|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ВИДЫ СВАРКИ И ИХ ХАРАКТЕРИСТИКАСтр 1 из 6Следующая ⇒
ВИДЫ СВАРКИ И ИХ ХАРАКТЕРИСТИКА Основным видом соединений металлических строительных конструкций является сварка. Она почти полностью заменила другие виды соединений при изготовлении конструкций и широко применяется как заводе, так и при монтаже на строительной площадке. Сварка упрощает конструктивную форму соединения, дает экономию металла, позволяет применять высокопроизводительные механизированные способы, что значительно уменьшает трудоемкость изготовления конструкций. Сварочные соединения обладают не только прочностью, но и водо - и газонепроницаемостью, что особенно важно для листовых конструкций. Однако возникающие при сварке внутренние остаточные напряжения в соединении усложняют его работу и в ряде случаев при действии динамических нагрузок и низких температур способствуют хрупкому разрушению. Выполнение сварки часто бывает затруднено при монтаже конструкций и соединении нескольких листов в пакеты. Оба эти обстоятельства в ряде случаев затрудняют применение сварки и заставляют обратиться к традиционным болтовым видам соединений. В строительстве применяется главным образом электродуговая сварка: ручная, автоматическая, полуавтоматическая, а также электрошлаковая. Реже применяется контактная и газовая сварка. Другие виды сварки при сборке и монтаже строительных конструкций пока не получили распространения. 1. Ручная электродуговая сварка универсальна и широко распространена, так как может выполняться в любом пространственном положении. Она часто применяется при монтаже в труднодоступных местах, где механизированные способы сварки не могут быть причинены. Меньшая глубина проплавления основного металла и меньшая производительность ручной сварки из-за пониженной силы применяемого тока, а также меньшая стабильность ручного процесса по сравнению с автоматической сваркой под флюсом являются недостатками ручной сварки. Электроды, применяющиеся для ручной сварки, подразделены на несколько типов по значению временного сопротивления металла шва. Например, электрод типа Э42 позволяет получить шов, имеющий a"; S 5=410 МПа (42 кгс/мм2), и применяется для сварки сталей, имеющих > 430 МПа; электрод типа Э50 дает соответственно 0В 490 JV и применяется для сварки сталей, имеющих aBs> 520 MПа. Добавление к названию электрода буквы А означает, что данные электроды дают металл, обладающий повышенной пластичностью, характеризуемой относительным удлинением и повышенной ударной вязкостью. В табл. 5.1 помещены рекомендуемые сварочные материалы сварки различных марок стали. Из таблицы видно, что сталям различной