
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Производственный и технологический процессы и их структура. Трудоемкость и станкоемкость.Стр 1 из 3Следующая ⇒
Производственный и технологический процессы и их структура. Трудоемкость и станкоемкость. Производственный процесс (ПП) – это совокупность всех действий и орудий производства необходимых на данном предприятии для изготовления и ремонта выпускаемых и изделий. ПП охватывает подготовку средств производства и организацию обслуживания рабочих мест; получение и хранение материалов и полуфабрикатов; все стадии изготовления деталей машин; сборку машин; транспортировку материалов, заготовок…; технический контроль на всех стадиях производства; упаковку готовой продукции для реализации. Структура ПП: Рабочее место – часть производственной площади цеха, на которой размещены 1 или несколько исполнителей работы и обслуживаемая ими единица технологического оборудования, конвейера, а также оснастка и предметы производства. Технологический процесс (ТП) – это часть ПП, содержащая действия по изменению (мех. обработка) и последующему определению (ТО, ХТО) состояния предмета производства в определённой последовательности. Структура ТП: Технологическая операция (ТО) – это законченная часть ТП, выполняемая одним или группой рабочих на одном рабочем месте непрерывно. Установ – часть ТО, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы. Технологический переход – законченная часть технологической операции, выполняемая над одной или несколькими поверхностями заготовки одним или несколькими одновременно обрабатывающими инструментами без изменения режимов работы станка. Различают элементарный переход – часть технологического перехода, выполняемая одним инструментом над одним участком поверхности за один рабочий ход; вспомогательный переход – который не сопровождается изменением формы, размеров и шероховатости поверхностей предметов труда. Также различают рабочий и вспомогательный ход, в одном снимают материал, в другом нет. Станкоёмкость – нормируемое число часов работы оборудования, необходимых для выполнения заданного объёма работ (станко-часы). Трудоёмкость - нормируемое число часов работы человека, необходимых для выполнения заданного объёма работ(человеко-часы). Трудоёмкость бывает достижимая и экономическая, нормированная и расчётная. Виды и типы машиностроительных производств. Их основные характеристики. Формы организации технологических процессов.
Вид – организационный признак по хар-ру выполняемых работ. По принципу применяемого метода изготовления ПП подразделяется на виды: литейное, сварочное, кузнечное, механическое, сборочное, лакокрасочное, термическое, испытания и т.д. Тип производства -классификационные категории производства, выделяемые по признакам широты номенклатуры, регулярности, стабильности и объема выпуска продукции.
Формы орг-ции: в МП-поточное, АЛ; СП-переналаживаемые АЛ. Поточное-синхронизировано по такту выпуска или кратно ему. 19 Технологическая подготовка производства и ее состав. Основные задачи, решаемые в процессе технологической подготовки производства. Технологич. подготовка произ-ва состоит из 3-ех частей: 1)конструкторская 2)технологическая 3)календарное планирование. Конструкторская подготовка производства включ.: разработка сборочных чертежей изделия и сборочных чертежей отдельных сборочных единиц; спецификации; ведомости спецификаций; ведомости покупных деталей изделия или сборочных единиц; чертежи всех деталей изделия подлежащих изготовлению; программа и методика испытаний; технические требования. Технологическая подготовка производства включ.; анализ конструкторской документации (шерох., волнистость, размеры); определение типа производства, разработка маршрута обработки отдельных поверхностей и общий маршрут обработки. В результате завершения работы по технологической подготовки производства должно быть: 1) чертежи детали, сборочной единицы и изделий отработанных на технологичность; 2)разработка чертежа заготовки; 3)разраб. техпроцесса изготовления заготовки; 4)заказ на изготовление заготовки; 5)техпроцесс изготовления детали и сборки; 6)заказ на средства технического оснащения; 7)чертежи средств технологического оснащения; Календарное планирование должно обеспечить изготовление изделия в установленные сроки при заданных объемах выпуска и затраты 20 Технологичность конструкции. Ее виды, способы оценки и основные показатели. Основные требования технологичности, предъявляемые к конструкции различных