|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Измерение параметров сверла и зенкера
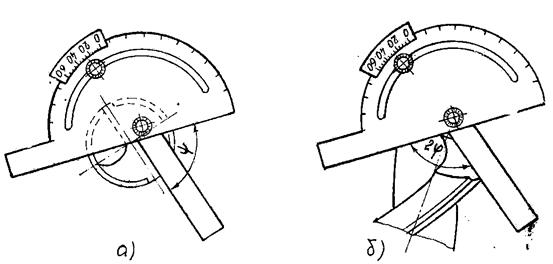
Измерение геометрических и конструктивных элементов сверла и зенкера следует проводить в соответствии с протоколом измерений (табл.1). Диаметры инструментов измеряются микрометром, общая длина L и ее составляющие, а также ширина ленточки f – штангенциркулем, толщина перемычки при вершине у хвостовой части сверла – кронциркулем и масштабной линейкой. Угол при вершине - 2φ и угол наклона поперечной режущей кромки сверла φ измеряется универсальным (рис. 6.1 а, б), или оптическим угломерами. Угол наклона винтовой канавки ω измеряется методом прокатывания инструмента по копировальной бумаге. На полученных отпечатках разверток сверла и зенкера угол ω определяется при помощи транспортира или универсального угломера. Величина главного переднего угла γ этих инструментов вычисляется по зависимости (5.3; 5.4).
Рис. 6.1 Измерение углов сверла универсальным угломером. а) – угла наклона поперечной режущей кромки; б) – углов при вершине.
Измерение главного заднего угла α сверла производится при помощи делительной головки индикатора (рис. 6.2). Сверло 3 устанавливается в шпинделе 2 делительной головки 1, а ножка 4 индикатора 5 закрепляется в выбранной плоскости замера с натягом главной задней поверхности сверла, как можно ближе к его режущей кромки и горизонтально оси сверла. После этого стрелка индикатора устанавливается на ноль, а сверло совместно со шпинделем поворачивается на угол α, который отсчитывается на лимбе 6 делительной головки.
Рис. 6.2 Измерение задних углов сверла с помощью делительной головки и индикатора.
Наконечник индикатора скользит по задней поверхности сверла, показывая величину ее падения h. Значение угла α определяется по выражению
tg α k = (57, 3/ρ )*(h/Rk), (6.1)
где Rk – радиус расположения точки измерения заднего угла α (измеряется штангенциркулем в мм).
Измерение параметров развертки
В соответствии с протоколом измерений (см. табл. 2) измерить микрометром минимальный диаметр калибрующей части диаметр обратного конуса шейки развертки. Общая длина развертки, длина рабочей части и ее составляющие измеряется линейкой или штангенциркулем. Главный угол в плане измеряется так как и зенкера. Главный передний и задний углы измеряются с помощью угломера 2УРИ, конструкции М.И. Бабчиницера. Устройство угломера и методика измерения им углов приведена в разделе 3.
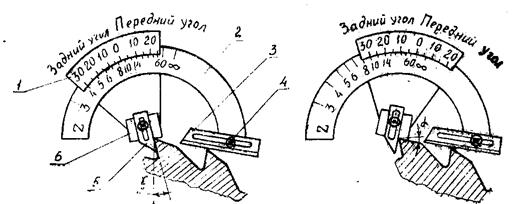
Измерение размеров фрезы Первые 5 параметров изучаемой фрезы (рис. 4.3) измеряются по аналогии с рассмотренными инструментами. Передний и задний углы измеряются угломером 2УРИ. Угломер состоит (рис. 6.3) из дуги 2, на которой с правой стороны закрепляется винтом 4 подвижная планка 3. На дуге 2 нанесена шкала чисел зубьев измеряемых фрез. При измерении фрезы с z = 60 и более используется штрих со знаком ∞. По дуге перемещается сектор 1 со шкалой задних (до 350) и передних (до 250) углов. На секторе имеется планка 6 в пазу которой перемещается измерительный нож 5. Вылет ножа 5 и подвижной планки 3 устанавливается путем их перемещения в направляющих в зависимости от количества зубьев фрез.