прочности рекомендуются различные марки сварочной проволоки и соответственно типы электродов, имеющих разное сопротивление металла шва. Один тип проволоки или электрода, дающий прочность металла шва, близкую к прочности свариваемой стали для сварки менее нагруженных швов, и другой тип, дающий прочность металла шва, превышающую прочность свариваемой стали для сильно нагруженных швов. Такой подход к выбору материалов для сварки обеспечивает уменьшение количества наплавленного металла без снижения прочности соединения, следовательно, экономию сварочных материалов, снижение трудоемкости выполнения соединения и уменьшение термического влияния сварки на соединение. 2. Автоматическая и полуавтоматическая сварка под флюсом осуществляется автоматом с подачей сварочной проволоки d = 2-5 мм без покрытия. Дуга возбуждается под слоем флюса, флюс расплавляется, легирует расплавленный металл содержащимися в нем примесями и надежно защищает его от соприкосновения с воздухом. Металл получается чистым с ничтожными количествами вредных примесей - кислорода, азота и др. Благодаря хорошей теплозащите расплавленный металл под слоем флюса остывает медленно, хорошо освобождается от пузырьков газов и шлака и отличается значительной плотностью и чистотой. Большая сила тока (600-1200 А и более), применяющаяся при автоматической сварке, и хорошая теплозащита шва обеспечивают глубокое проплавление свариваемых элементов и большую скорость сварки. Таким образом, хорошее качество швов и высокая производительность являются большими достоинствами автоматической сварки под флюсом, и ее применение желательно во всех соединениях, где это возможно. К недостаткам относится затруднительность выполнения этой сварки в вертикальном и потолочном положении и в стесненных условиях, что ограничивает ее применение на монтаже. Для коротких швов с успехом применяется полуавтоматическая сварка шланговым полуавтоматом. Процесс сварки ведется голой проволокой d > 3 мм под флюсом в нижнем положении или порошковой проволокой, свернутой в трубочку стальной лентой, внутри которой запрессован флюс, в любом положении. Сварка порошковой проволокой должна найти себе широкое применение при монтаже конструкций. 3. Электрошлаковая сварка представляет собой разновидность сварки плавлением; этот тип сварки удобен для вертикальных стыковых швов металла толщиной от 20 мм и более. Процесс сварки ведется голой электродной проволокой под слоем расплавленного шлака, сварочная ванна защищена с боков медными формирующими шов ползунами, охлаждаемыми проточной водой. Качество шва, выполняемого этим способом, получается очень высоким. 