
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Типовые модели технологических процессов.Стр 1 из 3Следующая ⇒
Типовые модели технологических процессов. Модели структуры потоков. Комбинированные модели» Дисциплина «Моделирование систем управления»
МОСКВА — 2009 г. Учебные и воспитательные цели: дать студентам порядок построения моделей гидродинамических и тепловых процессов; дать студентам понятие о типовых моделях технологических процессов; дать студентам понятия о моделях структуры потоков и колибинированных моделях.
Время: 4 часа. Место: лекционный класс. Учебные вопросы лекции: 1. Типовые модели технологических процессов. 2. Построение моделей гидродинамических и тепловых процессов. 3. Модели структуры потоков. 4. Комбинированные модели.
ВВЕДЕНИЕ Настоящая лекция посвящена вопросам построения моделей технологических процессов, моделей структуры потоков.
Типовые модели технологических процессов С ростом сложности рассматриваемых объектов возрастает необходимость тесной увязки задач управления и исследования, что находится в соответствии с основными идеями принципа дуального управления. Металлургические процессы относятся к классу сложных многосвязных объектов, имеющих большое число входов и выходов с перекрестными внутренними связями. В объектах такого рода свободное и вынужденное движение системы по отдельным каналам управления существенно зависит от процессов, протекающих в других каналах. Например, изменение скорости обезуглероживания в мартеновской печи может в 2—3 раза изменять коэффициенты передачи по каналам, определяющим скорость нагрева. То же самое наблюдается в конвертере. Кроме того, здесь имеет место существенное перераспределение эффектов по нагреву, обезуглероживанию и шлакообразованию в зависимости от положения фурмы. Попытки увязать при этом функционирование отдельных контуров через внешние связи между регулирующими алгоритмами (устройствами) не приводят к удовлетворительным результатам. Например, исследования регулирующих контуров по каналам обезуглероживания и нагрева, проведенные на модели мартеновской плавки, входящей в состав тренажера «Сталевар», показали, что из-за большого запаздывания и сложных взаимосвязей переходные процессы в одном из этих контуров оказывают настолько большое стабилизирующее воздействие на другой контур, что получить сколько-нибудь удовлетворительное качество регулирования с помощью типовых законов не удается даже при условии, что программные траектории обезуглероживания и нагрева, за которыми осуществлялось слежение, считались известными. В реальных же процессах задала определения оптимальных траекторий в большом, зависящих от начальных условий, внутренних свойств самого объекта и управлений, является весьма сложной. С учетом отмеченного выше выбор управлений для рассмотренных объектов, очевидно, целесообразно осуществлять с учетом внутренних взаимосвязей в объекте, с ориентацией на получение конечного показателя оптимизации, учитывающего связи со всеми основными управляемыми параметрами. Это может привести, наряду с решением задачи управления в большом, также к существенному повышению качества переходных процессов в каждом из локальных контуров и, возможно, даже исключить Необходимость реализации некоторых контуров следящего или стабилизирующего регулирования. Синтез столь сложных алгоритмов управления невозможен без достаточно подробных моделей, более широких, чем модели, необходимые для функционирования этих алгоритмов. Одним из рациональных путей решения этой задачи является использование познавательных (исследовательских) моделей, обладающих прогнозирующими свойствами и отражающих внутренний механизм взаимосвязей в объекте. В связи с тем, что указанная проблема состоит из ряда подзадач, то и модели, используемые при этом, имеют свои особенности и различные уровни сложности, что вытекает из принципа множественности системных образов вещей уже упоминавшегося ранее в предыдущих лекциях. В зависимости от целевого назначения можно рассмотреть следующие четыре уровня моделей, используемых для исследования объектов указанного класса и управления ими. Модели для расчета и оптимизации технологии. Это своеобразная «стратегия» управления в большом. Такие модели применяются для