|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Группа инструментов для обработки методом обкатывания
А) Зуборезная гребенка имеет вид зубчатой рейки. Рис. 1 Б) Червячная модульная зуборезная фреза, относится к группе обкатных многолезвийных инструментов с конструктивным движением обката. Режущие кромки зубьев расположены на винтовой поверхности,
В)Шевер цилиндрический, представляет собой цилиндрическое зубчатое колесо, которое приводится в зацепление с обрабатываемым колесом на эвольвентных поверхностях шевера, прямозубыми шеверами обрабатывают косозубые колеса, косозубыми - прямозубые (А непаралельно Б, угол скрещивания 15-20" ). Существуют червячные шеверы для обработки червячных колес.
Г) Зуборезные долбяки, представляют собой зубчатое колесо, которое вводится в зацепление с обрабатываемой поверхностью.
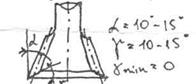
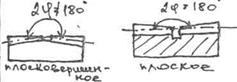
Инструменты для нарезания конических зубчатых колес При образовании зубьев конического зубчатого колеса и определении их размеров используют принцип зацепления образуемого колеса с плоским производящим колесом, угол делительного конуса этого колеса б=90°, делительный конус лежит в плоскости
1. Зуборезная головка, имеет форму диска с резцами, расположенными по ее периферии. Режущие кромки резцов в процессе обкатного движения головки копируют зуб производимого колеса т образуют впадину нарезаемого колеса
2. Обкатывание назубострогальных станках двумя зубострогальными резцами. Инструмент при образовании зубьев копирует впадину производящего колеса. Главное движение - возвратно-поступательное движение инструмента.
39. Инструменты для обработки резьб.
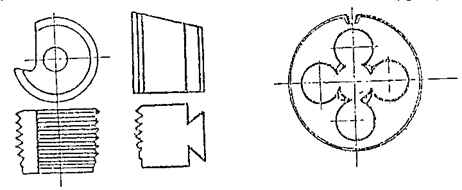
Резьба – винт. поверх-ть с образ-ей в виде цил-ра или конуса. Резьба может быть образована методами резания и методами пластического деформирования. К резьбонарезному инструменту относятся: ¨ Резьбовые резцы (рис.12-1); ¨ Метчики (рис. 12-6, 12-7); ¨ Плашки (рис. 12-3); ¨ Резьбонарезные головки; ¨ Фрезы (рис. 12-4); ¨ Резьбонарезные гребешки; ¨ Одно- или многониточные шлифовальные круги. Метчик – инстр-т для обраб-ки резьб. отверстий. Обраб-ся крепежн. метрич., трубные, конич. резьбы. Не обраб-т ходов. резьбы. Явл-ся многолезв. инстр-м. Совершает вращат. движ-е и движ-е подачи. Движ-е подачи может выполн-ся и деталью. Способы нарез-я резьбы: 1. Вручную (слес. обраб-ка) – ручные метчики (имеют короткую жесткую констр-ю с корот. хвостов-м и квадр-м ) 2. На сверл. и ток. станках – машинные м. Плашка – инстр-т для нарез-я наружн. резьб. Констр-я не позвол-т выполнить точн. и коротк. резьбу (пред. степень точн-ти - 7). Примен-т для нарез-я резьбы вручную и для машин. обраб-ки резьб на ток авт-х. Явл-ся двухсторон. инстр-м. Резьбонарезн. резец – профилиров. инстр-т, к-рый позволяет сразу получать профиль обрабат-й детали. Для нарез-я наружн. и внутр. резьб. Гребенка – многоверш. профилиров. инстр-т, т.е. позволяет получать сразу профиль обрабат-й детали. Гребенки обычно имеют 4 режущие вершины. Все выше указанные инструменты выполняют нарезание резьбы по методу резания (со снятием стружки). По методу пластического деформирования работают накатные гребенки и ролики.
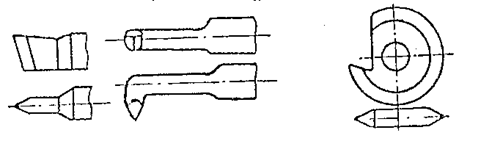
Рисунок 12-1 На рисунке 12-1 представлены резьбонарезные резцы: ¨ Слева однониточные стержневые резцы (рисунок 12-1а — для наружных резьб; рисунок 12-1б — для внутренних резьб); ¨ Справа однониточные дисковые резцы для наружных и внутренних резьб (рис. 12-1в).