деталей и заготовок. Технологичность конструкции детали. Принцип технологичности состоит в мах удовлетворении эксплуатационных требований в сочетании с рациональным и экономическим изготовлением. Главными факторами, определяющими требования технологичности и конструкции являются: вид изделия, объем выпуска, тип производства. Требования по технологичности: -мах широкое использование унифицированных узлов; -возможно меньшее количество оригинальных деталей, -формы должны допускать простые методы обработки, -наличие на детали удобных базирующих элементов, -рациональный способ получения заготовки, -устранение слесарных работ, -плоскости со значительной протяженностью не д.б. сплошными, -обрабатываемые поверхности - на один уровень, -нормальный выход инструмента при работе. Оценка технологичности конструкции может быть двух видов: качественной и количественной. Качественная оценка технологичности включает в себя оценку применяемого материала, обрабатываемости и методов получения заготовок. Количественная включает показатели: основные (трудоемкость изготовления детали, технологическая себестоимость детали ), дополнительные показатели(коэффициент унификации конструктивных элементов Ку.э= Q у.э / Q э, где Q у.э и Q э – соответственно число унифицированных конструктивных элементов детали и общее, шт; коэффициент применимости стандартизованных обрабатываемых поверхностей Кп.ст= Do.c / Dм.о, г де Do.c, Dм.о - соответственно число поверхностей детали, обрабатываемых стандартным инструментом, и всех, подвергаемых механической обработке поверхностей, шт. Коэффициент обработки поверхностей Кп.о= 1 – Dм.о / Dэ; г де DЭ – общее число поверхностей детали, шт; Коэффициент использования материала Ки.м = q / Q; где q, Q – масса детали и заготовки соответственно, кг.Максимальное значение квалитета обработки IT - 9; Максимальное значение параметра шероховатости обрабатываемых Способы получения заданных размеров (метод пробных проходов и промеров, метод автоматического получения размеров на настроенных станках). Методы настройки технологической системы, их преимущества и недостатки. Метод пробных ходов и промеров. Сущность метода заключается в том, что к обрабатываемой пов-ти заготовки, установленной на станке подводят режущей инструмент и с короткого участка заготовки снимают стружку. После этого делают пробный замер полученного размера, определяют величину его отклонения от чертёжного и вносят поправку в положение инструмента. Затем вновь делают пробную обработку и пробный замер размера, и при необходимости вносят новую поправку в положение инструмента. Метод пробных проходов позволяет на неточном оборудовании получать высокую точность обработки, при обработке партии заготовок этот метод исключает влияние износа инструмента на точность обработки. Метод позволяет при неточной заготовке правильно распределить припуск и предотвратить брак. Недостатки метода: - зависимость достижимой точности обработки от минимальной толщины, снимаемой стружки; - появление брака по вине рабочего, от которого зависит точность обработки; - низкая производительность обработки; - высокая себестоимость. Метод применятся в единичном и мелкосерийном производстве. В условиях крупносерийного и массового производства метод используется главным образом при шлифовании, т.к. позволяет компенсировать износ абразивных инструментов. Метод автоматического получения размеров на настроенных станках. Этот метод в значительной мере свободен от недостатков, которые свойственны методу пробных проходов. При этом методе станок предварительно настраивается, таким образом, чтобы требуемая точность достигалась автоматически, т.е. независимо от квалификации и внимания рабочего. Задача обеспечения точности при данном методе переноситься на наладчика, инструментальщика, технолога, который назначает технологические базы и размеры. Преимущества метода: -повышенная точность обработки и снижение брака; --точность обработки не зависит от минимально возможной толщины снимаемого слоя металла; --повышение производительности за счет потерь времени на осуществление пробных проходов и замеров; --рациональное использование квалифицированных рабочих кадров; --снижение затрат производства. Метод находит применение в условиях массового и крупносерийного производства. Известны два способа настройки технологической системы: 1Статическая 2Динамическая Статическая настройка осуществляется следующим образом: на неработающем станке устанавливается эталонная деталь, в конечное положение выдвигаются резцы и закрепляются. Динамическая настройка может производиться двумя методами: 1. Динамическая настройка по пробным деталям с помощью рабочего калибра производится следующим образом: изучают одну или несколько пробных деталей, проверяют их рабочий размер рабочим предельным калибром и если эти размеры находятся в пределах допуска, то обрабатывают всю партию деталей. 