)= Smax+ Nmax= 0, 020+0, 055 = 0, 075 мм. Проверка TS(N)= TD + Td = 0, 045 + 0, 030 = 0, 075 мм Предложенный порядок действий следует применять на начальном этапе знакомства со стандартами ЕСДП и усвоения основных расчетных зависимостей. При выполнении последующих лабораторных работ определение предельных отклонений следует осуществлять, заполняя правую часть обозначения посадки или предельных размеров и выполняя вычисления в уме. Алгоритм решения задачи в этом случае приведен в таблице 1.4.
В порядке самоподготовки предлагаем выполнить анализ посадок 112H7/n6, 32JS9/h8, 80M10/g9, 50D9/h9.
Вопросы для самопроверки.
1.Дайте определение понятий предельные размеры, номинальный размер, верхнее, нижнее и основное отклонения, сопряжение, посадка, зазор, натяг, квалитет, допуск. 2.Какие посадки различают и как определить вид посадки? 3.Что понимается под системой отверстия, системой вала? 4.С какой целью задаются предельные размеры и каково их практическое применение? 5.В чем состоит отличие понятий посадка с натягом и соединение с натягом.
Таблица 1.4.
Лабораторная работа №2
Измерение детали методом непосредственной оценки.
Вопросы для самопроверки 1.Назовите отличительную особенность метода измерений, называемого методом непосредственной оценки. 2.Назовите типы штангенинструментов и области их применения. 3.Поясните назначение нониуса. 4.Что положено в основу конструкции микрометрических инструментов? 5.Поясните назначение трещотки. 6.Как проверить правильность настройки микрометрических инструментов? 7.По каким критериям производится выбор средств измерений?
Лабораторная работа 5.
Измерение размеров детали методом сравнения с мерой
Рис. 5.1.Индикаторы ИЧ Рис. 5.2. Индикаторы ИРТ
А б в Рис. 5.3. Индикаторы: а – ИРБ; б - МИГ 0 – 1мм (ц.д. 0, 001 мм); 2ИГ (ц.д. 0, 002 мм) а) Рис.5.4. Индикатор часового типа: а) – схема устройства; б) – общий вид В индикаторе часового типа (рис. 5.4) измерительный сигнал в виде линейного перемещения измерительного наконечника 1 преобразуется во вращательное движение стрелки 3. На измерительном стержне 1 нарезана зубчатая рейка, которая находится в зацеплении с зубчатым колесом 2. Линейное перемещение измерительного наконечника приводит к повороту зубчатого колеса 2 и связанных с ним зубчатых колес 4, 5 и 6. При этом поворачивается стрелка 3, жестко соединенная с зубчатым колесом 5. Спиральная пружина 7, один конец которой закреплен на зубчатом колесе 6 и закручивается вместе с ним, а другой конец закреплен на корпусе индикатора, обеспечивает устранение зазоров в передаче. Индикатор имеет две шкалы: большую – для отсчета долей миллиметра, и малую – для отсчета целых миллиметров. Цена деления большой шкалы 0, 01 мм, малой 1 мм. Один оборот стрелки 3 соответствует перемещению измерительного наконечника на 1 мм.
Рис.5.5. Рычажно-зубчатая измерительная головка: а) – схема устройства; б) – общий вид
Рычажно-зубчатые измерительные головки (рис.5.5.) отличаются от индикаторов часового типа тем, что у них, наряду с зубчатой передачей, движение от измерительного наконечника к стрелке передается рычажной передачей, что позволяет уменьшить передаточное отношение механизма и тем самым повысить точность измерений. При перемещении измерительного стержня 1 в направляющих втулках 8 поворачивается рычаг 3, который воздействует на рычаг 5, имеющий на большом плече зубчатый сектор, входящий в зацепление с зубчатым колесом 4. На оси колеса 4 установлены стрелка и втулка, связанная со спиральной пружиной 6, выбирающей зазоры. Измерительное усилие создается пружиной 7. Рычаг 2 (арретир) позволяет поднимать измерительный стержень. Цена деления измерительных головок 0, 001 мм и 0, 002 мм. Диапазон измерений 0, 050 мм и 0, 1мм для головок 1ИГ и 2ИГ и 1 мм и 2 мм – для многооборотных рычажно-зубчатых индикаторов 1 МИГ и 2 МИГ. Индикаторы и головки применяются как в измерительной стойке, так и в различных контрольных и измерительных приборах и приспособлениях с присоединительным диаметром 8 мм для линейных измерений методом непосредственной оценки или методом сравнения с мерой. Индикаторные скобы изготавливаются двух типов: СР - скобы рычажные со встроенным в корпус отсчетным устройством рычажно-зубчатого типа; СИ - скобы индикаторные (оснащены индикаторами часового типа и имеют переставную пятку, что увеличивает пределы измерений, рис.5.6).