4. Сварка в среде углекислого газа ведется голой электродной проволокой d =1, 4-2 мм на постоянном токе обратной полярности. Углекислый газ при высокой температуре активно взаимодействует со сталью, окисляя ее, что компенсируется повышенным содержанием раскислителей в электродной проволоке. Сварка в среде углекислого газа, не требуя приспособлений для удержания флюса, может выполняться в любом пространственном положении. Она обеспечивает получение высококачественных сварных соединений из различных металлов при высокой производительности труда (на 15-20 % выше, чем при полуавтоматической сварке под флюсом).
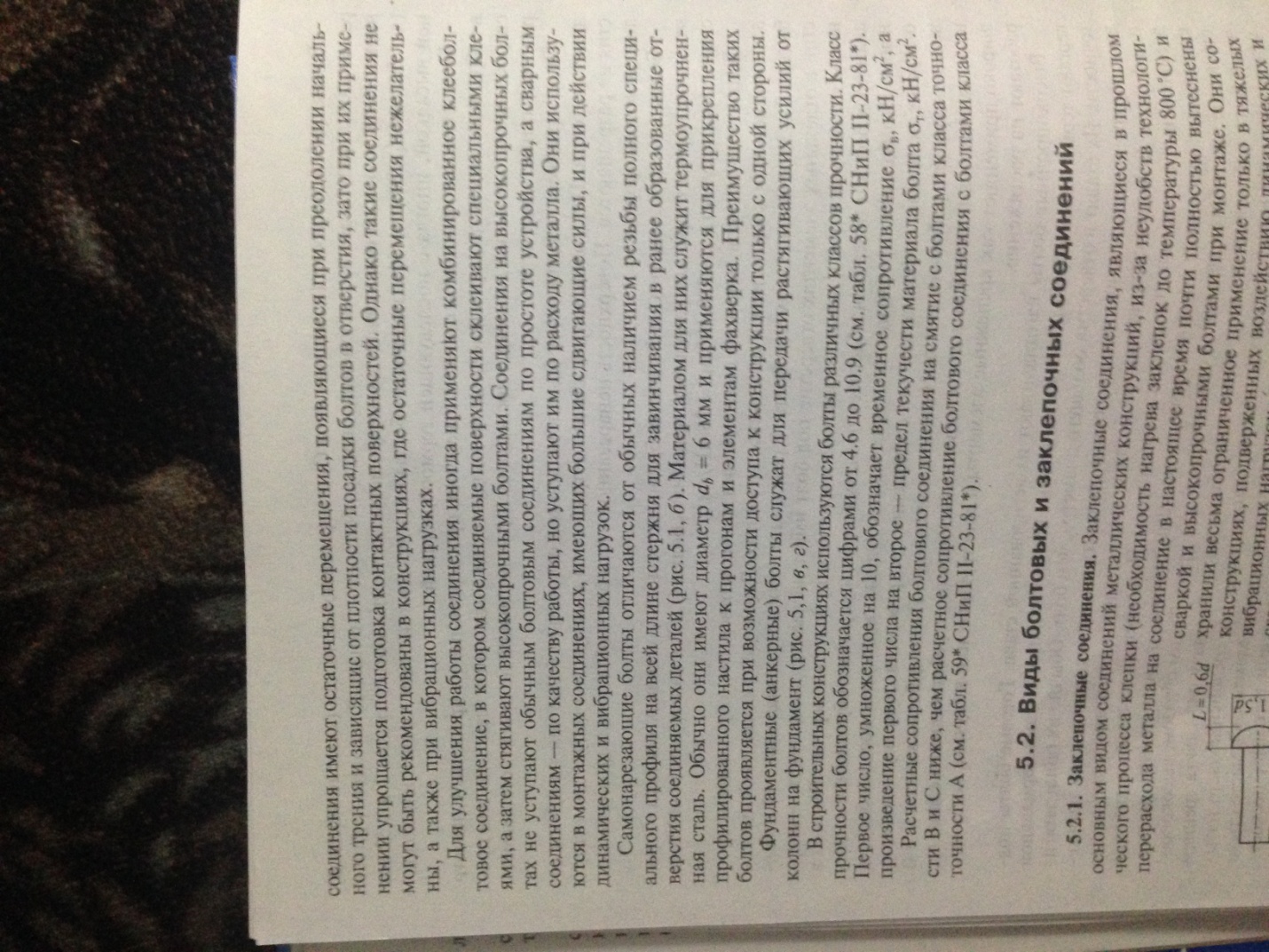
ТЕХНОЛОГИЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ Сущность полуавтоматической сварки под флюсом заключается в следующем: по мере перемещения вручную держателя полуавтомата из установленной на нем воронки в зону сварки подается флюс, который закрывает поверхность изделия и электродную (сварочную) проволоку на высоте 40 — 50 мм. Дуга, возбуждаемая между свариваемым изделием 1 и электродной проволокой 2, горит под слоем флюса 3 (рис. 1). При этом происходит плавление кромок свариваемого изделия, электродной проволоки и флюса. Затвердевший металл ванны образует шов 4, который покрывается образующейся в процессе сварки шлаковой коркой 5, легко удаляемой после остывания. Нерасплавившийся флюс собирают после сварки и используют вторично. Высокопрочные болты Высокопрочные болты – это крепежные изделия, сопротивление которых 800 МПа и выше. Их производят из низкоуглеродистой легированной стали с содержанием углерода менее 0.4%. Они имеют класс прочности, который начинается от 8.8. Чем выше эта цифра, тем прочнее болт. Класс прочности указывается на головке болта. Буква «S» обозначает увеличенный размер головки. «У» - изделие можно эксплуатировать в умеренном климате при температурах до минус сорока градусов, а буквы «ХЛ» - при температурах до минус 60 градусов.В процессе производства используется метод горячей или холодной высадки заготовок. Затем на специальных автоматах накатывается резьба и после этого болты отправляются в электрическую печь. В результате термической обработки болты получают особую прочность и защиту от коррозии и старения.Высокопрочные болты применяются в строительстве, машиностроении, при строительстве мостов, железных дорог, соединения металлических или деревянных конструкций, автомобилестроении. Высокопрочные крепежные изделия могут использоваться в любом климате. Они не боятся агрессивных химических реактивов, высоких и низких температур. Высокопрочный крепеж способен выдержать все разрушающие явления по силе в два раза больше, чем класс прочности 4.8.