2. Динамическая настройка по пробным деталям с помощью универсального мерительного инструмента. Если размеры партии деталей рассеиваются по закону нормального распределения со средним квадратичным отклонением s и если эту партию деталей разбить на две группы по “m”-штук, то распределение размеров в каждой из этих групп будет так же подчиняться закону нормального распределения со среднеквадратичным отклонением s’=s/Ö m. (графики) 14 Припуски на обработку и способы их определения. Влияние припусков на производительность, точность и экономичность обработки. Припуском (ПР) наз-ся слой металла который необходимо удалить с поверхности заготовки чтобы получить деталь заданных размеров и качества поверхности. Припуски могут быть: 1–общие, 2–межоперационные, 3–симметричные, 4–несимметричные.. Общий припуск- это ПР который необходимо снять с заготовки для получения изделия требуемой точности и качества. Межоперационный ПР - это слой металла который удаляется с заготовки на определенной операции или переходе. Межоперационные ПР могут быть: -минимальными; -номинальными; -максимальными. Минимальный ПР – миним. cлой металла срезаемый за одну операцию. Номинальный ПР-это разность размеров номинальных предшествующей и номинальной после данной операции. На величину ПР оказывают влияние следующие факторы: -Материал заготовки; -вид заготовки; -размер заготовки; -величина дефектного слоя на обрабатываемой поверхности; -сложность процесса мех. обработки; -величина погрешности установки. Геометрические погрешности формы поверхностей (овальность, конусность, вогнутость) могут быть допущены только в пределах поля допуска на размер, составляя некоторую его часть, и поэтому при расчете припусков не учитываются. Пространственные отклонения (кривизна осей, коробление и т.д.) эти погрешности имеют самостоятельное значение и учитываются при расчете припусков. При выполнении определенной операции возникают погрешности базирования, которые вызывают смещение заготовки и приводит к увеличению припуска на обработку. На поверхности исходной заготовки имеется исходная шероховатость Rz или шероховатость, полученная на предшествующей операции, имеется дефектный слой h, который в процессе обработки должен быть удален, так же присутствует остаточное пространственное отклонение r, погрешность установки ε. Расчет может производиться по 2-м вариантам:
Погрешность установки на выполняем переходе: Суммарное значение пространственных отклонений поверхностей определяется по формуле Для несимметричных деталей Zmin=Rzi-1+hi-1+ri-1+ε i
Для симметричных деталей 2Zmin=2(Rzi-1+hi-1+ r2i-1+ε 2i-1. )
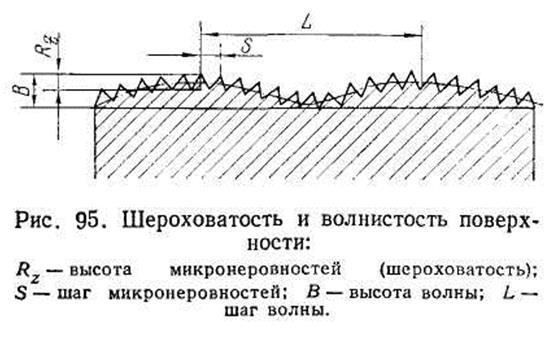
Качество обработанных поверхностей характеризуется шероховатостью и волнистостью, а также физико-механическими свойствами поверхностного слоя. Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, образующая рельеф поверхностей детали и рассматриваемая на определенной (базовой) длине. Причины: неравномерность подачи, неплоскостность направляющих, вынужденные колебания системы СПИЗ. Под волнистостью поверхности (рис) понимают совокупность периодически повторяющихся неровностей, у которых расстояние между смежными возвышенностями и впадинами превышает базовую длину.
К макрогеометрии можно отнести неровности на больших участках поверхности, при которых форма поверхности отличается от заданной. Причины: геометрические неточности станков, погрешности установки заготовок, силовые и температурные деформации, износ инструмента. Базовые длины: микрогеометрия L/H< 40 волнистость 40< L/H< 1000 макрогеометрия L/H> 1000 Классификация ТП. Различают: единичный, групповой, комплексный, перспективный, стандартный, рабочий. Единичный создается на детали аналоги которые на данном предприятии нет. При создании единичных ТП используют как основу типовые и групповые ТП, на детали имеющие сходные элементы по конструкции
Типовой создается на детали по конструктивно технологическим признакам в форме, размерам, точности. Т.е. совокупности деталей имеющих в условиях данного производства общую структуру операций и переходов.
