|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Для выполнения курсовой работыСтр 1 из 7Следующая ⇒
Учебное пособие Для выполнения курсовой работы По профессиональному модулю ПМ 01 Разработка технологических процессов изготовления деталей машин.
Для студентов специальности 15.02.08 «Технология машиностроения».
Санкт - Петербург 2017 год
Учебное ПОСОБИЕ разработано на основании требований Федерального государственного образовательного стандарта по специальности среднего профессионального образования 15.02.08 «Технология машиностроения» и рабочей программы профессионального модуля ПМ01 «Разработка технологических процессов изготовления деталей машин». Допущено в качестве учебного пособия для студентов среднего профессионального образования обучающихся по специальности 15.02.08 «Технология машиностроения». Автор: Чирухина Ирина Владимировна, преподаватель Рецензенты: Аннотация Учебное пособие для выполнения студентами курсовой работы по профессиональному модулю ПМ01 «Разработка технологических процессов изготовления деталей машин». Разработанное учебное пособие предназначено для помощи студентам всех форм обучения специальности 15.02.08 «Технология машиностроения», выполняющим задания курсовой работы по заданной теме в рамках профессионального модуля ПМ01«Разработка технологических процессов изготовления деталей машин». Курсовая работа реализуется в рамках ПМ01.МДК 01.01 «Технологические процессы изготовления деталей машин». Тема курсовой работы: «Разработка технологического процесса изготовления детали «наименование детали»». Пособие разрабатывалось на основании требований федерального государственного образовательного стандарта третьего поколения специальности 15.02.08 «Технология машиностроения», учебного плана специальности и рабочей программы профессионального модуля ПМ 01 «Разработка технологических процессов изготовления деталей машин». В данном учебном пособии представлены рекомендации по формированию структуры и содержанию курсовой работы по указанной теме для студентов, обучающихся в рамках профессионального модуля ПМ 01 по специальности «Технология машиностроения». Содержание, составляющие элементы и объем курсовой работы подробно прописаны и пояснены. Представлен пример выполнения курсовой работы. Значительное внимание в пособии уделяется требованиям к содержанию и оформлению пояснительной записки по курсовой работе и требованиям к аттестации студентов по итогам выполнения курсовой работы. Приложения к курсовой работе включают форму оформления титульного листа и задания на выполнение курсовой работы, а также форму нормативных документов, сопровождающих подготовку, выполнение и защиту курсовой работы.[ВОВ1] Содержание Введение Пояснительная записка Введение к курсовой работе Исходные данные Содержание Введение 1. Анализ чертежа детали 1.1Анализ конструкции детали 1.2Характеристика материала детали 1.3Анализ технологичности детали 1.3.1 Качественный анализ 1.3.2 Количественный анализ 2. Анализ типа производства 3. Заготовка 3.1Обоснование выбора метода получения заготовки 3.2Определение межоперационного припуска 3.3Определение размеров заготовки 4. Разработка технологического процесса 4.1Анализ существующего технологического процесса 4.2Проектируемый технологический маршрут обработки 4.3Расчет режимов резания 4.4Оборудование 4.4.1 Станки 4.4.2 Режущий инструмент 4.4.3 Средства измерения и контроля 5. Техника безопасности Заключение Список используемой литературы и информационные материалы ПРИЛОЖЕНИЕ А ПРИЛОЖЕНИЕ Б ПРИЛОЖЕНИЕ В ПРИЛОЖЕНИЕ Г Пояснительная записка Главной целью разработки учебного пособия является эффективная помощь студентам специальности по обеспечению освоения основного вида профессиональной деятельности (ВПД): Разработка технологических процессов изготовления деталей и соответствующих профессиональных компетенций (ПК):