Отверстия под высокопрочные болты делают большего диаметра, чем сами болты. Тарировочным ключом затягивают гайки, и это позволяет создать и проконтролировать силу натяжения болтов. Если сила натяжения высокая, то плотная стяжка элементов обеспечит монолитность соединения. При воздействии сдвигающих сил на такое соединение между элементами возникает сила трения, которая и препятствует их сдвигу. Это соединение называют фрикционным. Высокопрочный болт воздействует на осевое растяжение и передает силы сдвига за счет трения соединяемых элементов. Чтобы силы трения были больше, места соединения очищают от загрязнений специальными щетками, пескоструйными аппаратами или огнем. Соединяемые поверхности нельзя окрашивать.Применение высокопрочных болтов позволяет повысить качество продукции, ее удешевление. В быту высокопрочные болты применяются в качестве анкеров, которые могут закрепить в бетонных стенах любые предметы. Самонарезающие болты
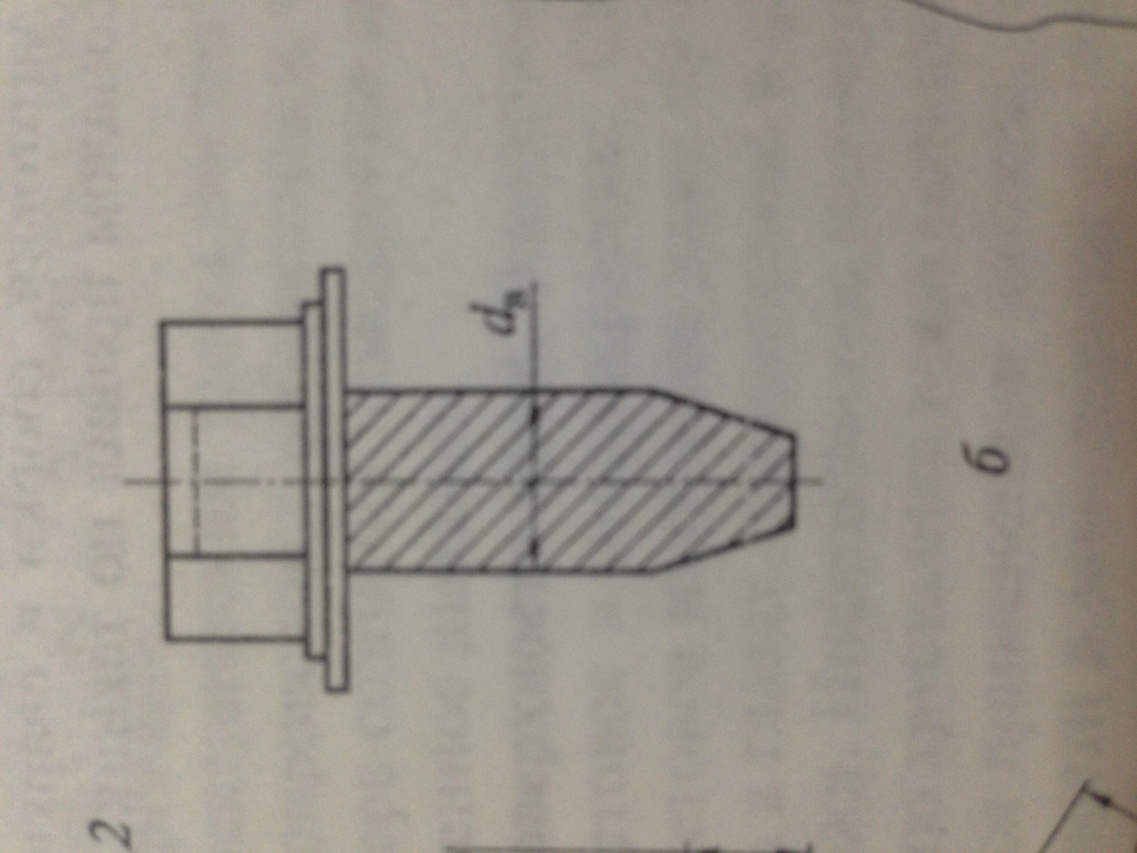
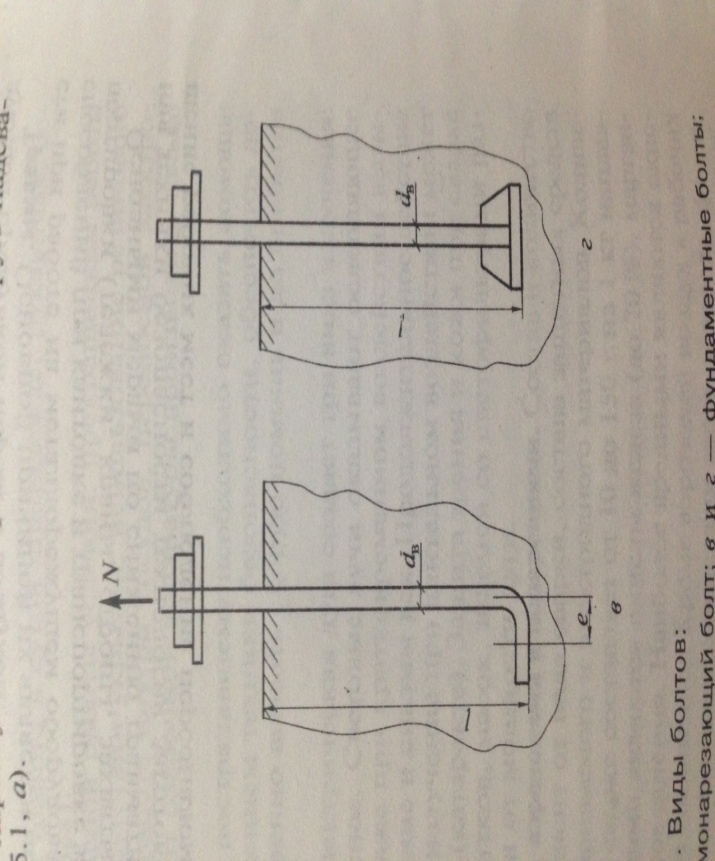
Фундаментные болты Фундаментный болт — крепёжное изделие в виде прута с резьбовой частью на одном конце, и специального приспособления, удерживающего фундаментный болт внутри фундамента, предназначенное для крепления строительных конструкций и оборудования по принципу анкерного болта. Фундаментные болты в значительной степени используются на всех типах строительства, от стандартного здания до дамб и атомных электростанций. Обеспечивают надёжное крепление только к прочным, нехрупким и неэластичным основаниям.На торце шпилек наносится маркировка с обозначением номинального диаметра резьбы и длины шпильки в сантиметрах. Для шпилек М12 марка наносится на бирку, прикрепляемую к комплекту шпилек. На шпильках, предназначенных для болтов, эксплуатируемых при расчётной зимней температуре наружного воздуха ниже − 40°С, в марке дополнительно указываются буквы ХЛ.
Болтовые соединения Для соединения металлических конструкций применяют следующие типы болтов: нормальной, грубой, повышенной точности и высокопрочные с соответствующими гайками и шайбами. Болты грубой точности штампуют из круглой углеродистой стали диаметром не более 20 мм. Их ставят в отверстия с зазором 2-3 мм. Такие болты имеют повышенную деформативность и в многоболтовых соединениях плохо работают на срез, поэтому не допускается применение их в соединениях со знакопеременными усилиями. Болты грубой точности применяют, как правило, в узлах с опиранием одного элемента на другой, с передачей через опорный столик, а также в соединениях, где они не работают или работают только на растяжение. Болты повышенной точности обрабатывают обточкой на