|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Устройство и назначение зубодолбежного станка мод.5107
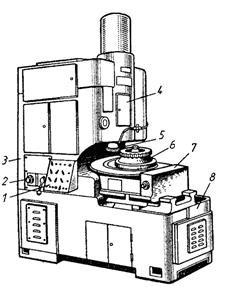
Станок мод.5107 (Рис. 5) предназначен для нарезания мелкомодульных прямозубых цилиндрических колес с наружным и внутренним зацеплением. По особому заказу станок поставляется с винтовыми направляющими для нарезания цилиндрических колес с винтовыми зубьями. Станок снабжен гидрозажимом для крепления детали на столе. На станке можно нарезать цилиндрические колеса с прямым и винтовымзубом диаметром до 75 мм и модулем до 1, 0 мм. а
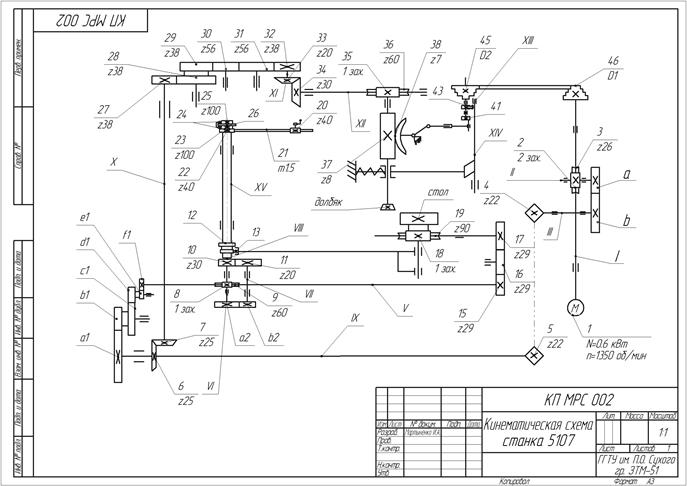
б Рисунок 5 - Общий вид (а) и кинематическая схема зубодолбежного станка мод. 5107 (б)
Таблица 1 Основные данные
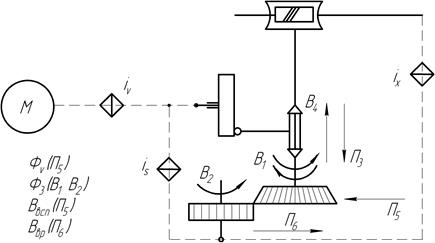
КИНЕМАТИЧЕСКАЯ СТРУКТУРА СТАНКА Формообразующая часть кинематики станка состоит из трех кинематических групп (Рис. 6) и, кроме того, имеется группа врезания: 1) группа движения резания Фv (П3), 2) группа движения подачи Фs (В2В3); 3) группа движения резанияВр (П6).
Рисунок 6 – Кинематическая структура зубодолбежного станка
3.4. ИСХОДНЫЕ ДАННЫЕ (см.табл. 2). 1) Число нарезаемых зубьев, Z. 2) Модуль нарезаемого зуба в мм, m. 3) Ширина взрезаемого колеса вмм, b. 4) Число зубьев долбяка, Zd 5) Материал заготовки. Таблица 2 Варианты заданий
Продолжение табл. 2
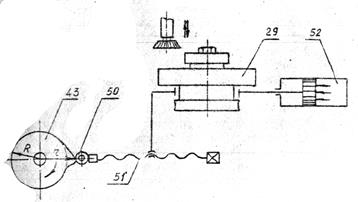
Движение резанияФv(П3) - движение простое, незамкнутое. Внутренняя связь группы состоит из простой кинематической поступательной пары “штоссель-станина". Внешняя связь передает движение от электродвигателя на штоссель. Кинематическая группа резания Фv(П3) настраивается по четырем параметрам: на скорость - набором шкивов; на путь - смещением пальца на кривошипном диске; на направление - этим же диском; на исходное положение - раздвижным шатуном. Движение подачи Фs(В2В3) - сложное с замкнутой траекторией. Внутренняя связь осуществляет согласование вращения долбяка и заготовки таким образом, чтобы имитировалось зубчатое зацепление (Рис. 5). Для настройки траектории этого движения имеется гитара обката i и реверс Р2, позволяющей обрабатывать колеса как с наружным, так и с внутренним зацеплением. В станке реверсирование во внутренней связи осуществляется путем установки двух колес 24 в 26 с числами зубьев 40-40 или трех колес 24, 25 и 26 с числами зубьев 29-29-59. (см.рис.5, б). Внешняя связь групп обеспечивает передачу движения от двигателя М во внутреннюю связь. Кроме траекторий движения подачи настраивается также его скорость - гитарой круговых подач L5 и направление - реверсом Р, . Реверсирование в данном случае необходимо для обеспечения равномерного износа правых и левых кромок долбяка, что увеличивает стойкость последнего. В станке, реверсирование осуществляется путем установки или демонтажа колес 19 и 20 (рис. 4) в цепи обката. Следует отметить, что расположение реверса P1 во внутренней связи усложняет наладку станка, так как перестройка реверса р1 при сохранении типа нарезаемого колеса (с внутренним или внешним зацеплением) вызывает - необходимость перестройки реверса Р2. Движение радиального врезания Вр (П4). движение простое с незамкнутой траекторией. Внутренняя связь группы врезания состоит из поступательной кинематической пары между направляющими стола и станины. Внешняя связь этой группы состоит из следующей кинематической цепи (рис. 4): эл.двигатель à червячная передача 2/26 à гитара круговых подач a1/b1à цепная передача 22/22à гитара обката a1/b1. c1/d1. e1/f1à червячная передача 1/60à гитара радиальных подач a2/b2 à цилиндрическая передача 20/30à вал ХП à храповое колесо 39 à собачка 40 à храповой диск 41 à гильза с кулачками 43 à стол 29. Стол связан с кулачком 43 через пиноль с винтом 51 и роликом 50 и прижимается к кулачку гидроцилиндром 52 (см.рис.7). Радиальная подача стола и установочные движения (быстрый подвод и отвод стола) осуществляются от гидропривода. Кулачок 43 служит для ограничения величины врезания на высоту зуба h в зависимости от модуля нарезаемого колеса.