Групповой представляет собой такой способ унификации технологии при котором для обработки группы деталей устанавливается одинаковое оборудование и оснащение при выполнении всех или отдельных операций.
Исходные данные для проектирования техпроцессов. Типовые технологические процессы и групповая обработка. Основой для проектирования технологических процессов механической (или других способов) обработки являются подетальная производственная программа, составленная на основании общей производственной программы завода, рабочие чертежи машин и технические условия на их изготовление Чертежи должны включать: рабочие чертежи деталей выпускаемых машин; сборочные чертежи узлов и отдельных механизмов (агрегатов); чертежи общих видов машин. К чертежам прилагаются: спецификации деталей по каждой машине; описание конструкций, и если возможно, рисунки (фотографии) машин. На рабочих чертежах, необходимых для проектирования технологических процессов обработки деталей на металлорежущих станках, должны быть указаны: а) вид заготовки; б) материал и его марка; в) обрабатываемые поверхности; г) обозначение класса шероховатости поверхности после обработки; д) допуски на неточность обработки; е) вид термической обработки. На чертежах сборочных и общих видов должны быть указаны: а) конструктивные зазоры; б) допуски на размеры, определяющие взаимное расположение деталей; в) особые требования, касающиеся сборки соединений или монтажа всей машины. В спецификациях деталей по каждому изделию должны быть указаны: а) наименование деталей (включая покупные); б) вес (масса) — чистый и черный; в) вид материала и его марка, химический состав и механические свойства; г) вид заготовки; д) количество деталей на одно изделие; е) для нормализованных деталей — номер ГОСТа (ОСТа) или нормали. Описание конструкции изделий должно дать правильное и полное представление об их работе, назначении и функциях отдельных частей и их взаимодействии. Технические условия на изготовление, и сдачу изделий определяют требования, предъявляемые к изделию (машине) в целом и к его деталям; в зависимости от этого выбирается метод их обработки. Для серийного и массового производства технологические процессы изготовления отдельных деталей разрабатываются подробно, с освещением всех указанных факторов и составлением технологических карт, в которых фиксируются все необходимые сведения по вышеперечисленным вопросам. В единичном производстве технологические процессы так подробно не разрабатываются, здесь составляется только схематический план процесса обработки — маршрут операций с указанием последовательности операций, оборудования, приспособлений и инструмента (режущего и измерительного) и приближенного суммарного времени, потребного на обработку. Все эти данные фиксируются в определенных формах.
Для обработки одной и той же детали можно построить различные варианты технологического процесса и применить разные методы обработки. Это зависит прежде всего от размеров, производственной программы и производственных условий. Но даже при одинаковых производственных условиях и программе технологические процессы часто отличаются один от другого, и поставленные задачи решаются по-разному в зависимости от установившихся приемов и опыта технического персонала. К тому же методы обработки деталей разнообразны и зависят не только от вышеуказанных, но и от многих других факторов. Все эти обстоятельства и создают трудность и сложность разработки технологических процессов, которые требуют большой затраты времени. Значительно упростить и ускорить разработку технологических процессов может типизация технологических процессов, под которой понимается создание типовых процессов для определенных групп деталей. В тех случаях, когда для групп деталей, имеющих схожий технологический процесс по основным операциям, требуются одинаковые оборудование и технологическая оснастка, но их обработка на групповых поточных линиях нерациональна по причине малой серийности, целесообразно обрабатывать эти детали по типовому технологическому процессу, как и для переменно-поточных линий, используя групповые ТП, т. е. нормализованные приспособления и инструментальные наладки для групп деталей, что повышает уровень оснащенности технологического процесса и снижает трудоемкость, следовательно, и себестоимость обработки деталей. Пути повышения производительности труда (применение комбинированного инстр-та, сокращения длины рабочего хода, внедрение новых методов обработки, новых конструкций режущего инстр-та, новых инструментальных материалов, смаз.-охлаждающих сред и т.