С целью овладения указанным видом профессиональной деятельности и соответствующими профессиональными компетенциями обучающийся в ходе освоения профессионального модуля должен: иметь практический опыт: - использования конструкторской документации для проектирования технологических процессов изготовления деталей; - выбора методов получения заготовок и схем их базирования; - составления технологических маршрутов изготовления деталей и проектирования технологических операций; - разработки и внедрения управляющих программ для обработки типовых деталей на металлообрабатывающем оборудовании; - разработки конструкторской документации и проектирования технологических процессов с использованием пакетов прикладных программ; - разработки и внедрения управляющих программ для обработки типовых деталей на металлообрабатывающем оборудовании. - разработки конструкторской документации и проектирования технологических процессов с использованием пакетов прикладных программ. уметь: - читать чертежи; - анализировать конструктивно-технологические свойства детали, исходя из ее служебного назначения; - определять тип производства; - проводить технологический контроль конструкторской документации с выработкой рекомендаций по повышению технологичности детали; - определять виды и способы получения заготовок; - рассчитывать и проверять величину припусков и размеров заготовок; - рассчитывать коэффициент использования материала; - анализировать и выбирать схемы базирования; - выбирать способы обработки поверхностей и назначать технологические базы; - составлять технологический маршрут изготовления детали; - проектировать технологические операции; - разрабатывать технологический процесс изготовления детали; - выбирать технологическое оборудование и технологическую оснастку: приспособления, режущий, мерительный и вспомогательный инструмент; - рассчитывать режимы резания по нормативам; - рассчитывать штучное время; - оформлять технологическую документацию; - составлять управляющие программы для обработки типовых деталей на металлообрабатывающем оборудовании; - использовать пакеты прикладных программ для разработки конструкторской документации и проектирования технологических процессов знать: - служебное назначение и конструктивно-технологические признаки детали; - показатели качества деталей машин; - правила отработки конструкции детали на технологичность; - физико-механические свойства конструкционных и инструментальных материалов; - методику проектирования технологического процесса изготовления детали; - типовые технологические процессы изготовления деталей машин; - виды деталей и их поверхности; - классификацию баз; - виды заготовок и схемы их базирования; - условия выбора заготовок и способы их получения; - способы и погрешности базирования заготовок; - правила выбора технологических баз; - виды обработки резания; - виды режущих инструментов; - элементы технологической операции; - технологические возможности металлорежущих станков; - назначение станочных приспособлений; - методику расчета режима резания; - структуру штучного времени; - назначение и виды технологических документов; - требования ЕСКД и ЕСТД к оформлению технической документации; - методику разработки и внедрения управляющих программ для обработки простых деталей на автоматизированном оборудовании; - состав, функции и возможности использования информационных технологий в машиностроении. При выполнении курсовой работы по указанной теме особое внимание должно уделяться: - формированию и закреплению профессиональных компетенций ПК 1.1.