Рис. 6.3 Измерение задних и передних углов угломеров М.И. Бабчиницера
При измерении углов угломер планками 6 и 3 накладывают соответственно на 2 смежных зуба. Определяя величину переднего угла γ (рис.6.3а), измерительную поверхность ножа 5 следует совместить с передней поверхностью зуба на дуге 2 напротив штриха на секторе 1, соответствующего количеству зубьев измеряемой фрезы, произвести отчет величины переднего угла. Определяя задний угол α измерительную поверхность планки 6 совмещают с задней поверхностью зуба (рис. 6.3б) и соответственно на дуге 2 производят отсчет величины угла. При измерении фрезы с большим шагом зубьев, подвижную планку 3 можно устанавливать не на смежном зубе, а на зубе следующим за ним. Тогда отсчет углов будет производиться по штриху, соответствующему уменьшенному в 2 раза числу зубьев инструментов. отсчет отрицательных передних углов производится по шкале задних углов. Угол наклона зуба λ ` измеряется универсальным угломером. Однако линейка угломера прижимается к торцу фрезы, а другая устанавливается по касательной к винтовой линии режущей кромки зуба в точке ее пересечения с плоскостью торца фрезы [4]. Этот угол можно измерить так же как и других инструментов (рис.6.1), методом прокатывания фрезы по копировальной бумаге. Главный и вспомогательный углы в плане φ и φ 1, углы наклона зуба λ ` у торцевых фрез измеряются с помощью универсального инструмента.
Лабораторная работа №3 “Исследование влияния основных параметров режима резания и геометрии режущей части инструмента на пластическую деформацию в процессе резания (на примере метода точения)” Задачи работы: Закрепить теоретический материал по теме «Физика процесса резания». Познакомится с практическими методами измерения деформаций при резании металлов. Изучить влияние параметров режима резания на деформацию в срезаемом слое металла. Студент должен знать: · Устройство токарно-винторезного станка. · Назначение основных узлов и приемы работы на станке. · Методы графического изображения результатов эксперимента. Студент должен уметь: · Выполнять простые работы на станке · Строить графические зависимости по результатам эксперимента · Делать обобщающие выводы.
Общие сведения Резание - процесс, связанный с удалением с заготовки слоя материала в виде стружки с целью получения необходимой формы, размеров и качества обработанной поверхности заготовки. Как известно, процесс резания представляет собой пластическое деформирование т. е сопровождается необратимыми изменениями формы, размеров и свойств удаляемого материала. Особенности холодного пластического деформирования в процессе резания заключается в том, что деформация доводится до разрушения заготовки протекают при больших скоростях, и сопровождаются физическими явлениями, которые оказывают влияние на условия работы инструмента и качество обрабатываемой поверхности. Наибольшее изменение свойств имеет отделяемый материал-стружка. По этому процесс образования стружки представляет большой практический интерес. Основная масса обрабатываемых материалов - это металлы, которые относятся к поликристаллическим веществам. Для определения механических свойств обрабатываемого материала, проводится его испытание в лабораторных условиях ( на растяжение, изгиб, кручение, твердость изотропность и т.д.) На рис. 1 приводится типовая диаграмма напряжений для пластичного металла, по которой можно судить о его свойствах и в частности, о тех напряжениях, которые необходимо вызвать в материале под действием внешних сил для осуществления определенной деформации.
