|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ТИПИЧНЫЕ ПОЛЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ
ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ В ПРЯМОЛИНЕЙНЫХ ОДНО- И МНОГОПРОХОДНЫХ СВАРНЫХ СОЕДИНЕНИЯХ
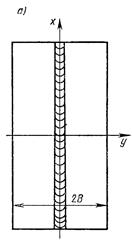
Для случаев однопроходной сварки встык с полным проплавлением пластин (рис. 11.11, а) из низкоуглеродистой стали распределение остаточных продольных напряжений sх в поперечном сечении имеет характерный вид, представленный на рис.
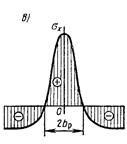
Причина возникновения остаточных напряжений sх — остаточные пластические деформации укорочения eхпл в шве и околошовной зоне на ширине 2b (рис. 11.11, б). В процессе сварки на стадии нагрева происходят пластические деформации укорочения, а на стадии охлаждения — пластические деформации удлинения.
Так как пластические деформации на стадии нагрева по абсолютной величине больше, чем на стадии охлаждения, остаточные пластические деформации представляют собой деформации укорочения. Вследствие этого в шве и околошовной зоне на ширине 2b возникают остаточные растягивающие напряжения, имеющие максимальное значение sх mах в шве (рис. 11.11, в). Эти напряжения уравновешены напряжениями сжатия в основном металле.
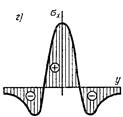
Приведенное на рис. 11.11, в распределение остаточных напряжений характерно для случаев, когда сварные пластины не теряют устойчивости, т. е. не нарушается их плоскостность. Это имеет место при сварке пластин в жестком приспособлении, препятствующем нарушению плоскостности, а также приближенно и при сварке пластин средней толщины 6...15 мм в свободном состоянии. При сварке менее жестких пластин (< 6 мм), как правило, происходит потеря устойчивости, существенно изменяющая распределение напряжений, в особенности напряжений сжатия (рис. 11.11, г). При сварке низкоуглеродистых сталей максимальные остаточные напряжения sх mах, как правило, близки к пределу текучести металла шва. Эпюра остаточных напряжений, приведенная на рис. 11.11, в, характерна для сварки пластин из низколегированной и аустенитной сталей, титановых сплавов или в общем случае для сварки металлов и сплавов, не претерпевающих структурных превращений при температурах Т< 600...700 °С.
При сварке аустенитных сталей максимальные остаточные напряжения sх mах обычно превосходят предел текучести. Это, по-видимому, связано с большим коэффициентом линейного расширения, а как следствие, большой пластической деформацией, вызывающей упрочнение металла с образованием высоких значений продольных остаточных напряжений.
Остаточные напряжения в легированных сталях, претерпевающих структурные превращения на стадии охлаждения при низких температурах (Т< 600...500 °С), могут иметь принципиально иной характер распределения.
При многопроходной сварке пластин встык в общем случае возникают остаточные напряжения — продольные sx, поперечные sу и в направлении толщины sz.
Однако при толщинах < 40...80 мм сопротивление усадке металла по толщине незначительное, и поэтому напряжения sz малы.
При укладке каждого очередного валика многослойного шва формирование продольных напряжений sx качественно подобно однопроходной сварке. Последующие валики незначительно изменяют значение остаточных напряжений sx, и поэтому их распределение по толщине можно считать равномерным.
Формирование поперечных напряжений sу происходит вследствие поперечной усадки укладываемого валика и под сильным воздействием поперечной усадки последующих валиков. В связи с этим распределение напряжений sу по толщине отличается значительной неравномерностью.
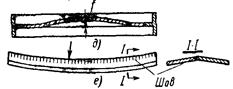
Виды сварочных деформаций 1. Деформации в плоскости свариваемых деталей (рис. 55, а), когда перемещениями в направлении третьей оси (по толщине) можно пренебречь. Такие деформации, например, возникают при сварке пластин, которые не теряют устойчивости и не выходят из плоскости из-за неравномерной по толщине пластины поперечной усадки.
2. Деформации в плоскости, перпендикулярной шву (рис. 55, б, в), например, деформации грибовидности и углового поворота.
3. Деформации изгиба конструкций типа балочных (рис. 55, г). В этом случае продольная ось балки искривляется вследствие усадки швов в продольном или поперечном направлении.
4. Деформации потери устойчивости листовых элементов конструкций (рис. 55, д, е). Под действием сжимающих остаточных напряжений происходит коробление, форма которого может иметь самый разнообразный вид. Общими являются значительные по величине перемещения листовых элементов в направлении из плоскости листа.
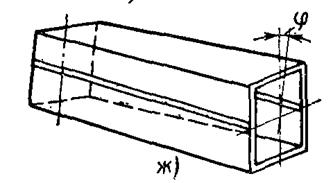
5. Деформации скручивания относительно продольной оси (рис. 55, ж).
6. Деформации оболочковых конструкций от заварки кольцевых и продольных швов, а также от заварки круговых и криволинейных швов на поверхностях вращения (рис. 55, з, и). 7. Деформации сложных конструкций типа рам, станин, блоков двигателей и т. п., когда возникающие деформации состоят из нескольких видов, влияют друг на друга и вызывают специфические для каждой конструкции искажения ее форм.
|
Последнее изменение этой страницы: 2017-05-11; Просмотров: 543; Нарушение авторского права страницы