-ПК 1.5. и указанных в рабочей программе модуля общих компетенций - подготовке студентов к творческому решению конкретных задач при выполнении будущей выпускной квалификационной работы (ВКР) - развитию у студентов навыков самостоятельной исследовательской деятельности Поэтому структура и содержание учебного пособия сформированы и направлены на закрепления у студентов требуемого образовательным стандартом определённого уровня знаний и приобретение ряда необходимых для реализации стандарта умений в рамках данного профессионального модуля. В учебном пособии поставлены цели и задачи предлагаемой курсовой работы по указанной теме, последовательно рассмотрен алгоритм действий по выполнению курсовой работы, формированию пояснительной записки и разъяснено её содержание по разделам. Материал учебного пособия формирует и реализует определённые меж предметные связи с рядом учебных дисциплин и профессиональных модулей, предусмотренных в учебном плане специальности. В первую очередь это относится к дисциплинам «Метрология, стандартизация и сертификация», «Технология машиностроения», «Материаловедение», «Процессы формообразования и инструмент», «Технологическое оборудование», «Охрана труда» и профессиональному модулю ПМ 03 «Участие во внедрении технологических процессов». Пособие предлагает рекомендации по выполнению содержания курсовой работы и не предполагает жёсткой регламентации по выполнению задания. Это предполагает проведение студентами самостоятельной исследовательской и аналитической работы по теме задания для выполнения курсовой работы. В пособии в разделе «Приложения» предложены формы задания для выполнения курсовой работы, формы титульного листа пояснительной записки, оглавление, список литературы и форма итоговой ведомости оценки результатов курсовой работы. Автор надеется, что данное пособие окажет значительную методическую помощь студентам как очной, так и заочной формы обучения, выполняющим курсовую работу, что позволит им на необходимом уровне закрепить требуемые образовательным стандартом профессиональные компетенции. Разработанное учебное пособие может использовано для своей работы другими преподавателями, если в этом возникнет производственная необходимость. Введение к курсовой работе Во введении требуется: - Указать цели и задачи данной курсовой работы, а так же определить алгоритм (последовательность) действий, согласно которого рекомендуется выполнять курсовую работу. - Представить основные аспекты для разъяснения темы задания и оформить исходные данные для выполнения курсовой работы. Исходные данные Таблица 1. Исходные данные об изделии
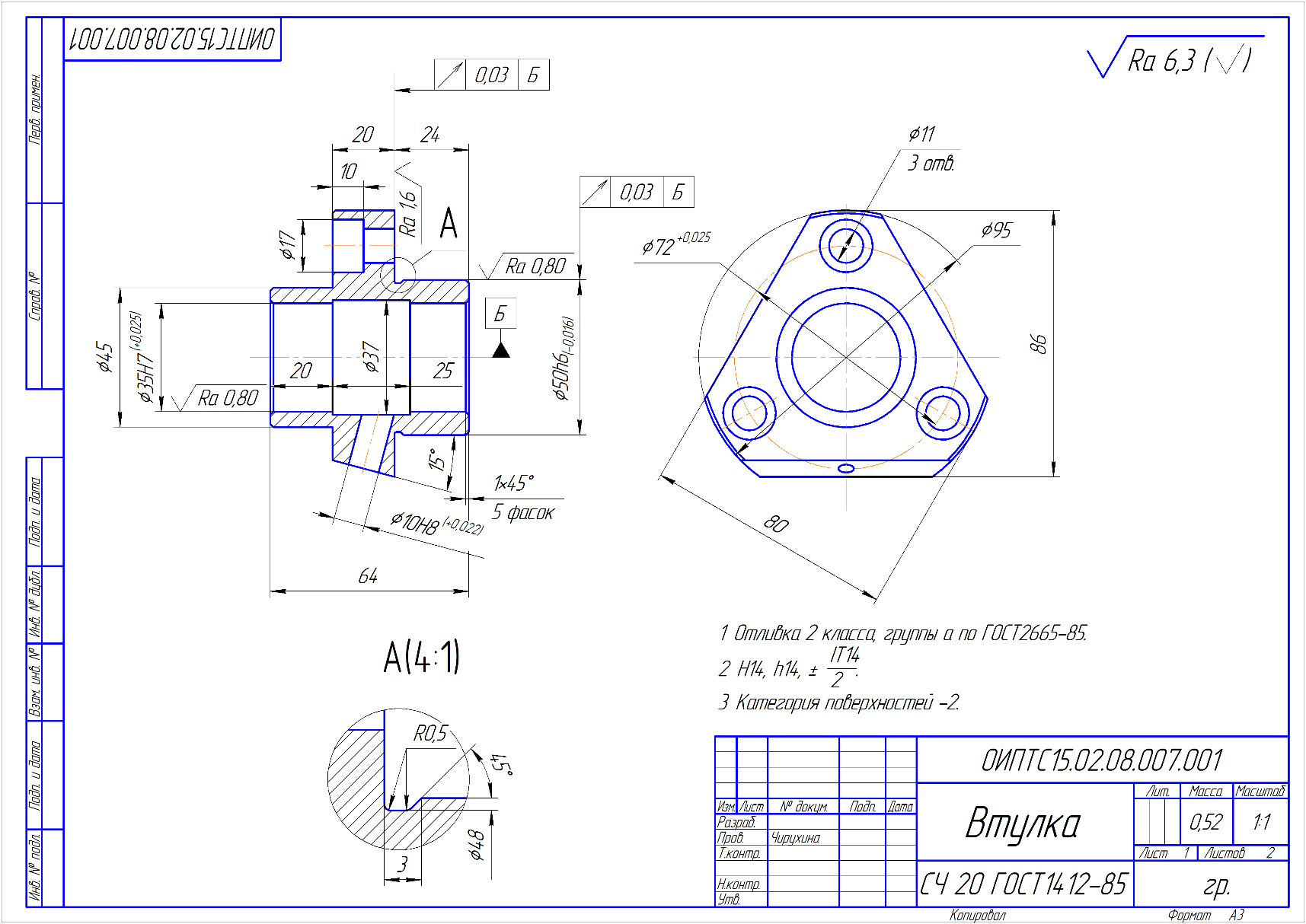
Анализ чертежа детали В качестве исходного чертежа для курсового проекта предложен чертеж детали «___________». Для того, чтобы проанализировать чертеж данной детали необходимо провести анализ ее конструкции, охарактеризовать материал заготовки, проверить деталь на технологичность. Произвести качественный и количественный анализ. Анализ конструкции детали В разделе описывается конструкция детали, область применения, точность выполнения детали, шероховатость, материал. Качественный анализ Проводится по чертежу путём анализа возможности обработки высокопроизводительными методами уменьшение трудоёмкости и металлоёмкости. Таблица 1.3.1 Качественная оценка технологичности
На детали имеются поверхности удобные для использования их в качестве базовых. Таблица 1.3.2 – определение базовых поверхностей
Проанализировав данные таблицы, приходим к выводу, что соблюден (не соблюден) принцип постоянства и единства баз. Следовательно, погрешность базирования сводится к минимуму, деталь технологична (нетехнологична). В результате проведенного качественного анализа приходим к выводу, что технологические требования не завышены (завышены) - деталь технологична (нетехнологична).