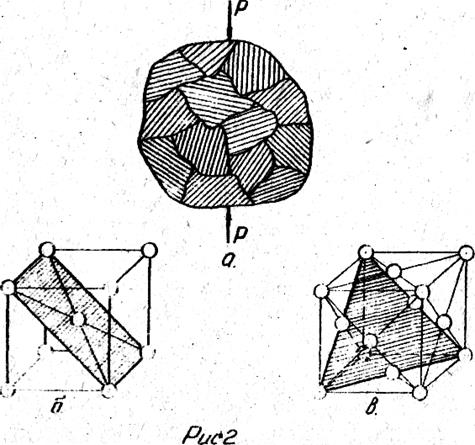
Поликристалл состоит из отдельных зерен (рис 2а). Каждое зерно состоит из плотноупакованных атомных ячеек, макет которой изображает объемную кристаллографическую решетку, в узлах которых сосредоточены атомы (рис 2б, в.). Если к поликристаллу приложить внешнее усилие Р (рис 2а), то по кристаллографическим плоскостям возникнут внутренние напряжения. В случае если эти напряжения не превышают внутренние силы межатомных связей, при снятии внешнего усилия, напряжения снимутся. Изменение линейных и объемных размеров кристаллической решетки также снимутся и поликристалл возвратится в исходное состояние. Это соответствует участку кривой растяжения (0-Gу) рис.1 – упругой деформации. Если под действием внешней силы, возникшие внутренние напряжения превышают силы межатомных связей – произойдет необратимое изменение формы и размеров поликристалла – начнется пластическая деформация – металл начинает «течь» (участок Gу- Gm) рис. 1. Процесс пластической деформации связан со смещением в кристаллографической решетке одних ее участков относительно других по, так называемым» кристаллографическим плоскостям по плоскости, в которых сосредоточено минимальное количество атомов (рис 2б, в) и, в первую очередь у тех кристаллов, у которых кристаллографические плоскости наиболее благоприятно расположены к линии действия внешней силы Р. (под углом 45º ). Следовательно, процесс деформирования вначале охватывает не все зерна.
В результате сдвигов по кристаллографическим плоскостям происходит их изменение и на них появляются «плоскости скольжения» из осколков разрушения, которые приводят к повышению сопротивления деформации до тех пор, пока его сопротивление не вызовет необходимости приложения все более возрастающего усилия, при котором могут деформироваться другие зерна, у которых кристаллографические плоскости были расположены менее благоприятно по отношению к линии действия, внешней силы. Кроме того, при деформации зерен происходит поворот кристаллографических плоскостей и взаимодействия между зернами, что также вызывает возрастание сопротивления деформирования (рис. 3). В результате, объем поликристалла охватывается пластической деформацией. Все указанные факторы приводят к интенсивному повышению сопротивления пластическому деформированию (рис.1, участок Gm-Gp)- так называемому явлению упрочнения металла (наклепу), которое приводит к повышению твердости металла и к снижению его пластических свойств. Ориентировке плоскостей скольжения у зерен поликристалла в определенном направлении по отношению линии действия внешних сил приводит к образованию направленной структуры – появлению текстуры (рис.3), а это приводит к анизотропии свойств металла.
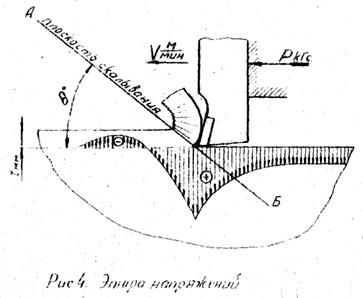
Все описанные явления имеют место при резании. На рис. 4 приведена схема взаимодействия резца с обрабатываемым материалом. В результате перемещения резца под действием силы P в материале возникают внутренние напряжения, величина и знак которых изображены эпюрой напряжений ((знак t+) сжатия; знак (-) –напряжения растяжения). Материал обрабатываемой заготовки находится в напряженно-деформированном состоянии. Как установили основоположники науки о процессе резания Тиме И.А и Зворыкин К.А. (1870-1893г. г) наибольшие пластические деформации находятся в плоскости АБ, расположенной под углом к названной Тиме И.А плоскостью скалывания, по которой происходит отделение элемента стружки основного металла (рис.4; ). Обработанная поверхность также подвергается деформации и находится в напряженном состоянии.