Рис. 5.6.Индикаторные скобы СИ


 
Рис. 5.7.Конструкция индикаторной скобы Основными элементами скобы (рис.5.7) являются: арретир 1 – рычаг для перемещения измерительного стержня 7 при установке скобы на измеряемую поверхность детали или блока мер (это действие позволяет исключить боковые усилия на измерительный стержень и предотвратить износ рабочих поверхностей); скоба 2 с теплоизолирующими накладками 3; переставная пятка 5, закрытая защитным колпачком 4; регулируемый упор 6, обеспечивающий удобство при работе; пружина 8, создающая измерительное усилие совместно с пружиной индикатора. В сечении А-А показано устройство стопорения переставной пятки 5. Устройство стопорения регулируемого упора 6 аналогично. Подготовка индикаторной скобы к работе заключается в её настройке с помощью блока плоско - параллельных концевых мер длины. Размер блока мер принимается равным номинальному размеру измеряемой поверхности, если в качестве отсчетного устройства используется индикатор часового типа, и – полусумме предельных размеров при использовании рычажно-зубчатых головок. Последовательность настройки индикаторной скобы. 1.Составить блок плиток. 2.Отвернуть защитный колпачок 4, ослабить стопорный винт 9 и вытянуть пятку 5. 3.Поместить блок плиток между рабочими поверхностями скобы (между измерительным стержнем 7 и пяткой 5). 4.Толкая пятку 5 внутрь скобы, переместить её вместе с блоком плиток до соприкосновения со стержнем 7 и далее вместе со стержнем ещё на 1…2 мм, чтобы маленькая стрелка индикатора установилась вблизи цифры 1 или 2. 5.Зафиксировать пятку 5, затянув стопорный винт 9. 6.Установить защитный колпачок 4. 7.Расположить скобу вертикально (как на рис.5.7), не вынимая блок плиток, и повернуть большую шкалу индикатора, вращая ободок 10, до совпадения нуля шкалы с большой стрелкой. 8.Повернув арретир 1, вывести измерительный стержень из соприкосновения с блоком мер. Удалить блок мер. Плитки расставить по ячейкам. При измерении диаметров регулируемый упор 6 настраивают так, чтобы при установке скобы на деталь линия центров измерительных поверхностей скобы располагалась вблизи диаметральной линии детали. Для этого следует ослабить стопор 11 и утопить упор 6 в скобу. Установить скобу на деталь: взять скобу рукой за теплоизолирующую накладку 3; большим пальцем повернуть арретир 1 и убрать, таким образом, измерительный стержень 7; поместить деталь между измерительными поверхностями; отпустить арретир. Выдвигая регулируемый упор 6, добиться требуемого положения скобы относительно детали. Зафиксировать упор стопором 11. Выполнение измерений. В лабораторной работе скобой измеряется диаметр детали. Расположите деталь горизонтально. Опустите на неё скобу, следуя указаниям предыдущего абзаца, до соприкосновения регулируемого упора с деталью. Если упор отрегулирован правильно, то линия измерения будет располагаться в диаметральной плоскости детали. Совпадение линии измерения с линией диаметра должен обеспечить оператор, выполняющий измерения. Примем во внимание, что: 1) положение диаметральной линии соответствует кратчайшему расстоянию между образующими линиями цилиндра в диаметральной плоскости и, следовательно, минимальному отсчету по шкале индикатора; 2) увеличение размера сопровождается вращением большой стрелки индикатора, совпадающим с направлением вращения часовой стрелки. Для нахождения правильного положения скобы слегка повернем её в диаметральной плоскости относительно детали: если стрелка индикатора пошла в направлении вращения часовой стрелки – размер увеличивается. Медленно поворачиваем скобу относительно детали в противоположную сторону – стрелка индикатора будет двигаться в направлении, противоположном вращению часовой стрелки (размер уменьшается), в какой то момент остановится и вновь пойдет по направлению вращения часовой стрелки (размер увеличивается). Положение скобы, в котором стрелка индикатора меняет направление вращения, характеризует совпадение диаметральной линии с линией измерения. В этом положении скобы следует выполнить отсчет