Рисунок 12-2 Рисунок 12-3 На рисунке 12-2 изображены гребенчатые резцы для наружной и внутренней резьбы: ¨ На рисунке 12-2а (слева) — круглые; ¨ На рисунке 12-2б (справа) — призматические; На рисунке 12-3 представлена круглая плашка для наружных резьб.
Рисунок 12-4 На рисунке 12-4 изображены резьбонарезные фрезы: ¨ Слева дисковые для наружных резьб; ¨ Справа гребенчатые фрезы для наружных и внутренних резьб.
40. Абразивные инструменты.
Абразивный инстр-т (АИ) широко применяют при обра-ботке различных деталей машин, механизмов и приборов, он обеспечивает точность обработки до 1-4 мкм и пара-метр шероховатости поверхности Ra до 0, 2-0, 08 мкм. Бо-лее 21% всего парка металлорежущих станков работает с использованием АИ. В подшипниковой, автомобильной и мотостроительной промышленности, где все окончатель-ные операции производят с применением АИ-ов. АИ – режущий ин-т, предназначенный для абразивной об-работки. АИ имеет определенную геометрическую форму. Он состоит из абразивных зерен требуемого материала и размера (зернистости), скрепленных между собой связкой, кроме того, в АИ имеются поры. Соотношение между ко-личеством связки и пор определяет твердость АИ, между количеством зерна и связки - его структуру. АИ работают при скоростях резания значительно больших, чем скорости резания при работе лезвийным режущим инструментом. Наиболее широкое применение абразивных инстр-тов – это шлифовальные круги. Шлифовальные круги изготавливают 22 типоразмеров. Основные из них: 1.Плоские прямого профиля ПП: универсальное примене-ние, обычно для круглого наружного, внутреннего, бесцен-трового, плоского и фасонного шлифования, резьбошли-фования, заточки режущего инструмента.
2.Плоские с выточкой ПВ: для операций, выполняемых шлифовальными кругами типа ПП, но на станках, где за-жимные фланцы располагаются в выточках круга, чтобы не препятствовать подводке круга и шлифовальной повер-хности. Для одновременной обработки цилиндрических и торцевых поверх-тей. Шлифовальные круги с выточкой с прямой выточкой ПВ
конической ПВК
двухсторонней прямой ПВД
3.Диски (на ограниченной связке) Д – для отрезных прорезных работ
4.Шлифовальные круги тарельчатые Т – их применяют для заточки инструмента по передней поверхности, а также для заточки и доводки режущего многолезвийного инструментов, зубошлифовальных труднодоступных мест.
5.Шлифовальные круги формы ЧЦ и ЦК (чашечные ци-линдрические и чашечные конические) – применяют для заточки по задней поверхности, а также применяют для заточки и доводки режущего инстр-та, для внутреннего и плоского шлифования.
Шлифовальные головки изготовляются семи типоразме-ров: Цилиндрические ГЦ, Угловые ГУ, Шаровые ГШ
Применяют для обработки различных фасонных поверх-ностей, штампов, пресс-форм и др. с помощью ручных бормашинок или на станках. Шлифовальные бруски применяют для ручной обработки, а также хонингования и суперфиниширования. Различают сечения типов брусков: БП плоские, БТ трехгранные, БКр круглые, БПкр полукруглые
4) Шлифовальные сегменты применяют для образования сборных шлифовальных кругов больших размеров, рабо-тающих торцом, для обдирочной обработки. Сегменты крепят на планшайбе. Плоские СП Выпукло-вогнутые 1С
Вогнуто-выпуклые 2С, Трапециевидные 5С
5) Алмазные шлифовальные круги. Их изготавливают 14-ти типоразмеров: Плоский прямого профиля (АПЛ)– для шлифования и доводки деталей и инстр-тов из твердых сплавов на кругло - и плоскошлифовальных станках. Ча-шечный конический (АЧК) – для заточки и доводки твер-досплавных резцов. Отрезной (АОК) – для обрезки прорезки глубоких пазов.
41. Виды и методы измерения изделий.
