|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Вопрос 18 Сварка металла: общие сведения ⇐ ПредыдущаяСтр 5 из 5
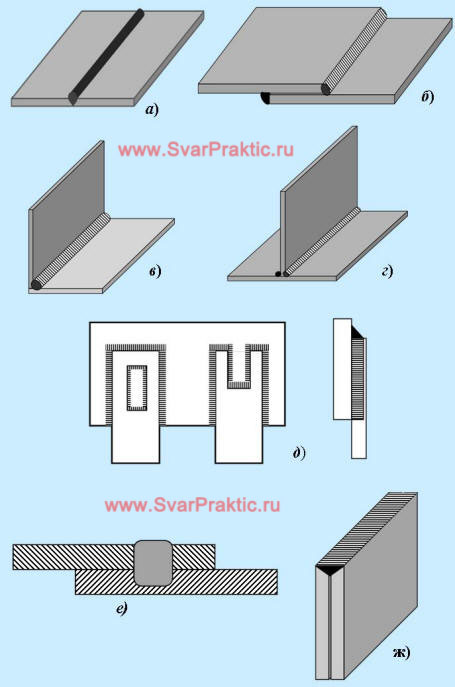
Сварка это процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. В настоящее время создано очень много видов сварки (их число приближается к 100). Все известные виды сварки принято классифицировать по основным физическим, техническим и технологическим признакам. По физическим признакам, в зависимости от формы используемой энергии, предусматриваются три класса сварки: 1.термическая сварка металлов 2.термомеханическая сварка металлов 3.механическая сварка металлов Термический класс включает все виды сварки с использованием тепловой энергии (дуговая сварка, газовая сварка, плазменная сварка и т. д.). Виды сварных швов Сварными соединениями называют две, и более деталей соединенных между собой сварными швами. При сварке изделий и конструкций применяют следующие виды сварных соединений: В нахлестку, стыковые, тавровые, угловые, прорезные, с электрозаклепками, торцевые.
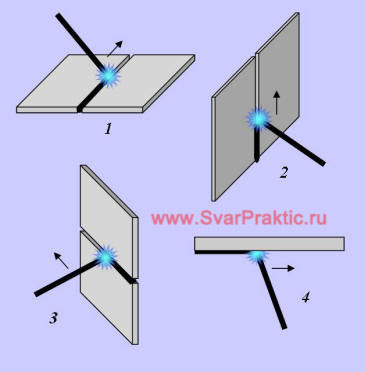
а) Стыковое соединение. Один из самых распространенных видов сварных соединений. Такие соединения имеют наименьшие внутренние напряжения и меньше подвержены деформации при сварке. К тому же имеют более высокую прочность при статических и динамических нагрузках. б) Внахлестку. Часто применяют при дуговой сварке строительных конструкций при толщине металла не более 10 – 12 мм. По сравнению с соединениями встык не требуют такой тщательной подгонки стыков. При сварке внахлестку рекомендуется по возможности сваривать листы с обеих сторон. в) Угловые соединения. Применяют при сварке деталей по кромкам под определенным углом друг к другу. г) Тавровые соединения. Наиболее часто применяют для сварки колонн, балок, различных стоек, ферм и прочих строительных конструкций. д) Прорезные. Такие соединения применяют, когда обычной длины шва внахлест не могут обеспечить нужной прочности. е) Соединения электрозаклепками. Применяя такой метод, соединение получается достаточно прочное, но не плотное. В верхнем листе просверливаются или прорезаются отверстия и завариваются таким образом, чтобы металл нижнего листа сварился с верхним. ж) Торцевые соединения. Когда листы свариваются по совмещенным торцам. Виды сварных швов. Сварные швы разделяют на 3 категории: 1) По положению в пространстве (см. рис.): в нижнем (1), горизонтальном (3), вертикальном (2) и потолочном (4) исполнении. Самый простой и самый распространенный способ сварки, это сварка в нижнем положении. Самые сложные швы, исполненные в потолочном положении. Горизонтальные и вертикальные швы менее сложны в сварке, чем потолочные.
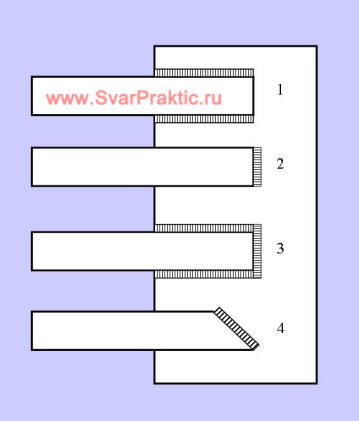
2) По отношению к действующим нагрузкам (см. рис.): фланковые (1), лобовые (2), косые (4), комбинированные (3).