показания индикатора для определения значения диаметра. Определение значения размера. При выполнении отсчета следует учитывать положение стрелок большой и малой шкал индикатора. Если размер детали равен размеру блока концевых мер, который использовался при настройке индикаторной скобы, то большая стрелка индикатора будет указывать на нулевое деление, а малая стрелка будет показывать значение установленное при настройке (например, 1 – см. выше). При размере детали больше размера блока концевых мер, который использовался при настройке индикаторной скобы, малая стрелка индикатора установится между начальным и следующим большим значением (рис.5.9). Если размер детали меньше размера блока концевых мер, то малая стрелка будет показывать значение меньше начального. В первом случае отсчет показания индикатора ведут по черным отметкам шкалы со знаком плюс, во втором случае отсчет ведут по красным (внутренним) отметкам шкалы индикатора со знаком минус (при отсутствии красных отметок шкалы – отметок обратного отсчета из отсчета по шкале вычитают 1 мм). При небольших отклонениях размера детали от размера блока мер отличие показания маленькой стрелки от первоначального показания будет незаметно. В этом случае о соотношении размеров судят по положению большой стрелки относительно нуля шкалы. Значение размера детали находят как сумму размера блока мер и отсчета показания большой стрелки индикатора.
Установка произведена х 42+0, 06=42, 06 мм х 42-0, 20=41, 80 мм на размер 42 мм Рис. 5.9. Примеры отсчет показаний индикатора скобы Индикаторные нутромеры (рис.5.10) предназначены для измерения внутренних размеров изделий.
Рис. 5.10. Индикаторные нутромеры
На рис. 5.8 показана конструкция индикаторного нутромера для отверстий диаметром свыше 18 мм. В корпусе 12 нутромера закреплена втулка 9, в которую ввернута сменная измерительная вставка 11, застопоренная гайкой 10. С противоположной стороны корпуса находится подвижный измерительный стержень 14, перемещение которого через двухплечный рычаг 8 и стержень 7 передается измерительному стержню индикатора 1. Измерительное усилие создается совместным действием пружины индикатора и пружины 2. Стержень 7 заключен в трубку 6, на которую надета теплоизоляционная втулка 3. Подпружиненный центрирующий мостик 4 обеспечивает совпадение линии измерений с диаметральной плоскостью измеряемой поверхности детали. В свободном состоянии под действием пружин 5 мостик выдвигается до упора в винт – ограничитель.
Рис. 5.8. Конструкция индикаторного нутромера Настройка индикаторного нутромера. Для настройки прибора используют установочные кольца, плоско - параллельные концевые меры длины, микрометры. Перед настройкой по номинальному размеру отверстия подбирают измерительную вставку 11, устанавливают её в корпус 12 и стопорят гайкой 10. Далее, собирают блок мер длины и закрепляют их между боковиками в державке (как на рис. 4.11). Осторожно прижимая измерительный стержень 14, совместно с мостиком 4, к одному из боковиков, вводят в пространство между боковиками вставку 11. Небольшим покачиванием нутромера между боковиками находят крайнее положение большой стрелки индикатора при движении её по направлению вращения часовой стрелки. В этом крайнем положении вращением шкалы индикатора совмещают со стрелкой нулевое деление шкалы. После этого повторным покачиванием прибора проверяют правильность установки нуля и замечают показание маленькой стрелки индикатора. Настроенный нутромер осторожно выводят из пространства между боковиками. Выполнение измерений. Индикаторный нутромер вводят в измеряемое отверстие центрирующим мостиком 4 вперед, отжимая его так, чтобы свободно прошла измерительная вставка 11. Трубка нутромера должна располагаться вдоль оси отверстия. Небольшим покачиванием прибора в диаметральной плоскости находят наибольшее показание индикатора и считывают его. Определение значения размера. В отличие от индикаторной скобы, для нутромера увеличение расстояния между измерительными поверхностями приводит к уменьшению показания индикатора. Если