токарном станке с допуском + 0, 1 мм. Такие болты изготовляют диаметром 10-48 мм и длиной до 300 мм. Высокопрочные болты (иначе их называют фрикционными) предназначены для передачи усилий, действующих на соединение, посредством трения. Такие болты изготовляют из высокопрочных сталей и термически обрабатывают в готовом виде. Болты ставят в отверстия, на 2-3 мм превышающие диаметр болта, но гайки затягивают тарировочным ключом. Такие соединения просты, но достаточно надежны и применяются в ответственных сооружениях
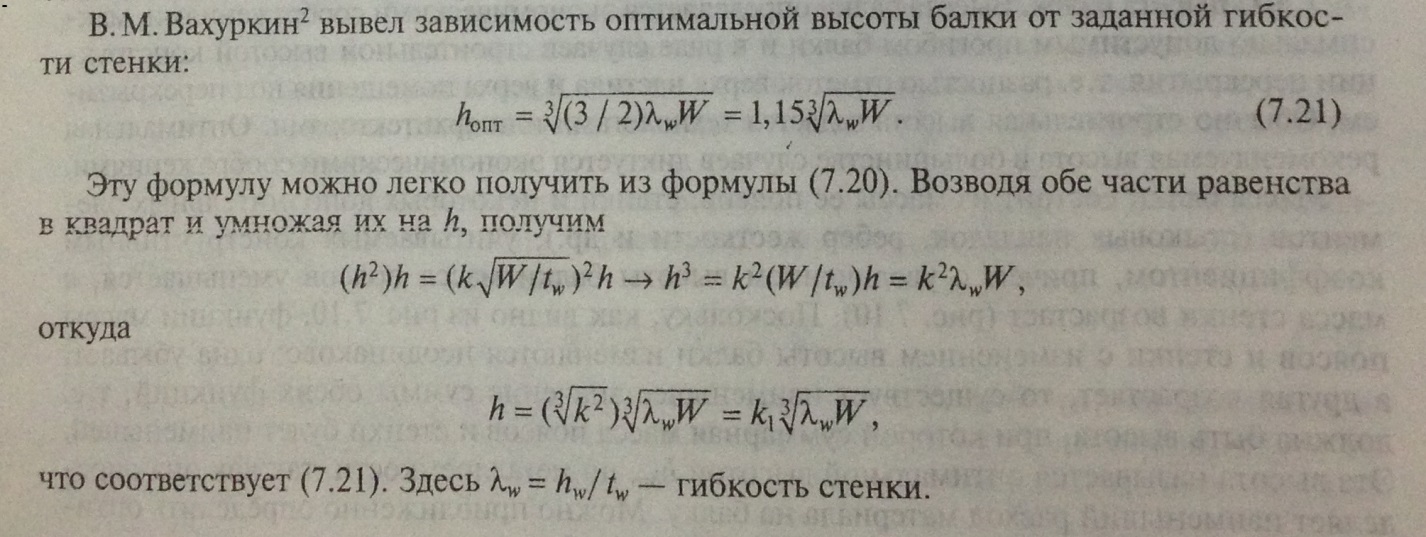
Размещение болтов При конструировании соединения следует стремиться к наилучшей передаче усилия с одного элемента на другой кратчайшим путем при одновременном обеспечении удобства выполнения соединения. В стыках и узлах прикреплений (для экономии материала накладок) расстояние между болтами должно быть минимальным. В слабо работающих (связующих, конструктивных) соединениях расстояние должно быть максимальным, чтобы уменьшить число болтов. Болты располагают в соединении по прямым линиям - рискам, параллельным действующему усилию. Расстояние между двумя смежными рисками называется дорожкой, а расстояние между двумя смежными по риске болтами - шагом (рис. 6.10). Расстояние между центрами болтов и заклепок принимают по табл. 6.6 и рис. 6.10. Минимальное расстояние, указанное в табл. 6.6, определяют условиями прочности основного материала. Максимальное расстояние определяют устойчивостью сжатых частей элементов в промежутках между болтами или условием плотности соединения растянутых элементов во избежание попадания в щели влаги и пыли, способствующих коррозии элемента. В профильных элементах (уголках, двутаврах, швеллерах) положение рисок и возможные диаметры отверстий должны отвечать требуемой прочности элемента и практической возможности постановки болтов в соединениях. Риски на профильных элементах приведены в справочниках металлических конструкций (МК). Для облегчения пользования кондукторами для сверления отверстий желательно иметь шаг и дорожку, кратную 40 мм. Оптимальная высота балок
ВИДЫ СВАРКИ И ИХ ХАРАКТЕРИСТИКА Основным видом соединений металлических строительных конструкций является сварка. Она почти полностью заменила другие виды соединений при изготовлении конструкций и широко применяется как заводе, так и при монтаже на строительной площадке. Сварка упрощает конструктивную форму соединения, дает экономию металла, позволяет применять высокопроизводительные механизированные способы, что значительно уменьшает трудоемкость изготовления конструкций. Сварочные соединения обладают не только прочностью, но и водо - и газонепроницаемостью, что особенно