Измерение - нахождение значения физической величины опытным путем с помощью специальных технических средств. При технических измерениях принимается наперед заданная погрешность, достаточная для решения данной практической задачи. Измерения: косвенные (при которых значения измеряемой величины находят на основании известной зависимости между ней и величинами, подвергаемыми прямым измерениям, которые проводились в одинаковых условиях), многократные (выполнены несколько раз), неравноточные (см. равноточные), однократные (выполнены один раз), прямые (искомое значение величины находят непосредственно по показаниям средства измерения), равноточные (выполнены одинаковыми по точности средствами измерения), совместные (проводимые одновременно, разноименных величин), совокупные (проводимые одновременно, одноименных величин). Погрешность - отклонение ДХ результата измерения Хизм от истинного значения Хис измеряемой величины, определяемой по формуле ДХ=Хизм-Хис. Погрешности: абсолютная (разница между результатом измерения и истинным значением измеряемой величины), аддитивная (независящая от измеряемой величины), динамическая (погрешность средств измерения, возникающая дополнительно при измерении переменной физической величины и обусловленная его реакцией на скорость изменения измеряемого сигнала), дополнительная (погрешность средств измерения, возникающая вследствие отклонения какой-либо из влияющих величин), инструментальная (обусловлена погрешностью применяемого средства измерения), субъективная (личная) (обусловлена погрешностью отсчета оператором показаний по шкалам средств измерения, диаграммам регистрирующих приборов), статическая (погрешность средства измерения, применяемого для измерения физической величины, принимаемой за неизменную), случайная (составляющая погрешности измерения, изменяющаяся случайным образом в серии повторных измерений одного и того же размера, проведенных в одних и тех же условиях), систематическая (составляющая погрешности измерения, остающаяся постоянной или закономерно меняющаяся при повторных измерениях), прогрессирующая (непредсказуемая, медленно меняющаяся во времени), приведенная (относительная погрешность, в которой абсолютная погрешность средства измерения отнесена к условно принятому значению, постоянному во всем диапазоне измерений или его части), относительная (отношение абсолютной погрешности измерения к истинному значению измеряемой величины), основная погрешность средства измерения), нелинейная (имеющие нелинейную зависимость от измеряемой величины), мультипликативная (прямо пропорциональны измеряемой величине), методическая (влиянием способов применения средств измерения, и др. факторов).
42. Технические средства измерения изделий.
Механические средства измерения длины. Различают средства линейных и угловых измерений общего назначения и узкоспециализированные, предназначенные для решения частных измерительных задач. К механическим средствам измерения длины общего назначения относятся Штангенприборы, штриховые и концевые меры длины, микрометрические приборы и измерительные головки. Штриховые - меры, у которых размер, выраженный в единицах длины, определяется расстоянием между осями двух соответствующих штрихов. Штриховыми мерами являются измерительные линейки, рулетки, брусковые штриховые меры (металлические или стеклянные бруски различного сечения, с нанесенными на них штрихами или шкалами). Применяют для непосредственного измерения и в качестве шкал приборов и станков. Плоскопаралельные концевые меры длины воспроизводят единицу длины одного фиксированного размера(прямоугольный параллепипед из стали или твердого сплава с двумя взаимно параллельными поверхностями). Обладает свойством притираемости. Штангенприборы: штангенциркули (универсальное средство измерения длины, диаметров валов и отверстий, глубины отверстий и расстояний между центрами отверстий), штангенглубиномеры (для измерения глубины отверстий, пазов), штангенрейсмассы (средство измерения высотных размеров изделий) (шкала нониуса). Микрометрические приборы (микрометры, микрометрические глубиномеры, микрометрические нутромеры) более точные, чем штангенприборы. Принцип действия микрометрических приборов основан на преобразовании вращательного движения точного микрометрического винта, установленного в неподвижную гайку, в его поступательное