стрелка индикатора вращается в направлении вращения часовой стрелки – размер уменьшается, в противоположном направлении – размер увеличивается. При выполнении отсчета следует учитывать положение стрелок большой и малой шкал индикатора (положение при настройке и фактическое). Если размер детали равен размеру блока концевых мер, который использовался при настройке индикаторной скобы, то большая стрелка индикатора будет указывать на нулевое деление, а малая стрелка будет показывать значение, замеченное при настройке. При размере детали меньше размера блока концевых мер, который использовался при настройке индикаторной скобы, малая стрелка индикатора установится между начальным и следующим большим показанием, отсчет показания большой стрелки индикатора ведут по черным отметкам шкалы со знаком минус. Если размер детали больше размера блока концевых мер, то малая стрелка будет показывать значение меньше начального, отсчет ведут по красным отметкам шкалы индикатора со знаком плюс. При небольших отклонениях размера детали от размера блока мер отличие показания маленькой стрелки от первоначального показания будет незаметно. В этом случае (рис.5.11) о соотношении размеров судят по положению большой стрелки относительно нуля шкалы. Значение размера детали находят как сумму размера блока мер и отсчета показания большой стрелки индикатора.
Установка произведена х 68-0, 06=67, 94 мм х 68+0, 17=68, 17 мм на размер 68 мм
Рис. 5.11. Примеру отсчета показаний индикатора нутромера
Последовательность выполнения работы 1).Определить предельные отклонения и предельные размеры детали в соответствии с требованиями чертежа. 2).Установить допускаемую погрешность измерения наружного и внутреннего размеров по таблице 4.1. 3).В таблице 4.2 и 4.3 найти пределы погрешности измерений размеров индикаторной скобой и индикаторным нутромером. 5).Уяснить устройство индикаторных приборов и назначение их конструктивных элементов, правила выполнения отсчета при измерениях. 6).Произвести настройку средств измерений с использованием плоско - параллельных концевых мер длины. Настроенный прибор предъявить преподавателю для проверки правильности настройки. 7).Выполнить измерения детали в соответствии со схемой, приведенной в журнале лабораторных работ. 8).Дать заключение о годности детали по наружному и внутреннему размерам.
Вопросы для самопроверки
1.В чем состоит отличие методов непосредственной оценки и сравнения с мерой? 2.Назовите разновидности метода сравнения с мерой. 3.Поясните принцип действия индикаторов часового типа и рычажно-зубчатых головок. 4.Как производится настройка индикаторной скобы, индикаторного нутромера? 5.Поясните назначение регулируемого упора, центрирующего мостика. 6.Как установить индикаторные приборы, чтобы линия измерений совпала с линией диаметра? 7.В каких случаях отсчет показания индикаторных приборов ведется с плюсом и с минусом? 8.Изложите порядок получения результата измерений индикаторной скобой, индикаторным нутромером. 9.Дайте сравнительную оценку измерений микрометрическими инструментами и индикаторными приборами.
Лабораторная работа 6.
УНИВЕРСАЛЬНЫЕ СРЕДСТВА ИЗМЕРЕНИЙ
Рекомендовано редакционно-издательским советом университета в качестве учебного пособия
по дисциплине «Метрология, стандартизация и сертификация» для студентов специальностей
190205 – «Подъемно-транспортные, строительные, дорожные машины и оборудование», 190702 – «Организация и безопасность движения (железнодорожный транспорт)», 190302 – «Вагоны»
Москва - 2008
УДК 531.7: 389 Г-25 Гвоздев В.Д. Универсальные средства измерений. Учебное пособие - М.: МИИТ, 2008. – 108 с.
Рассматриваются средства и методы измерений линейных и угловых размеров. Приведены справочные материалы, позволяющие осуществлять выбор средств измерений и контроль качества объектов измерений.
Рецензенты: к.т.н. Мицкевич В.Г. РГОТУПС к.т.н. Фомин В.И. МИИТ
© Московский государственный университет путей сообщения (МИИТ), 2008 _______________________________________________________
Св. план 2008 г., поз.