Рисунок 7 - Радиальная подача стола
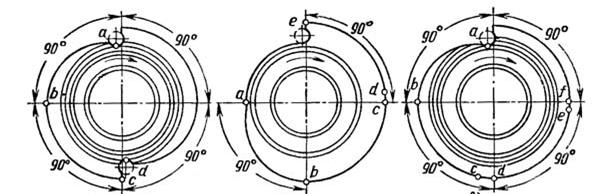
В зависимости от свойств материала заготовки и модуля нарезаемого колеса возможна одно- или двухпроходная обработка изделия. Для этого на станке имеется два кулачка - одно- и двухпроходный, профиля которых даны на рис. 6. Профилем кулачка определяются, два из четырех параметров настройки движения врезания: скорость и путь. Направление этого движения постоянно. Таким образом, для получения движения врезания необходимо настроить только исходное положение (винтом 51 и кулачком 43) и согласовать вращение кулачка 43 с вращением стола 29. Для обкатки всех зубьев стол с заготовкой должен делать один полный оборот за время поворота однопроходного кулачка на угол a, или за время поворота двухпроходного кулачка на угол a2.
Рисунок 8 – Кулачки подачи долбяка на врезание
На станке имеется pяд устройств, обеспечивающих различные вспо-югательные движения. Кним относятся: движение быстрого подвода в отвода стола с помощью гидроцилиндра в начале и в конце цикла обра-ботки и движение отвода и подвода долбякаn5. При рабочем ходе долбяка (винз) корпус со штосселем прижимается к планкам, закрепленным на стойке станка. Прижим осуществляется от эксцентрика 7, закрепленного на валу n, через ролвк 8 и систему рычагов 9 (рис. 5). При холостом ходе долбяка (вверх) ролик обкатывается по меньшем y радиусу эксцентрика, и корпус со штосселем под действием пружин 10 отходят от заготовки на величину порядка 0, 07мм. Отвод долбява от заготовки при холостом ходе уменьшает силы трения, действующие по задним поверхностям режущих зубьев и, как следствие, увеличивает стойкость инструмента. При нарезании колес со спиральным зубом на штосселе и станине устанавливают специальные винтовые направляющие (на схеме они не показаны).
3.4. НАCTPOЙKA КИНЕМАТИЧЕСКИХ ЦЕПЕЙ СТАНКА (рис. 5) 3.4.1. Цепь главного движения реализует внешнюю связь группы движения скорости резания Фv(П1) и связывает электродвигатель со штосселем: эл двигатель à ременная передача d/D à кривошипно-шатунный механизм 3, 4 à коромысло с зубчатым сектором 5à рейка à штоссель Ш (движение П1). Расчетные перемещения конечных звеньев n эл.дв à n дв. долбяка в мин уравнения кинематического баланса: n дв. х.à n эл.дв d/D =1410 d/D (21) Формула подбора диаметра сменных шкивов d/D = n дв. х /1410 Требуемое число двойных ходов долбяка в минуту определяется по формуле n дв. х. треб. = 1000 V / 2 L (23) где скорость резания V в м/мин выбирается по таблице 3 режимов резания (см. табл. 3).
Таблица 3 Режимы резания
Примечание: Sкр - круговая подача в мм на I дв.ход долбяка, V – скорость резания в м/мин; L – число проходов.