движение вдоль оси. Большинство микрометрических приборов имеет винт с шагом 0, 5 мм, поэтому поворот винта в гайке на 360 гр. приводит к его перемещению вдоль оси на 0, 5 мм. Два класса точности 1) 0...25мм погрешность ±0, 002мм, 2) 400-500мм ±0, 005мм. Индикаторы часового типа обычно с ценой деления 0, 01мм. Принцип действия - преобразование с помощью рычажно-зубчатой передачи линейных перемещений измерительного стержня в угловое перемещение стрелок. Перемещение стержня на1 мм. вызывает поворот малой стрелки на одно деление (малая шкала в мм, большая сотые доли мм.). Для закрепления индикаторов и установки измеряемых изделий: стойки, штативы, кронштейны. Для повышения точности применяют многооборотные индикаторы. Наивысшая точность обеспечивается пружинными измерительными головками. Оптико-механические средства измерения - средства, действие которых основано на использовании законов геометрической оптики (измерительные микроскопы, оптиметры) или явлений интерференции когерентных пучков света (интерференционные микроскопы, компараторы). Измерительные проекторы - для проецирования теневого изображения (контура) изделий на экран и измерения их линейных и угловых размеров путем непосредственного сравнения теневого изображения с чертежом (исполненным в соответствующем масштабе) или вычерченным контуром изделия. Измерительные микроскопы - для измерения длин и углов различных деталей сложной формы в прямоугольной и полярной системах координат. Типы микроскопов: малый микроскоп инструментальный; большой микроскоп инструментальный, а также универсальные микроскопы. Измерение - визирование различных точек деталей, перемещаемых для этого по взаимно перпендикулярным направлениям и измерение этих перемещений посредством микрометрических или иных отсчетных устройств. Средства измерения углов: угольники, угловые плитки, многогранные призмы, гониометрические (Измеряемый угол сравнивают с соответствующим значением подразделения встроенной в прибор круговой или секторной шкалы) и тригонометрические средства (мера, с которой сравнивают измеряемый угол, является угол прямоугольного треугольника). Измерение шероховатости. Шероховатость - совокупность неровностей поверхности малыми шагами на базовой длине. Шероховатость поверхности оценивается визуально сравнением с образцами шероховатости, либо измеряется контактными(ощупывание исследуемого профиля на заданной длине с помощью алмазной иглы(щупа), перемещение иглы в вертикальном направлении повторяет профиль шероховатости и преобразуется в электрический сигнал, который усиливается и измеряется аналоговым или цифровым прибором (индуктивный преобразователь) или бесконтактными (оптическими) (приборы светового и теневого сечения, интерферометры, муаровые микроскопы, все эти приборы позволяют наблюдать преобразованную и увеличенную картину сечения исследуемой поверхности и производить отсчеты величин для определения параметров) приборами. Интерферометры - для получения информации о шероховатости используется явление интерференции света. Светового сечения - получение профиля изображения поверхности с помощью наклонно направленных к поверхности лучей (высота неровностей от 80 до 0, 8 мкм.) Теневого сечения аналогично- световому. Растровый метод измерения применяется в муаровых микроскопах. Растрами называют совокупность расположенных на одинаковом расстоянии прямолинейных прозрачных штрихов, разделенных прозрачными промежутками. (Проецируется с помощью осветителя растр на исследуемую поверхность в плоскости растра сравнения, смещение штрихов растров позволяет определить высоту неровностей).
43. Типовой состав цехов и служб завода.
Промышленное предприятие состоит из производственных одразделений цехов, участков, а также обслуживающих хозяйств, органов управления, организаций и учреждений, призванных удовлетворять нужды работников предприятия и членов их семей. Комплекс производственных подразделений, организаций по управлению предприятием и обслуживанию работников, их количество, форма взаимосвязи и соотношения между ними представляют собой общую структуру предприятия. Производственные подразделения предприятия - цехи, участки, обслуживающие хозяйства и службы (прямо или косвенно участвующие в производственном процессе), взятые в совокупности, составляют его производственную структуру. К производственным подразделениям относятся цехи, участки, лаборатории в которых изготавливается, проходит контрольные проверки и испытания основная продукция, выпускаемая предприятием, комплектующие изделия, приобретаемые со стороны, материалы и полуфабрикаты, запасные части для обслуживания изделий и ремонта в процессе эксплуатации; преобразовываются различные виды энергии, потребляемые для технологических и иных целей и т.