важно для листовых конструкций. Однако возникающие при сварке внутренние остаточные напряжения в соединении усложняют его работу и в ряде случаев при действии динамических нагрузок и низких температур способствуют хрупкому разрушению. Выполнение сварки часто бывает затруднено при монтаже конструкций и соединении нескольких листов в пакеты. Оба эти обстоятельства в ряде случаев затрудняют применение сварки и заставляют обратиться к традиционным болтовым видам соединений. В строительстве применяется главным образом электродуговая сварка: ручная, автоматическая, полуавтоматическая, а также электрошлаковая. Реже применяется контактная и газовая сварка. Другие виды сварки при сборке и монтаже строительных конструкций пока не получили распространения. 1. Ручная электродуговая сварка универсальна и широко распространена, так как может выполняться в любом пространственном положении. Она часто применяется при монтаже в труднодоступных местах, где механизированные способы сварки не могут быть причинены. Меньшая глубина проплавления основного металла и меньшая производительность ручной сварки из-за пониженной силы применяемого тока, а также меньшая стабильность ручного процесса по сравнению с автоматической сваркой под флюсом являются недостатками ручной сварки. Электроды, применяющиеся для ручной сварки, подразделены на несколько типов по значению временного сопротивления металла шва. Например, электрод типа Э42 позволяет получить шов, имеющий a"; S 5=410 МПа (42 кгс/мм2), и применяется для сварки сталей, имеющих > 430 МПа; электрод типа Э50 дает соответственно 0В 490 JV и применяется для сварки сталей, имеющих aBs> 520 MПа. Добавление к названию электрода буквы А означает, что данные электроды дают металл, обладающий повышенной пластичностью, характеризуемой относительным удлинением и повышенной ударной вязкостью. В табл. 5.1 помещены рекомендуемые сварочные материалы сварки различных марок стали. Из таблицы видно, что сталям различной прочности рекомендуются различные марки сварочной проволоки и соответственно типы электродов, имеющих разное сопротивление металла шва. Один тип проволоки или электрода, дающий прочность металла шва, близкую к прочности свариваемой стали для сварки менее нагруженных швов, и другой тип, дающий прочность металла шва, превышающую прочность свариваемой стали для сильно нагруженных швов. Такой подход к выбору материалов для сварки обеспечивает уменьшение количества наплавленного металла без снижения прочности соединения, следовательно, экономию сварочных материалов, снижение трудоемкости выполнения соединения и уменьшение термического влияния сварки на соединение. 