Длина хода штосселя вмм: I=b+2l, где l - величина перебега долбяка с одной стороны заготовки в мм (выбирается по таблице 3.3). Цепь обката реализует внутреннюю связь группsы движения подачи Ф5(В2В5), связывая вращение долбяка и вращение заготовки. Таблица 4
На станке обеспечиваются следующие числа двойных ходов штосселя в минуту: Таблица 3.4
по цепи: долбяк ( В2 ) — червячная передача 60/1 à коническая передача à 20/30 à цилиндрические передачи à коническая передеча 20/25 à гитара обката a/b . c/d . e/f à цилиндрические передачи 29/29 . 29/29 à червячная передача 1/90 — стол с заготовкой (движ. В3 ).
Расчетные перемещения конечных звеньев: 1 1 — об. долб. → —об. заг. Zд Z Уравнение кинематического баланса: 1 1 60 30 38 56 56 38 25 a c e 29 29 1 — = —. —. —. —. —. —. —. —. —. —. —. —. —. —. Z Z д 1 20 56 56 38 38 25 b d f 29 29 90
Формула настройки гитары обката: a/b. c/d. e/f = Zд / Z Передаточное отнашение пары e/f при расчетах принимается равным 1 или 1/2, при этом ставятся колеса с числами зубьев 60: 60 или 40: 80 Для настройки гитары обката к сатнку приложен набор сменных колес (m=1, 5 мм), обеспечивающих нарезание всех чисел зубьев от 15 до 90 и некоторых чисел свыше 90. 20, 23, 24, 25, 30, 34, 35, 35, 36, 37, 40, 40, 41, 43, 47, 48, 50, 50, 53, 55, 55, 57, 58, 59, 60, 60, 61, 62, 65, 65, 67, 70, 71, 73, 75, 79, 80, 80, 83, 85, 89, 90, 92, 97, 98, 100, 60. Условия сцепляемости: a+b > c +15 c+d > b +15 (27) c+d > e +15
3.4.3. Цепь круговых подач реализует внешнюю связь группы движения подачи Фs (B2 B3). ПодачаSкр определяется поворотом долбяка в мм по дуге деля тельной окружности на один двойной его ход. По этой причине расчетная цепь составляется таким образом, чтобы связывались вращательное и поступательное движение долбяка: долбяк (П1) ®реечно-кривошипный механизм ®вал П ® ременная передачаD/d ® червячная передача 2/26 ® гитара круговых подач a1/b1 ® цепная передача 22/22 ® коническая передача 25/25®цилиндрические передачи 38/38.38/56.56/56.56/38 коническая передача 20/30 ® червячная передача1/60 ® долбяк (дв. В2). Расчетные перемещения конечных звеньев: . $ дв.х.доябяка ®Sкр мм/дв.х. (28) Уравнение кинематического баланса: Sкр=1. i. p. m. Zd, т.e. D 2 a1 22 25 38 38 56 56 20 1 Sкр=1. ¾. ¾. ¾ . ¾ . ¾ . ¾ . ¾ . ¾. ¾. ¾ . ¾. p. m. Zd (28) d 26 b1 22 25 38 56 56 38 30 60
Формула настройки гитары круговых подач: a1 373 d ¾ = ¾ ¾ . ¾. Sкр (30) b1 m. Zd D
Величина круговой подачиSкрзависит от свойств материала заготовки, модуля и числа зубьев нарезаемого колеса и выбирается по таблице 3.2.
К станку прилагается десять сменных колес гитары круговых подач (m =1, 25), которые обеспечивают восемь передаточных от-вошенив (числа зубьев, 20, 28, 36, 44, 50, 58, 64, 72, 80, 88; сумма зубьев Σ Z= a1 +b1=108).
Цепь радиальных подач согласует вращение заготовки и вращение кулачка радиальной подачи по цепи: стол ® червячная передача 90/1 ® цилиндрические передачи, 29/29 . 29/29червячная передача 1/60 ® гитара радиальных подач a2/ в2 ® цилиндрическая передача 20/30 ® вал ХII ® колесо 39 ® собачка 40 ® храповой диск41® гильза 42 ® кулачок 43.
Таблица 3.5
Расчетные перемещения конечных звеньев: I об.заг. ®α /360 ° об.кулачка, (31) где α = α 2 = 265° для однопроходного кулачка; α = α 2 = 135° для двухпроходного кулачка (см.рис.10). Уравнение кинематического баланса: α 90 29 29 1 а2 20 ¾ =. 1. ¾ . ¾.¾ . ¾.¾.¾. 1 360° 1 29 29 60 b2 30 Формула настройки гитары радиальных подач: α 2 α ¾ =¾ ¾ (32) b2 360 ° При однопроходном кулачке (α = 265°) принимают α 2 28 ¾ =¾ ¾ b2 38 При двухпроходном кулачке (α = 135°) принимаютα 2 18 ¾ =¾ ¾ b2 48 Необходимое количество проходов устанавливают по табл. 3.2. |
Последнее изменение этой страницы: 2017-05-11; Просмотров: 924; Нарушение авторского права страницы