Гвоздев Владимир Дмитриевич
Универсальные средства измерений
Учебное пособие
Подписано к печати - Формат 60х84/16. Усл. – п.л. - 6, 75 Заказ № Тираж
127994 Москва, ул. Образцова, 15. Типография МИИТ
Лабораторная работа № 1
Анализ заданной посадки.
Цель работы: Знакомство со стандартами Единой системы допусков и посадок (ЕСДП), усвоение их назначения и порядка применения.
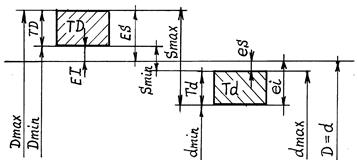
Исходные положения. Значение размера детали, получаемое в результате ее изготовления, вследствие влияния различных факторов (температурные и силовые деформации, погрешности технологического оборудования, неоднородность свойств материалов и другие факторы), является случайной величиной. Вероятность получения конкретного заданного значения размера равна нулю. В этой связи, для обеспечения экономичности изготовления конструктор в технической документации задает диапазон допустимых значений для каждого размера детали, исходя из условия обеспечения качества детали и изделия, в которое входит деталь, в целом (например, вместо расчетного значения 32 мм записывают диапазон 31, 9 мм – 32, 1 мм). Максимальное значение размера в указанном диапазоне называют наибольшим предельным размером (обозначим Amax), минимальное значение – наименьшим предельным размером (Amin). Разность между наибольшим и наименьшим предельными размерами называют допуском размера – TA TA = Amax – Amin. (1) Диапазон размеров, ограниченный наибольшим и наименьшим предельными размерами, называют полем допуска. При изготовлении детали предельные размеры используют для определения ее годности. Деталь признается годной, если ее действительный размер находится между предельными размерами или равен одному из них. (Действительным размером называют размер, полученный измерением с допустимой погрешностью, т.е. погрешность измерения, представляемая как сумма погрешностей средства и метода измерений, субъективной погрешности и погрешности вследствие отличия условий измерения от нормальных, не должна превышать допустимую погрешность измерений. Допустимая погрешность измерений устанавливается стандартами или другими документами и, как правило, не превышает 0, 3 ТА.) В технической документации предельные размеры задают указанием номинального размера А и предельных отклонений: верхнего отклонения Es(A) и нижнего отклонения Ei(A). При этом номинальным размером называют размер, относительно которого определяют предельные отклонения. Верхним отклонением называют разность между наибольшим предельным размером и номинальным размером Es(A) = Amax – A (2) Нижним отклонением называют разность между наименьшим предельным размером и номинальным Ei(A) = Amin – A (3) При известных предельных отклонениях допуск размера может быть вычислен по формуле TA = Amax – Amin = Es(A) – Ei(A) (4)
Таким образом, например, вместо предельных размеров Amax = 58, 06 мм и Amin = 58, 02 мм на чертеже указывают Величина допуска не зависит от значения номинального размера и равна ТА = 0, 06 – 0, 02 = 0, 03 – (-0, 01) = 0, 04 мм. Графическое представление предельных размеров называют схемой поля допуска. Построение ведут в произвольно выбранном масштабе, располагая числовую ось вертикально (рисунок 1.1.а). Проводят линии, соответствующие предельным размерам, и пространство между ними произвольно ограничивают справа и слева. Полученный прямоугольник и является, собственно, полем допуска.
а) б) Рис.1.1. Схема поля допуска: а) – в абсолютных координатах; б) – в относительных координатах.