п. К подразделениям, обслуживающим работников, относятся жилищно-коммунальные отделы, их службы, столовые, буфеты, детские сады и ясли, санатории, пансионаты, дома отдыха, профилактории, медсанчасти, отделы технического обучения и учебные заведения по повышению производственной квалификации, культурного уровня рабочих специалистов и руководителей. Основная структурная единица предприятия (кроме предприятий с бесцеховой структурой управления) – цех – обособленное в административном отношении звено, выполняющее определенную часть общего производственного процесса (стадию производства). Нa крупном (среднем) предприятии цехи, как правило, подразделяются на четыре группы: основные, вспомогательные, побочные и подсобные. В основных цехах выполняются операции по изготовлению продукции, предназначенной для реализации. Основные цехи обычно делятся на заготовительные, обрабатывающие и сборочные. К заготовительным цехам относятся литейные, кузнечно-штамповочные, кузнечно-прессовые, иногда цехи сварочных конструкций; к обрабатывающим - механообрабатывающие, деревообрабатывающие, термические, гальванических, лакокрасочных защитных и декоративных покрытий деталей и узлов; к сборочным - цехи сборки изделий, их окраски, комплектации запасными частями и съемным оборудованием. Вспомогательные или обслуживающие цехи: -инструментальный: совокупность подразделений предприятия, которые обеспечивают закупку, изготовление, хранение, ремонт, и эксплуатацию технологической оснастки. -нестандартного оборудования -модельный -ремонтный: специализированные подразделения предприятия, предназначенные для выполнения комплекса работ по ремонту и технологическому обслуживанию оборудования - энергетический: совокупность подразделений предприятия обеспечивающих бесперебойным снабжением производства всеми необходимыми видами энергии в установленных количестве и качестве при минимальных затратах. - транспортный: комплекс различных видов транспортных и погрузочно-разгрузочных средств предприятия, предназначенных для транспортировки людей и грузов. Побочные цехи: утилизации и переработки используемых отходов, цехи ширпотреба. Подсобные цехи изготавливают тару для упаковки продукции, печатают инструкции по ее использованию. Помимо этих цехов почти на каждом заводе имеются цехи, службы и отделы, обслуживающие непромышленные хозяйства (коммунальное, культурно-бытовое, жилищное). Определенное место в структуре заводов занимают складское хозяйство, очистные сооружения и коммуникации (электросети, газо- и воздухопроводы, отопление, вентиляция, благоустроенные дороги рельсового и безрельсового транспорта и т. д.) Особую роль в производственной структуре предприятия играют конструкторские и технологические подразделения. В них разрабатываются новые изделия, технологические процессы для получения этих изделий, проводятся экспериментальные и опытно-конструкторские работы. На участках организованных по принципу технологической специализации, выполняются технологические операции определенного вида. В литейном цехе, например, могут быть организованы участки по следующим технологическим направлениям: землеприготовление, изготовление стержней, литейных форм, обработка готового литья и т. д. Характерна для единичного и серийного производства. На участках, организованных по принципу предметной специализации, осуществляют не отдельные виды операций, а технологические процессы в целом. В итоге получают законченную продукцию для данного участка. Характерна для крупносерийного и массового производства. К вспомогательным относят участки по текущему ремонту и обслуживанию оборудования; транспортная служба, мастерская по ремонту и поддержанию в исправном состоянии инструментов. При централизованной системе организации обслуживания и текущего ремонта на предприятии вспомогательные участки в цехах не создаются.
44. Технологические расчеты в проектах механических и сборочных цехов.