д.). Комбинированный – инструмент, в одном корпусе которого объединены несколько обычных инструментов. Он предназначен для одновременной или последовательной обработки. Они бывают двух видов: 1) Работающие с одинаковыми режимами резания (однотипные) – сверло-зенкер, многоступенчатая развертка, расточная головка и др. 2) Работающие с разными режимами резания (разнотипные) – сверло-метчик, сверло-развертка и др. Комбинированные инструменты могут быть как быстрорежущими, так и твердосплавными, хвостовыми и насадными и т. п. Также бывают инструменты с механическим креплением МНП. Применение этих инструментов увеличивает производительность, сокращая время на смену инструмента. Методы обработки без съема материала: обработка давлением (выполняет функции формообразования, упрочнения, обеспечения требуемой точности и шероховатости поверхности и физико – механических свойств), термическая и химико-термическая обработка (выполняет функции упрочнения, повышения технологичности металла и придания ему особых физических свойств. Методы обработки с нанесение материала: наплавка, напыление, напекание, эмалирование, окраска и др. Смазочно – охлаждающие технологические средства оказывают непосредственное влияние на процесс обработки металлов резанием, позволяя существенно повысить производительность и качество обработки, увеличить стойкость инструментов, защитить поверхности станков и обрабатываемых деталей от коррозии. Эмульсионные СОЖ приготовляются из эмульсолов, являющихся сложными коллоидными системами, включающими базовые минеральные масла, эмульгаторы и др. Синтетические и полусинтетические СОЖ делятся на электролиты (водные растворы неорганических солей), водные р-ры полимеров, поверхностно активные вещества. Полусинтетические отличаются от синтетических наличием в своем составе минерального масла или других углеводородных жидкостей. Масляные СОЖ – к ним относятся чистые минеральные и растительные масла и масла, наполненные различными присадками. К новым инстр-ым материалам относятся синтетич. сверхтвердые материалы: Эльбор-Р(композит 01), Белбор(02), Исмит(03), Киборит(04), Композит 05, Гексанит-Р(композит 10). Многие отличаются высокой стойкостью к агрессив-м средам – Белбор нитрид бора. Производственный и технологический процессы и их структура. Трудоемкость и станкоемкость. Производственный процесс (ПП) – это совокупность всех действий и орудий производства необходимых на данном предприятии для изготовления и ремонта выпускаемых и изделий. ПП охватывает подготовку средств производства и организацию обслуживания рабочих мест; получение и хранение материалов и полуфабрикатов; все стадии изготовления деталей машин; сборку машин; транспортировку материалов, заготовок…; технический контроль на всех стадиях производства; упаковку готовой продукции для реализации. Структура ПП: Рабочее место – часть производственной площади цеха, на которой размещены 1 или несколько исполнителей работы и обслуживаемая ими единица технологического оборудования, конвейера, а также оснастка и предметы производства. Технологический процесс (ТП) – это часть ПП, содержащая действия по изменению (мех. обработка) и последующему определению (ТО, ХТО) состояния предмета производства в определённой последовательности. Структура ТП: Технологическая операция (ТО) – это законченная часть ТП, выполняемая одним или группой рабочих на одном рабочем месте непрерывно. Установ – часть ТО, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы. Технологический переход – законченная часть технологической операции, выполняемая над одной или несколькими поверхностями заготовки одним или несколькими одновременно обрабатывающими инструментами без изменения режимов работы станка. Различают элементарный переход – часть технологического перехода, выполняемая одним инструментом над одним участком поверхности за один рабочий ход; вспомогательный переход – который не сопровождается изменением формы, размеров и шероховатости поверхностей предметов труда. Также различают рабочий и вспомогательный ход, в одном снимают материал, в другом нет. Станкоёмкость – нормируемое число часов работы оборудования, необходимых для выполнения заданного объёма работ (станко-часы). Трудоёмкость - нормируемое число часов работы человека, необходимых для выполнения заданного объёма работ(человеко-часы). Трудоёмкость бывает достижимая и экономическая, нормированная и расчётная. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 595; Нарушение авторского права страницы




 Причины: возникновение нароста, жесткость технологической системы, геометрия инструмента.
Причины: возникновение нароста, жесткость технологической системы, геометрия инструмента.