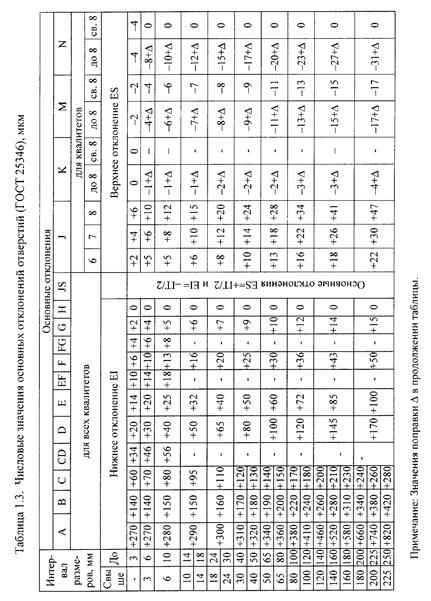
В относительных координатах (рис.1.1.б), когда за нуль принимают значение номинального размера, а числовая ось воспроизводит значения отклонений от номинального размера, границы поля допуска определяются значениями предельных отклонений. На практике используют вариант схемы поля допуска, показанный на рисунке 1.1.б. Форма детали определяется сочетанием наружных и внутренних поверхностей (внутренние поверхности могут отсутствовать), которые в соединениях с другими деталями выступают как охватываемые и охватывающие поверхности. Во взаимозаменяемости охватывающие (внутренние) поверхности называют отверстиями, а охватываемые (наружные) – валами. При нормировании предельных отклонений, как и в случае с номинальным размером, конструктор руководствуется требованиями нормативных документов. Применительно к размерам плоских параллельных и гладких цилиндрических поверхностей обрабатываемых резанием, такими документами являются стандарты Единой системы допусков и посадок (ЕСДП). Основу ЕСДП составляют ряды допусков, называемые квалитетами, и ряды основных отклонений. (Основным отклонением называется одно из предельных отклонений, верхнее или нижнее, ближайшее к нулевой линии или, то же самое, меньшее по абсолютной величине). Квалитеты (ряды допусков) нумеруют цифрами от 01 до 18 (таблица 1.1). Ряды основных отклонений обозначают прописными буквами латинского алфавита ( от А до ZC) для отверстий и строчными буквами (от a до zc) для валов (таблицы 1.2 и 1.3). Значения допусков и основных отклонений в таблицах приведены в микрометрах – мкм (1 мкм = 0, 001 мм). В ЕСДП номинальный размер отверстия обозначают D, предельные размеры – Dmax и Dmin, верхнее отклонение - ES, нижнее отклонение – EI, допуск - TD. Для валов, соответственно, используют обозначения d, dmax, dmin, es, ei, Td. Используя обозначения рядов, предельные размеры можно задавать в условном виде, например, 63f8, где 63 мм – номинальный размер вала (так как буква f строчная), f – обозначения ряда основных отклонений, 8 – номер квалитета (ряда допусков). Для того чтобы найти предельные отклонения вала, выполним следующие действия. Из таблицы допусков (табл.1.1) для интервала размеров от 50 до 80 мм (у нас 63 мм) из столбца под номером 8 (номер квалитета) находим значение допуска Td = IT8 = 45 мкм = 0, 045 мм. В таблице основных отклонений валов (табл.1.2) находим ряд f и в строке под ним читаем «верхнее отклонение es». То есть в данном случае в таблице приведено основное отклонение, которое является верхним отклонением. Значение основного отклонения найдем на пересечении столбца f и строки, соответствующей интервалу размеров св. 50 до 80 мм. Записываем es = - 30 мкм = - 0, 030 мм. Второе предельное отклонение (в данном случае нижнее отклонение) вычисляем, используя формулу (4):
ei = es – Td = - 0, 030 – 0, 045 = - 0, 075 мм.
Решение задачи 63f8 = dmax = d +es = 63 + (-0, 030) = 62, 970 мм, dmin = d +ei = 63 + (-0, 075) = 62, 925 мм. Анализируя таблицы основных отклонений отверстий и валов, особо отметим ряды, обозначенные буквами H и h, для которых, соответственно, EI = 0 и es = 0. Во взаимозаменяемости вал, у которого верхнее отклонение равно нулю, называется основным валом, отверстие, у которого нижнее отклонение равно нулю, называется основным отверстием. Поэтому обозначения предельных размеров отверстия, например, 70Н8, 32 Н12, 120Н9 и т.д., определяют основное отверстие (EI = 0), а обозначения 50h7, 68h6, 240h11 и т.д. указывают на то, что вал является основным (es = 0). В машинах и механизмах детали соединяются друг с другом, образуя сопряжения. По определению, сопряжение – подвижное или неподвижное соединение двух или нескольких деталей. Поверхности, по которым осуществляется взаимодействие деталей в сопряжении, называют сопрягаемыми поверхностями, остальные поверхности называют свободными. В простейшем случае речь идет о соединении двух деталей. Как было отмечено ранее, охватывающую поверхность в сопряжении называют отверстием, а охватываемую поверхность называют валом. В зависимости от соотношения действительных размеров вала Возможность получения при сборке зазоров и натягов (характер/вид сопряжения) и их числовые значения (характеристики сопряжения) устанавсивает конструктор, задавая предельные размеры сопрягаемых поверхностей. Заданный характер сопряжения, определяемый возможностью получения при сборке зазоров и/или натягов, называется посадкой. Если при сборке могут быть получены только соединения с натягом, говорят, что задана посадка с натягом. Если предельные размеры сопрягаемых поверхностей заданы так, что при сборке могут быть получены только соединения с зазором, говорят, что задана посадка с зазором. Если при сборке возможно получение как соединений с зазором, так и соединений с натягом, то говорят, что задана переходная посадка. Перечисленные ситуации проиллюстрированы с помощью схем полей допусков, показанных на рисунке 1.2. В первом варианте (рис. 1.2.