Проектирование цеха включает: 1.Разработка задания для проектир-я цеха; 2. Выбор заготовок и определение годов. потребности материалов; 3. Проектир-е ТП мех. обработки деталей; 4. Выбор и расчет кол-ва оборудов-я; 5. Определение общей потребности цеха в энергорес-х, газе, паре, сж.воздухе, воде; 6. Определение рабоч. состава и его численности; 7. Опред-е типа и кол-ва трансп. средств и подъемных устройств; 8. План располож-я обор-я в цехе и опред-е произв. площадей; 9. Опред-е кол-ва обор-я и площадей вспомог. произ-ва; 10. Компоновка всего цеха, опред-е размеров здания для цеха, увязка планировки цеха с генер. Планом; 11. Схема организ-и управл-я цеха; 12. Разработка экономич. части проекта. Определение кол-ва станков(2 метода): 1. По данным ТП (при детальном проектир-и на основании точно установл. номенк-ры изделий, норм времени на кажд. деталь – мех. цеха сер. и массового произ-ва ): Cр=T/Fд*m, m – число смен, Fд - суммарн. нормировочное время для обработки годов. кол-ва деталей на станках данного типа; Ср=tшт/τ, τ – такт поточ. линии (τ =60*Fд*m/N) 2. По технико-экон. показ-м (при укрупненном проектир-и): Cр=T/Fд*m, Т – общ. кол-во станко-часов, затрачиваемое на всю годов. прог-му; Кзагр=Ср/Спр, Спр=Т/( Fд*m*Кзагр) Общее кол-во рабочих составляют: произв. рабочие (станочники), вспомогат. рабочие, МОП, служащие, ИТР, СКП (счетно-конторский персонал). Явочн. числ-ть рабочих рассчит-ся 2 методами: 1. По труд-ти произв. прог-мы: Чр=Т/Фэф*Квн, Т – труд-ть изгот-я годов. прогр-мы выпускаизделий, Фэф – эффект. фонд времени работы 1 рабочего за год, Квн – коэф-т выполнения норм. 2. По нормам обслуж-я (для расчета числ-ти рабочих, занятых на ненормир-х работах (вспом. рабочие и МОП)). Числ-ть вспом. рабочих опред-ся в % отношении от произв. рабочих: для сер. и един. пр-ва – 15-18%, в масс. и крупносер. пр-ве – 35-50%. МОП – 2-3%. Общее кол-во служащих – 15-18%, из них 11-13% ИТР, остальные-СКП. Произв. площадь опред-ся путем разработки плана располож-я оборуд-я, рабоч. мест, проездов и пр. Уточняются принятые ширина, длина и число пролетов. При проектировании сбор. цехов основой явл-ся его произв. прог-ма (наимен-е собираемых узлов, их вес, год. выпуск, специф-и и чертежи). Кол-во рабочих-слесарей: Rсл=Σ Т*Д/Fд (Т-шт.-кальк. время на обраб-ку 1 детали, ч; Д-кол-во деталей 1 наимен-я, обраб-х в год). Кол-во рабочих-сборщиков: Rсб=Σ Т*М/Fд (Т-шт.-кальк. время на сборку узла или машины, ч; М-кол-во узлов или машин, собираемых в год). Число вспом. рабочих – 15-25% от произв. рабочих. Произв. площадь м/б определена по планировке, либо приближенно по уд. площади (на 1 произв. рабочего).
45. Технико-экономические показатели проектов цехов.
Технико-экономические показатели характеризуют степень эффективности производства, а также служат для укрупненных расчетов при проектировании аналогичных проектов. Затраты, необходимые для создания спроектируемого цеха, и экономическая целесообразность проекта определяются технико-экономическими показателями, которые выводятся на основании производственных технологических и технико-экономических расчетов. Абсолютные показатели, характеризующие производственную мощность цеха: 1.Годовой выпуск продукции по цеховой себестоимости (в рублях). 2.Годовой выпуск продукции (в штуках и тоннах). 3.Количество рабочих смен. 4.Площадь цеха (в м2): а) общая, б) производственная. 5.Количество единиц производственного оборудования. 6.Количество работающих, в том числе: а) производственных рабочих, б) вспомогательных рабочих, в) младшего обслуживающего персонала, г)ИТР, д) счетно-конторского персонала. 7.Основные средства в рублях, в том числе: а) здания и сооружения, б) оборудование, инструмент и приспособления, в) производственный и хозяйственный инвентарь. 8.Годовой фонд заработной платы производственных рабочих и всех работающих. 9.Установленная мощность электродвигателей (в киловаттах). Относительные показатели, характеризующие технико-экономическую эффективность цеха: 1.Годовой выпуск продукции в рублях (по себестоимости): а) на 1-го производственного рабочего, б)на 1 м2 производственной площади на одну смену, в)на единицу производственного оборудования. 2.Годовой выпуск продукции в рублях (по себестоимости) на 1 рубль основных фондов. 3.Общая площадь цеха на единицу производственного оборудования. 4.Средний коэффициент загрузки производственного оборудования (по времени), в %. 5.Коэффициент сменности. 6.Трудоемкость продукции на 1 изделие и на 1 тонну в человеко-часах. 7.Установленная мощность электродвигателя на единицу производственного оборудования. 8.Средняя установленная мощность станочного оборудования в киловаттах на одного производственного рабочего в наибольшую по количеству работающих смену (энерговооруженность). 9. Отношение цеховых расходов к основной заработной плате производственных рабочих в %. 10.Цеховая себестоимость одного изделия и 1 тонны изделий в рублях. Все показатели в этом подразделении приводят в сопоставлении с показателями других цехов. В тех производствах и цехах, где продукцию выражают только массой, показатели дают в тоннах. В некоторых отраслях машиностроения, где программу выпуска задают в ценностном выражении, приведенные показатели приводят только в ценностном выражении.