Исследования, проведенные Усачевым Я.Г. (1900 г.) показали, что в каждом элементе стружки происходит деформирование по плоскостям скольжения СД (рис.5а), в направлении которых деформируется зерна с образованием текстуры (рис. 5б) Исходя из вышесказанного процесса образования стружки можно представить схематически (рис 6а, б, в. Резец под действием силы P внедряется в материал, вызывая упругие деформации. При дальнейшем перемещении резца сопротивление деформации возрастает, возрастает и сила до значения Pm, что приводит к пластической деформации материала в ограниченном объеме перед передней поверхностью резца. Дальнейшее перемещение резца возможно при непрерывном возрастании силы Pp, достаточной для того, чтобы вызвать внутренние напряжения приводящие к разрушению деформируемого объема материала и к его отделению от основной части по плоскости скалывания АБ с образованием элемента стружки с последующим падением усилия P2 до его первоначального размера PØ . Процесс образования элементов стружки повторяется, из чего следует, что процесс резания нестабильный и сопровождается колебаниями величины силы резания, приводящем к вибрациям. Процесс стружко образования зависит от целого ряда факторов, среди которых физико механические свойства обрабатываемого материала, Тиме И.А. классифицировал виды стружки по их внешнему виду на три разновидности (рис.7): а-сливная, б-скалывание, в-надлома. Сливная стружка характерна для пластичных металлов при обработке с большими скоростями (рис. 7а); стружка скалывания (рис.7б) -для металлов, занимающих по свойствам среднее положение; стружка надлома (рис7в) характерна при обработке мало пластичных, хрупких металлов типа чугунов, бронз. Таким образом, тип стружки характеризует пластические свойства металлов, однако установлено, что, изменяя условия обработки можно изменять и тип стружки при обработке одного и того же материала. Из этого следует, что вид стружки, в определенной степени, характеризует условия обработки с точки зрения его рационального осуществления. При образовании сливной стружки имеет место наибольшая пластическая деформация, следовательно, на процесс резания затрачивается большая энергия по сравнению с условиями, при которых образуется стружка надлома, сопровождающаяся минимальными деформациями.
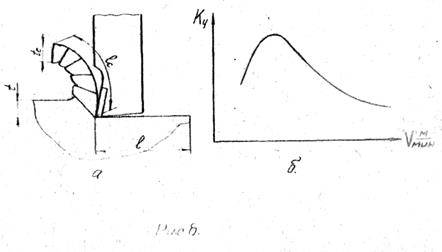
Изменяя условия резания-скорость резания, поперечное сечение среза (и толщену а, подачу S)величину угла резания –δ (или γ ) можно изменять вид получающейся стружки, а следовательно и величину энергии, затрачиваемой на процесс резания. Обобщая выше изложенное, можно сделать выводы: · - вид стружки качественно характеризует величину пластической деформации в зоне резания; · - величину работы, затрачиваемую на процессе резания; · - от вида стружки зависят условия отвода ее из зоны резания · - характеризует условия работы режущего инструмента, определяет качество обработанной поверхности. · Усадка стружки Исользуемая методика определения усадки стружки разработана профессором А.М. Розенбергом 1968 г.) Пластическая деформация срезаемого слоя в процессе резания проявляется в следующих изменениях формы и размеров (рис. 6) стружки: 1. Укорочение ℓ c< ℓ где ℓ c-длинна стружки; ℓ -путь, пройденный инструментом
2. Уширение-увеличение поперечного сечения (рис. 7) Аc> A
где Аc -поперечное сечение участка стружки; А поперечное сечение резца A=a*b=t*S мм2 3.Увеличение толщины срезаемого слоя (рис. 8а) tc> t где tc- толщина стружки; t- глубина резания;
Величина пластической деформации при резании оценивается коэффициентом усадки стружки Ку и, в зависимости от величины, через которую он выражается, называется: - коэффициентом линейной усадки Кул = ℓ / ℓ c; - коэффициент поперечной усадки Куn= tc/t= Аc/А (для стали Куn =2-3; для чугуна Куn=1.2-1.5) Коэффициент усадки стружки характеризующий величину пластической деформации срезаемого слоя, зависит от ряда факторов, в частности, от формы режущей части, инструмента, от ее геометрических параметров, от режимов резания и, особенно, от скорости резания (рис.8б) Знание законов пластического деформирования металлов при обработке резанием и явлений, сопровождающих процесс деформирования, позволяет решить вопросы качества обработанных поверхностей деталей машин, их долговечности, износостойкости, а также увеличения стойкости режущих инструментов и снижения мощности, в процессе резания. Данная лабораторная работа посвящается изучению влияния параметров режимов резания на пластическую деформацию в процессе резания на примере метода точения по схеме, приведенной на рис. 9 |
Последнее изменение этой страницы: 2017-03-14; Просмотров: 1278; Нарушение авторского права страницы