а) поле допуска вала располагается выше поля допуска отверстия. Соотношение размеров dmin > Dmax означает, что для данного сопряжения действительный размер годного вала при сборке всегда будет больше действительного размера годного отверстия (в качестве напоминания: годной считается деталь, действительный размер которой не выходит за границы поля допуска). В соединении возможен только натяг (задана посадка с натягом), предельные значения которого равны максимальный натяг Nmax = dmax – Dmin = es – EI (5) минимальный натяг Nmin = dmin – Dmax = ei – ES (6) Во втором варианте (рис. 1.2.б) поле допуска отверстия располагается выше поля допуска вала. Соотношение размеров Dmin > dmax означает, что для данного сопряжения действительный размер годного отверстия при сборке всегда будет больше действительного размера годного вала. В соединении возможен только зазор (задана посадка с зазором). Предельные значения зазора: максимальный зазор Smax = Dmax– dmin = ES – ei (7) минимальный зазор Smin = Dmin – dmax = EI – es (8)
а) б) в) Рис.1.2. Схемы полей допусков: а) посадка с натягом; б) посадка с зазором; в) переходная посадка.
В варианте, показанном на рисунке 1.2.в, при перемещении изображения любого из полей допусков вдоль линии номинального размера изображения полей допусков налагаются друг на друга, диапазоны предельных размеров вала и отверстия перекрываются (ни одно из условий dmin > Dmax и Dmin > dmax не выполняется), при сборке возможен как зазор, так и натяг: максимальный натяг Nmax = dmax – Dmin = es – EI (9) максимальный зазор Smax = Dmax– dmin = ES – ei (10) Значения зазоров и натягов, вычисленные через предельные размеры (отклонения), также являются наибольшими и наименьшими предельными размерами. В соответствии с определением допуска как разности между предельными размерами запишем: допуск посадки с натягом TN = Nmax - Nmin = dmax – Dmin – (dmin – Dmax) = = dmax – dmin+ Dmax – Dmin = Td + TD; (11) допуск посадки c зазором ТS = Smax - Smin = Dmax– dmin –(Dmin – dmax) = = Dmax – Dmin+ dmax – dmin = TD + Td; (12) допуск переходной посадки (для вычисления используем формулу (11), представляя минимальный зазор как максимальный натяг со знаком минус Smin= - Nmax) TS(N)= Smax – Smin= Smax+ Nmax= =Dmax– dmin+ dmax – Dmin= TD + Td. (13) Предельные размеры отверстия и вала, образующих сопряжение, на чертежах общего вида и в технической документации указываются в виде Ø или Ø и называют обозначением посадки. В приведенных обозначениях: 90 – номинальный размер сопряжения, одинаковый для вала и отверстия; Ø 90Н8 и Ø 90k7 – обозначения предельных размеров отверстия и вала, соответственно; Н8 и k7 – условное обозначение предельных отклонений (полей допусков) отверстия и вала; Н и k - буквенное обозначение рядов основных отклонений отверстия и вала; 8 и 7 - номера квалитетов (рядов допусков); +0, 054 – верхнее отклонение – ES отверстия (отклонение, равное нулю, в данном случае EI = 0, не указывают); +0, 038 – верхнее отклонение вала – es; +0, 003 – нижнее отклонение вала – ei. В зависимости от принципа образования посадок различают посадки в системе отверстия, в системе вала и внесистемные. Системой отверстия называют совокупность посадок, образованных сочетанием полей допусков основных отверстий с различными валами. Системой вала называют совокупность посадок, образованных сочетанием полей допусков основных валов с различными отверстиями. Среди посадок 1) Ø 70H7/k6, 2) 40H7/s5, 3) Ø 48F7/h6, 4) 38JS9/h9, 5) 7D9/f8, 6) 56A11/g10 первая и вторая посадки заданы в системе отверстия (отверстие основное, т.к. основное отклонение Н, для которого EI =0). Третья и четвертая посадки заданы в системе вала (вал основной, т.к. основное отклонение h, для которого es =0). Пятая и шестая посадки – внесистемные (не относятся ни к системе отверстия, ни к системе вала).