46. Характеристика автоматизированного производства по степени непрерывности технологического процесса.
По степени непрерывности транспортирования все машины делят на 3 класса:
1. Машины дискретного действия -орудия труда и предметы труда неподвижны. Это обычные токарные, сверлильные, фрезерные станки. Они дают наивысшую точность обработки. Время цикла обработки: T=tM+tBCn . где tM - машинное время (обработки). Вспомогательное время: tвсп = tзагрузки + t закрепления + tподвода + tразгрузки + t mpaucnopmиpования. Производительность: Q1=1/T. Производительность зависит от времени цикла обработки. которое может быть уменьшено путем применения современных инструментов, интенсификации режимов резания.
2. Машины, у которых орудия труда неподвижны, а предметы труда безостановочно движутся. Это почти все АЛ сквозного типа. Производительность: Q2= Vтех /a+l Vтех — технологическая скорость, при которой возможна обработка; а – расстояние между 2 деталями; l - длина в направлении обработки. Производительность не зависит от времени цикла обработки, а только от VТЕХ поэтому их производительность выше, чем у машин 1 класса. Т.к. инструмент неподвижен, то они могут давать также высокую точность обработки.
3. Машины, у которых орудия труда и предметы труда безостановочно движутся. Это машины роторного типа. Широко распространены в массовом производстве. Производительность: Q3 =VTp / a+l где VTp —транспортная скорость ротора. Они наиболее производительны, но имеют низшую точность обработки.
47. Автоматические линии станков.
Автоматизация производственных процессов, создание и внедрение автоматизированного технологического оборудования во всех отраслях производства выдвинули большое количество научно-технологических проблем, положили начало целому ряду новых научных направлений. Универсальное неавтоматизированное оборудование, как правило, по своим конструктивно-компоновочным решениям маловариантно. Так, все токарные станки имеют слева шпиндельную бабку, коробку скоростей и подач, а справа - заднюю бабку; подача прутка производится с лева направо, а рабочая подача суппорта - справа налево, вращение шпинделя при обточке - против часовой стрелки и т.д. Это обусловлено тем, что конструкция и компоновка таких станков десятилетиями, а иногда и столетиями складывалось и отрабатывалось из условия совместной работы системы человек-машина применительно к возможностям человека, максимальному удобству обслуживания. Поэтому можно утверждать, что и в будущем не произойдёт коренных преобразований конструкции и компоновки токарных станков, например перехода на конструкции и компоновки токарных станков, например переход станков с вертикальной осью, потому что это прежде всего создает неудобства в работе. Внедрение полуавтоматов и автоматов, тем более автоматических систем машин, снимает любые ограничения в реализации технологических процессов, конструкций и компоновок, связанные с непосредственным участием человека в производственных процессах обработки, контроля или сборки. Поэтому при проектировании автоматизированного оборудования возможно большое количество вариантов построения машин и систем машин. Так, автоматические машины одинакового технологического назначения для обработки одних и тех же изделий отличающихся друг от друга: 1) характером выполняемого технологического процесса (методы, маршрут, режимы обработки, степень дифференциации и концентрации операций) 2)принципом действия (последовательное, параллельное, последовательно-параллельное, непрерывное или дискретное) 3) числом рабочих и холостых позиций обработки; 4)направлением геометрической оси (вертикальное, горизонтальное, наклонное) 5) компановочным решением, например расположение позиций по окружности или прямой линии 6) степенью автоматизации (полуавтомат, автомат, линия) 7) степенью универсальности 8) степенью унификации конструкции Автоматические линии, кроме того, имеют вариантность выбора числа параллельных потоков и числа участков-секций, типа и емкости межоперационных накопителей и т.