Количественный анализ Для определения количественной оценки технологичности проводим расчет коэффициента качества точности (Кт и Кш). Для их определения находим геометрическую точность каждой поверхности и всей детали в целом. Для этого на эскизе детали обозначаем по часовой стрелке арабскими цифрами каждую поверхность, данные, которые запишу в таблицу.
Таблица 1.3.2 – Данные анализа эскиза детали
Далее рассчитываем среднеарифметические значения квалитетов и классов шероховатости, затем рассчитываются Кт и Кш по формулам:
Где
Где
Где
Вывод: Проанализировав таблицу приходим к выводу, что при обработке детали «______________» соблюдается принцип единства и постоянства баз, следовательно погрешность базирования сводится к минимуму, рассчитанные коэффициенты больше базовых.
В результате проведенного качественного и количественного анализа приходим к выводу, что технологические требования не завышены (завышены) – деталь технологична (нетехнологична).
Анализ типа производства Исходя из габаритов, массы и годового объема выпуска изделия, предусмотренных в задании курсового проекта, производится выбор типа производства. Тип производства и соответствующие ему формы организации производства определяют характер технологического процесса и его построение. В машиностроении различают условно три типа производства: единичное, серийное и массовое. Единичный тип производства – это производство характерное малым объемом выпуска одинаковых изделий, повторное изделие которых, как правило, не предусматривается. Заводы с единичным типом производства создаются для изготовления изделий ограниченного потребления, для этого производства характерно свободная номенклатура выпускаемых изделий. Заказы в единичном производстве носят индивидуальный характер и, как правило больше не повторяются. В единичном производстве в основном используется универсальное оборудование и оборудование с УЧПУ, а так же универсальная технологическая оснастка. При серийном производстве изготавливают серию изделий регулярно повторяющихся при определенных промежутках времени. Характерный признак серийного производства – выполнение на рабочем месте нескольких повторяющихся операций. В серийном производстве появляется возможность обработки детали партиями при применении наряду с универсальными, специальных средств труда. Массовый тип производства характеризуется выпуском продукции ограниченной номенклатуры в больших объемах, которые, практически не ограничиваются при наличии производственных мощностей, материальных и трудовых ресурсов. Большие объемы выпуска изделий создают в массовом производстве условия для высокой степени специализации, доходящей до закрепления за каждым рабочим местом одной операции. При этом каждое рабочее место оснащается специальным оборудованием и технологической оснасткой.
Таблица 2.1 – Определение типа производства по годовой программе выпуска
Проанализировав конструктивные особенности детали приходим к выводу: так как деталь мелкогабаритная с массой _____ кг и в год обрабатывается N=_______ штук, то тип производства – ______________.
Таблица 2.2 – Выбор серийности производства
Исходя из конструктивных особенностей, габарита и массы детали, а также количества выпускаемых деталей в партии составляющее _______ шт. получаем _____________ производство. Заготовка При выборе заготовки учитывают форму, размеры (____х_____х_____) и вес детали (_______кг), материал – _________, масштаб производства, размеры припусков на обработку и точность размеров. Анализируя данные, обращаем внимание на наибольший размер детали (_______мм) от которого, в значительной мере зависит размер заготовки. Предлагаю для получения заготовки обычной точности выбрать ____________ на ____________________(оборудование).