2. Автоматическая и полуавтоматическая сварка под флюсом осуществляется автоматом с подачей сварочной проволоки d = 2-5 мм без покрытия. Дуга возбуждается под слоем флюса, флюс расплавляется, легирует расплавленный металл содержащимися в нем примесями и надежно защищает его от соприкосновения с воздухом. Металл получается чистым с ничтожными количествами вредных примесей - кислорода, азота и др. Благодаря хорошей теплозащите расплавленный металл под слоем флюса остывает медленно, хорошо освобождается от пузырьков газов и шлака и отличается значительной плотностью и чистотой. Большая сила тока (600-1200 А и более), применяющаяся при автоматической сварке, и хорошая теплозащита шва обеспечивают глубокое проплавление свариваемых элементов и большую скорость сварки. Таким образом, хорошее качество швов и высокая производительность являются большими достоинствами автоматической сварки под флюсом, и ее применение желательно во всех соединениях, где это возможно. К недостаткам относится затруднительность выполнения этой сварки в вертикальном и потолочном положении и в стесненных условиях, что ограничивает ее применение на монтаже. Для коротких швов с успехом применяется полуавтоматическая сварка шланговым полуавтоматом. Процесс сварки ведется голой проволокой d > 3 мм под флюсом в нижнем положении или порошковой проволокой, свернутой в трубочку стальной лентой, внутри которой запрессован флюс, в любом положении. Сварка порошковой проволокой должна найти себе широкое применение при монтаже конструкций. 3. Электрошлаковая сварка представляет собой разновидность сварки плавлением; этот тип сварки удобен для вертикальных стыковых швов металла толщиной от 20 мм и более. Процесс сварки ведется голой электродной проволокой под слоем расплавленного шлака, сварочная ванна защищена с боков медными формирующими шов ползунами, охлаждаемыми проточной водой. Качество шва, выполняемого этим способом, получается очень высоким. 4. Сварка в среде углекислого газа ведется голой электродной проволокой d =1, 4-2 мм на постоянном токе обратной полярности. Углекислый газ при высокой температуре активно взаимодействует со сталью, окисляя ее, что компенсируется повышенным содержанием раскислителей в электродной проволоке. Сварка в среде углекислого газа, не требуя приспособлений для удержания флюса, может выполняться в любом пространственном положении. Она обеспечивает получение высококачественных сварных соединений из различных металлов при высокой производительности труда (на 15-20 % выше, чем при полуавтоматической сварке под флюсом).
|
Последнее изменение этой страницы: 2017-03-15; Просмотров: 480; Нарушение авторского права страницы