3) По количеству наплавленного металла швы бывают: усиленные, нормальные, вогнутый (ослабленный).
Расчет стыковых швов В стыковом шве распределение напряжений по длине шва принимается равномерным; рабочая толщина шва принимается равной толщине стыкуемых элементов (и меньшей, если толщины различны). Поэтому напряжение в шве, расположенном перпендикулярно оси элемента:
где N—расчетное усилие (с коэффициентом перегрузки); dш—рабочая толщина шва; lш — расчетная длина шва, равная фактической длине, если места зажигания и тушения дуги выведены за пределы сечения элемента (в противном случае lш = l — 10 мм, где l— ширина элемента; Rсв—соответствующие расчетные сопротивления стыкового шва сжатию или растяжению. Если расчетное сопротивление сварки Rсв меньше расчетного сопротивления основного металла R и в стыкуемом элементе нет запасов в напряжениях, рабочее сечение шва может оказаться недостаточным; тогда для увеличения длины шва его приходится делать косым. Косые швы с наклоном реза 2: 1, как правило, равнопрочные с основным металлом и потому не требуют проверки; однако в отдельных случаях, когда необходимо снижение напряжений, например при вибрационной нагрузке, приходится рассчитывать и косые швы. В этом случае, разложив действующие усилия на направления перпендикулярно оси шва и вдоль шва, находим напряжения: перпендикулярно шву
вдоль шва
Здесь lш — расчетная длина косого шва. Расчет угловых швов В обычных угловых швах (фланговых, лобовых), выполненных ручной сваркой, расчетная высота рабочего сечения dш принимается по биссектрисе угла сечения валика равной (без учета наплыва) dш, = 0, 7 hш, где hш—толщина шва (по катету); в пологих швах — dш принимается по меньшему катету. В вогнутых швах за dш принимается фактическая толщина шва по биссектрисе. При глубоком проплавлении автоматической или полуавтоматической сваркой (или специальными электродами с тугоплавкими обмазками— ультракороткой дугой) принимаются большие величины рабочей толщины шва — вплоть до dш = hш. аспределение напряжений по длине швов (лобовых, фланговых) или при обварке по контуру принимается равномерным. Таким образом, напряжение в угловом шве определяется по формуле
Здесь dш = bhш, где коэффициент b принимается равным: при ручной сварке b = 0.7; при полуавтоматической сварке b=0, 8; при автоматической сварке и ультракороткой дуге (при однопроходной сварке) b =1. При прикреплении несимметричных профилей, например уголка, длины или площади швов должны быть так распределены, чтобы прикрепляемый элемент не получал дополнительного изгиба от эксцентриситета (площади швов должны быть распределены обратно пропорционально расстояниям от шва до оси элемента). Таким образом, при требуемой площади швов
площадь большего шва равна
площадь меньшего шва равна
Во избежание пережогов при прикреплении фасонных профилей (уголков, швеллеров) наибольшая толщина углового шва принимается не больше 1.2d (рис. 77, а); здесь d—толщина прилегающей к соединению части профиля (например, полки уголка или стенки швеллера).
Рис. 77. Предельные размеры сварных соединений а — прикрепление фасонных профилей; б— фланговые швы; в — прерывистые швы; г — нахлёстка с лобовыми швами Наименьшая толщина угловых швов принимается в зависимости от толщины прикрепляемых элементов и составляет:
Толщины угловых швов должны быть по возможности унифицированы. Наиболее рационально иметь в конструкции не более двух размеров толщины (чаще всего 6 — 8 мм). Для того чтобы избежать чрезмерно длинных прикреплений, длине каждого флангового шва, передающего продольную осевую силу, ограичивается величиной 60hш; наименьшая расчетная длина флангового или лобового шва принимается равной 40 мм или 4hш в связи с резкой концентрацией напряжений в коротких швах (рис. 77, б). При малых усилиях могут применяться прерывистые угловые швы. Они нерациональны как по характеру их работы, так и по производственным условиям, но дают экономию наплавленного металла. Усилие передается на участки прерывистого шва поровну, Расстояние между участками прерывистого шва в сжатых элементах по условиям устойчивости сплачиваемых элементов должно составлять не более 15 d (где d — толщина самого тонкого элемента), в растянутых — не более 30 d (рис. 77, в). При простой нахлестке элементов, соединяемых двумя лобовыми швами, расстояние между швами с точки зрения уменьшения сварочных напряжений должно быть не менее 5 d (рис. 77, г).
|
Последнее изменение этой страницы: 2017-03-15; Просмотров: 492; Нарушение авторского права страницы