расчетов технологических режимов и используются в виде инструкций по ведению процесса в проектируемых и действующих агрегатах или в виде задающих установок автоматическим регуляторам. Для этой цели могут использоваться либо определенным образом модифицированные модели описанного выше уровня, либо создаваться специальные модели в ориентации на достижение целевых технологических критериев. Первая из них ориентирована главным образом на расчеты статических режимов, вторая — динамических. В случае удачного решения задачи, расчеты с помощью таких моделей дают значительный экономический эффект, так как касаются выбора рациональных сочетаний параметров в большом и применения разработанных таким образом инструкций и рекомендаций массового производства. Например, рекомендации по совершенствованию теплового и окислительного режима мартеновской печи, полученные на основе комбинированной модели, разработанной с привлечением теоретических представлений о процессе и факторного эксперимента на реальном объекте, позволили сократить расход агломерата в завалку на 10—12% без уменьшения количества окисляющегося углерода путем поддержания более высокого уровня окислительного потенциала газовой фазы. При этом сократилась также продолжительность плавления, расход топлива. Интересно отметить, что значительный экономический эффект (в том числе повышение производительности) здесь достигнут не только без каких-либо дополнительных материальных затрат, а даже путем снижения расхода твердых окислителей и топлива. Модели для прогнозирования оптимальных траекторий процесса во времени. Это «тактика» управления в большом. В основу таких моделей могут быть положены представления, полученные с помощью моделей двух вышестоящих уровней. Однако наиболее существенным здесь является отражение особенностей протекания, например, отдельных плавок в зависимости от конкретных начальных условий и состояния с учетом взаимосвязей управляемых и внутренних (промежуточных) параметров, что может оказывать значительное влияние на прогнозируемые программные режимы, например, в смысле их зависимости в каждый момент времени от саморазвития процесса как сложной формы свободного движения. В качестве верхнего ограничения по сложности при создании таких моделей выступает относительная простота реализации, поскольку они чаще всего получаются достаточно громоздкими. Их целесообразно использовать для «проигрывания» процессов в ускоренном масштабе времени, например перед предстоящей плавкой, когда становятся известными начальные условия (состав чугуна, температура и т. д.), для выбора оптимального распределения управляющих воздействий во времени (по ходу плавки). Полученные при этом управления и предсказанные в зависимости от них траектории изменения управляемых параметров используются в качестве программных режимов, которые часто не удается достаточно точно выдержать из-за влияния ряда неконтролируемых случайных факторов. Решение этой задачи возлагается на системы стабилизирующего или следящего регулирования. МОДЕЛИ СТРУКТУРЫ ПОТОКОВ
СТРУКТУРА ПОТОКОВ в аппаратах непрерывного действия, существенно влияет на химимческие процессы, тепло-и массообмен. Для процессов в многофазных потоках важно взаимное направление движения фаз (противоток, прямоток и др.) и геометрические формы движущихся объемов (пленки, струи, капли, пузыри). При рассмотрении переноса процессов существенны режим течения (ламинарный, турбулентный) и связанная с ним проблема пограничного слоя. Большое значение имеют различия во времени пребывания частиц потока в рабочем объеме и их взаимное перемешивание в результате нестационарности поля скоростей, неравномерности распределения скоростей и их разнонаправленности. В частицах потока, покидающих рабочий объем быстрее других, процесс оказывается незавершенным; в частицах, задерживающихся в этом объеме, он проходит глубже. Поскольку скорость процесса обычно снижается во времени, его незавершенность определяется долей частиц с малым временем пребывания. Отрицательное влияние неравномерности распределения времени пребывания тем сильнее, чем выше требуемая степень незавершенности процесса. Перемешивание в потоках подразделяют по направлению на поперечное и продольное, а также по уровню - перемешивание на макроуровне (смешивающиеся частицы сохраняют свою индивидуальность) и на микроуровне (происходит гомогенизация частиц). Поперечное перемешивание, как правило, связана с турбулентностью; оно интенсифицирует массо- и теплоперенос. Продольное перемешивание - взаимное смешение элементов потока, поступивших в аппарат в разные моменты времени. Оно приводит к выравниванию профилей концентраций и температур по длине потока, к неравномерности распределения времен пребывания, часто уменьшает движущую силу процесса и снижает его эффективность. Для подавления продольного перемешивания и усиления поперечного применяют секционирование потока с помощью соответствующих устройств. Для анализа химико-технологических процессов используют модели структуры потоков разной степени идеализации; простейшие из них - идеальное вытеснение и идеальное смешение. В первом случае предполагается отсутствие продольного перемешивания при полном поперечном, время пребывания всех частиц одинаково. Эта модель удовлетворительно описывает, например, множественные процессы в длинных тpyбax, особенно заполненных зернистыми слоями. В модели идеального смешения полагают, что элементы потока при поступлении в аппарат мгновенно и равномерно смешиваются со всем его содержимым, концентрации и температура одинаковы во всех точках объема. К этой модели близки, например, потоки в аппаратах с интенсивным механическим перемешиванием. Упомянутые модели - крайние случаи условий смешения в потоке. Промежуточные случаи описывают модели, выбор которых определяется физ. картиной процесса и степенью сложности расчетов. Диффузионные модели представляют поток как вытеснение, на которое накладывается перенос в продольном (однопараметричная модель) или в продольном и поперечном (двухпараметричная модель) направлениях, причем перенос формально описывается уравнениями диффузии. Ячеечная модель представляет поток как последовательность одинаковых ячеек идеального смешения, причем число ячеек подбирается так, чтобы отразить влияние продольного перемешивания. Ячеечная модель удовлетворительно описывает потоки в секционированных аппаратах; как простую расчетную схему ее иногда используют и для иных потоков. Более сложные потоки описываются комбинированными моделями (схемные соединения простых моделей). Каждой модели структуры потоков отвечает уравнение или система уравнений, позволяющие рассчитывать процесс в потоке и необходимый объем аппарата. Эти уравнения содержат параметры моделей (эффективный коэффициент диффузии, число ячеек и др.), для определения которых применяют различные методы. Например, на входе потока вводят по определенному закону (импульсному, ступенчатому и др.) индикатор, а на выходе регистрируют отклик - изменение концентрации индикатора во времени. Обработка отклика методами статистики позволяет оценить закон распределения времени пребывания и найти параметры модели. Сведения о структуре потоков особенно важны при моделировании промышленных аппаратов. При переходе к ним от малых установок следует учитывать изменение структуры потоков. Знание параметров структуры потоков и физико-химических характеристик процессов позволяет расчетным путем исследовать и прогнозировать поведение аппаратов и определять оптимальные условия их работы.
РАСЧЕТНЫЕ МЕТОДИКИ ДЛЯ ШБМ
ДИАМЕТР БАРАБАНА ШБМ Диаметр барабана ШБМ определяется по заданной производительности установки из выражения:
где D, м - рабочий диаметр ШБМ (в свету), Q, т/ч - производительность ШБМ, q, т/кВт*ч - удельная производительность, k - поправочный коэффициент на тонкость помола, Формула (1) получена из выражения для производительности ШБМ [3]:
где mмт, т - масса мелющей загрузки [3]:
ЗАГРУЗКА МЕЛЮЩИХ ТЕЛ В качестве методики проектного расчета мелющей загрузки удобен подбор мелющих тел по равной суммарной поверхности каждой размерности шара [14]. Сущность методики заключается в подборе мелющей загрузки таким образом, чтобы в каждой из камер ШБМ полные поверхности мелющих тел разных размеров были равны между собой. Выбор такой зависимости обуславливается наиболее полным использованием кинетической энергии и удельной поверхности загрузки. Алгоритм расчета мелющей загрузки для однокамерной мельницы представлен на рис. 2.