Порядок выполнения работы
1.Ознакомиться с содержанием таблиц Единой системы допусков и посадок. 2.По заданному обозначению посадки: -определить допуски, предельные отклонения и предельные размеры отверстия и вала; -построить схему полей допусков отверстия и вала; -установить вид посадки и систему посадок, к которой она относится; -вычислить предельные значения зазоров и/или натягов и допуск посадки. Рассмотрим последовательность действий на примере. Задача. Выполнить анализ посадки Ø 52M8/js7. (Курсивом оформлены записи, которые необходимо привести в тетради лабораторных работ) 1.Определяем предельные отклонения отверстия Ø 52M8. В обозначении поля допуска отверстия задан квалитет 8. Находим значение допуска. В таблице 1.1 на пересечении строки интервала размеров от 50 до 80 мм (левый столбец) и столбца (квалитета) №8 указано значение допуска 45 мкм. Записываем: Допуск отверстия TD = IT8 = 45 мкм =0, 045 мм Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1027; Нарушение авторского права страницы
 (
(  ) – размеры годных валов больше размеров годных отверстий. EI = 0 – основное отверстие.)
) – размеры годных валов больше размеров годных отверстий. EI = 0 – основное отверстие.)




 Посадка с натягом в системе отверстия
Посадка с натягом в системе отверстия



 б)
б) 






 , где 58 мм – номинальный размер А, +0, 06 мм – верхнее отклонение Es(A), +0, 02 мм – нижнее отклонение Ei(A). Если в качестве номинального размера принять А = 58, 03 мм, то получим ES(A) = +0, 03 мм, Ei(A) = -0, 01 мм и обозначение предельных размеров
, где 58 мм – номинальный размер А, +0, 06 мм – верхнее отклонение Es(A), +0, 02 мм – нижнее отклонение Ei(A). Если в качестве номинального размера принять А = 58, 03 мм, то получим ES(A) = +0, 03 мм, Ei(A) = -0, 01 мм и обозначение предельных размеров  . Отсюда следует, что значения предельных отклонений зависят от выбора номинального размера. Как правило, номинальный размер выбирают из ряда нормальных линейных размеров по стандарту ГОСТ 6636.
. Отсюда следует, что значения предельных отклонений зависят от выбора номинального размера. Как правило, номинальный размер выбирают из ряда нормальных линейных размеров по стандарту ГОСТ 6636.

 позволяет вычислить предельные размеры по формулам (2) и (3):
позволяет вычислить предельные размеры по формулам (2) и (3):  и отверстия
и отверстия  перед сборкой различают соединения с зазором и соединения с натягом. Если диаметр отверстия больше диаметра вала, то разность
перед сборкой различают соединения с зазором и соединения с натягом. Если диаметр отверстия больше диаметра вала, то разность  называется зазором, и в результате сборки получаем соединение с зазором. Если диаметр вала больше диаметра отверстия, то разность
называется зазором, и в результате сборки получаем соединение с зазором. Если диаметр вала больше диаметра отверстия, то разность  называется натягом, и в результате сборки получаем соединение с натягом. Соединения с зазором – подвижные соединения. Соединения с натягом – неподвижные соединения, способные без дополнительных соединительных деталей передавать нагрузку, определяемую значением натяга.
называется натягом, и в результате сборки получаем соединение с натягом. Соединения с зазором – подвижные соединения. Соединения с натягом – неподвижные соединения, способные без дополнительных соединительных деталей передавать нагрузку, определяемую значением натяга.





 или Ø
или Ø 
 или Ø
или Ø 