д. Следует при этом отметить, что ни одна из задач выбора оптимального варианта проектируемого автомата или автоматической линии не может быть решена с помощью общепринятых прочностных и кинематических расчётов конструирование станков. Следует при этом отметить, что любую продукцию, обрабатываемую на автоматах и автоматических линиях, можно получить и на универсальном неавтоматизированном оборудовании. Цель автоматизации - прежде всего повышение производительности машин и сокращение количества обслуживающих рабочих, а в конечном счёте-получение экономического эффекта. Уровень приведенных затрат Unp определяется себест-ю С и коэф. приведенных капит-х затрат. Unp=Ccp+Е Кпр; K=f(Jма); Чем выше Jма тем больше нужно кап. затрат. Спр= f(Jма). Чем выше Jма тем ниже С. Суммируем эти графики. Осн. фактором пов-я произв-ти труда в любой отрасли пр-ва явл-ся рост произв-ти машин, качества и кол-ва выпускаемой продукции. В основе теории произв-ти м. и т. лежат след. осн. положения: 1.Каждая работа треб, затрат врем, и труда. 2. Производ. затраченным счит-ся то время, кот. расход-ся на осн. процессы. 3. Машина счит-ся идеальной, если при выс.потенциале произв-ти, качестве прод-ии отсутств. потери врем, на х.х. Важн. фактором произв-ти тр. явл-ся затраты труда на создание, обсл-е и экспл-ю раб. машины Т - время работы машины (в теч-е которого произв-ся продукция) tpx - время рабочих ходов машины txx-время х. х. машины (цикловые потери времени) Т – tpx * txx Произв-ть раб. машины - кол-во прод-ии, выдаваемое в ед. времени Q=P/T [шт/мин] [м/час] [Г/с] Цикловая произв-ть - за 1 цикл работы раб. машина производит 1 ед. прод-ии: Qц = 1/(tрх+tхх) [шт/мин] [шт/с] ^ Нельзя уменьшать tpх, т. к. это задано и разработано технологом (ухудшается качество, стойкость деталей; износ обор-я). Если tpх сделать = 0, то Q=1/t=k технологическая производительность, к – это идеальная производительность, к которой нужно стремиться. Рабочее время для мех. обработки: t = l/nS = π dl/1000VS, l – длина раб. хода инструмента, мм/об; S- подача, мм/об; n- частота вр-я шпинделя, об/мин; V- скорость рез-я, м/мин; d – диаметр. Обрабабатыв. детали k = 1000VS/π dl Т. пр-ти м. и т. позв. количественно связывать эк. критерии: рост пр-ти общественного труда, сроки окупаемости с технико-эк. показателями работы машин (пр-ть, надежность, ст-ть, эк-ть, срок службы). Т. пр-ти позв. решать след, задачи расчета и проектирования: 1.Выбирать эк-ки наиболее эфф. вариант на основе инж. анализа тех.-эк параметров сравниваемых вариантов; 2.0пр-ть какими тех. хар-ми должны обл. проектируемые автоматы и авт. линии; 3. Оптимизировать тех. хар-ки проектируемых машин по эк. критериям.
48. Автоматические загрузочные устройства автоматических линий.
Транспортно-загрузочные системы автоматических линий жесткой межагрегатной связью строятся с использованием таких устройств, как шаговые транспортёры, загружатели и перегружатели, поворотные устройства. Для автоматических линий с гибкой межагрегатной связью такими типовыми механизмами являются транспортёры-распределители, автооператоры для загрузки станков и съёма обработанных изделий, лотковые системы, отводящие транспортёры. Отличительными особенностями всех этих механизмов автоматической загрузки и съёма, являются специализация и встраеваемость. Устройства конструктивно связаны с соответствующими технологическими агрегатами и работают с ними в едином взаимосвязанном цикле. Узкая специализация конструкций транспортно-загрузочных механизмов в следствии отсутствия переналадок обуславливает минимальное число степеней свободы (не более двух-трёх), простейшие траектории перемещений, конструктивно простую и относительно невысокую стоимость. Однако все эти методы и средства, как правило, оказываются непригодными для решения задач автоматизации серийного производства, создания автоматических систем машин с высокой степенью универсальности и мобильности, с возможностями быстрой переналадки на широкий диапазон типоразмеров обрабатываемых изделий. |
Последнее изменение этой страницы: 2017-05-11; Просмотров: 410; Нарушение авторского права страницы