Рис. 2. Алгоритм загрузки мелющих тел однокамерной ШБМ В алгоритме (рис. 2) D_sh_tabl[M], Pl_tabl[M], Pov_tabl[M]- табличные значения (массивы) диаметров (массив упорядочен по убыванию), насыпной плотности и средней удельной поверхности мелющих тел. По заданному исходному размеру кусков материала (d_куск ) определяется максимальный диаметр шаров мелющей загрузки (d_sh), принимается ассортимент загрузки, вычисляется поверхность (S_rasch) и масса мелющих тел (m_sh) для каждого типоразмера загрузки (рис. 2). ФУТЕРОВКА Чтобы обеспечить оптимальную высоту подъема шаров в барабане ШБМ и максимальную отдачу энергии ими при одной и той же шаровой загрузке, необходимо выбрать оптимальную форму брони. Подъем шаров в барабане характеризуется коэффициентом сцепления который можно изменять, применяя различные формы брони. Профиль плит брони влияет на срок их работы и на удельный износ. Наиболее близкую к оптимальной форму износа имеет броня волнистого профиля (рис. 3).
Рис. 3. Форма износа брони барабана ШБМ
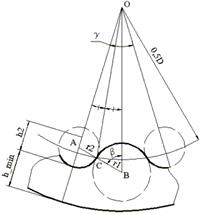
При правильном подборе параметров профиля волнистая броня обеспечивает наиболее выгодный угол подъема материала и мелющих тел, при этом имеет место эффект наклепа выпуклых частей профиля как и в каблучковой футеровке [13]. Схема профиля волнистой футеровки представлена на рис. 4.
Рис. 4. Расчетная схема профиля волнистой футеровки Профиль футеровки определяется диаметром ШБМ - D, шагом
Рис. 5. Алгоритм определения параметров профиля футеровки Значения
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Вашему вниманию предлагается " САПР шаровой барабанной мельницы", созданная на основе модели структуры потоков с использованием расчетных методик для шаровых барабанных мельниц (ШБМ). Алгоритм реализации САПР представлен на рис. 1.
Рис. 1. Алгоритм реализации " САПР шаровой барабанной мельницы"
Главный экран разработанной САПР (рис. 2) содержит раздел ввода исходных данных с возможностью задания дополнительных параметров, раздел задания неоднородностей в потоке материала для модели ШБМ, раздел результатов расчета, а также кнопки запуска расчета модели и построения технической документации.
Рис. 2. Главный экран " САПР шаровой барабанной мельницы"
Результатом работы САПР является проектное решение и набор технической документации, включающий: чертеж общего вида шаровой барабанной мельницы (рис. 3), сборочный чертеж входного днища со спецификацией, чертежи деталей входного днища (торцевой крышки, торцевой плиты, трубошнека), чертежи футеровочных плит (волнистой наклонной, волнистой, гладкой) для всех камер мельницы.
Рис. 3. Общий вид ШБМ из выходной документации САПР
Основная литература 1. Царегородцев А.В. Математическое моделирование управляющих систем: Учеб. пособие.— М.: Изд-во РУДН, 2003. — 80 с.
Доцент кафедры Автоматизации технологических процессов металлургии и машиностроения А.В. Манкевич Типовые модели технологических процессов. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1077; Нарушение авторского права страницы
 , (1)
, (1) - коэффициент загрузки барабана,
- коэффициент загрузки барабана,  , кг/м3 - насыпная плотность мелющих тел,
, кг/м3 - насыпная плотность мелющих тел,  - пустотелость загрузки, L/D - отношение длины ШБМ к диаметру.
- пустотелость загрузки, L/D - отношение длины ШБМ к диаметру. , (2)
, (2) (3)
(3)

 и подъемом волны профиля
и подъемом волны профиля  . Алгоритм определения параметров профиля представлен на рис. 5.
. Алгоритм определения параметров профиля представлен на рис. 5.