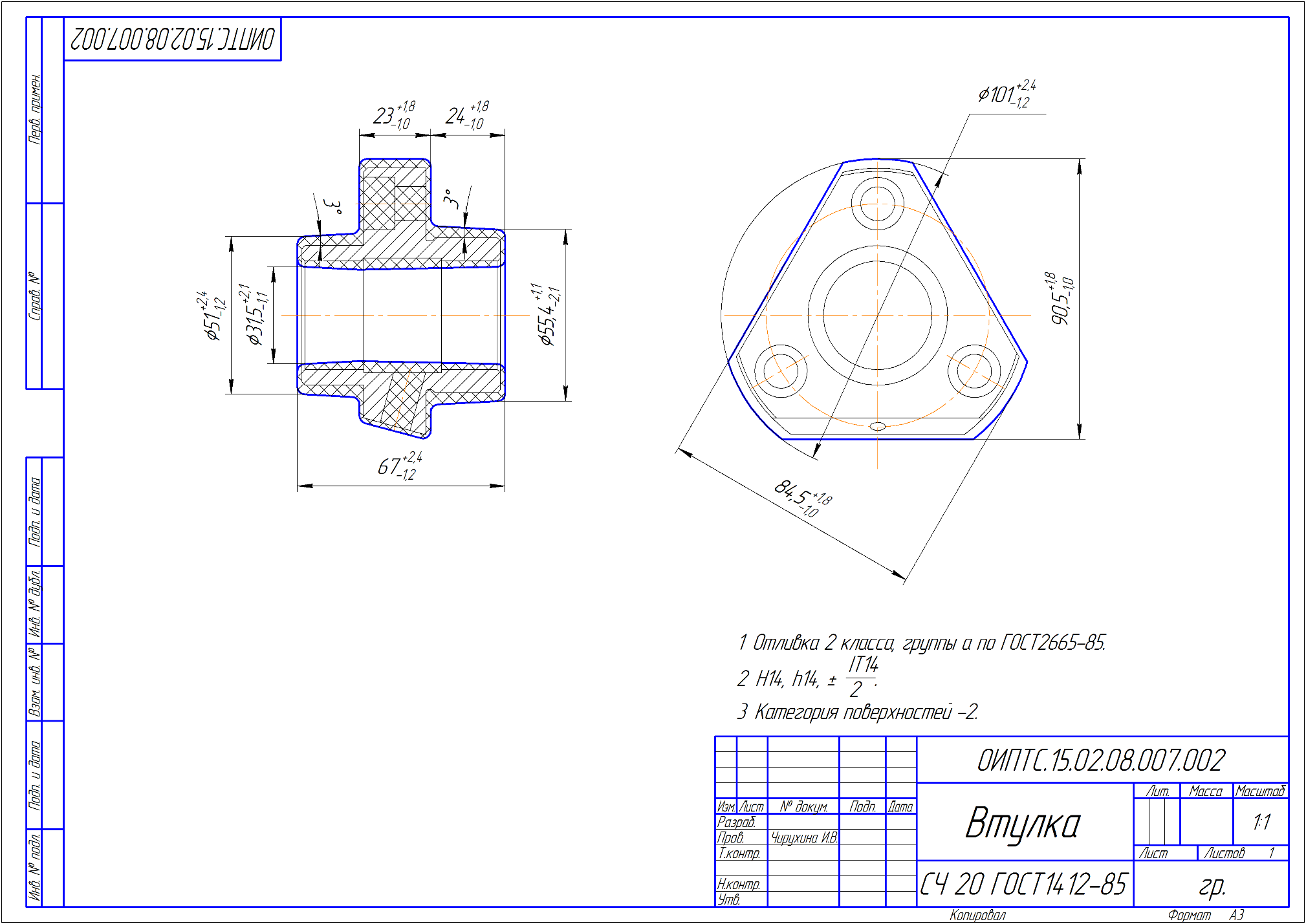
Определение общего припуска Размер заготовки определяется после определения общего припуска. Припуск – слой материала, удаленный с поверхности заготовки в целях достижения заданных свойств обработанной поверхности детали. Материал детали _________ ГОСТ_________. Заготовка –_____________ показана на рисунке 3.3.1 Размеры заготовки определяем по таблицам припусков наружных и внутренних поверхностей на обработку детали и по таблицам допусков допускаемых отклонений линейных размеров _________ГОСТ __________.
Таблица 3.3.1 - Формирование размеров заготовки
Рисунок 3.3.1 Заготовка Расчет массы заготовки Фигуры заготовки цилиндры и усеченный конус. Формулы для расчета массы тела вращения: 1) Цилиндра:
где d – диаметр цилиндра.
2) Усеченного конуса:
где h – высота усеченного конуса, мм; D – диаметр основания, мм; d – меньший диаметр конуса. 3) Следовательно находим массу заготовки:
Как было указанно в пункте 3.1 наиболее рациональным методом получения заготовки для детали «___________» является ____________ на _________________и метод получения заготовок из проката. Рассмотрим два этих варианта.
ПРИМЕР: Как было указанно в пункте 3.1 наиболее рациональным методом получения заготовки для детали «Втулка коллектора» является горячая объемная штамповка на горизонтально-ковочных машинах и метод получения заготовок из проката. Рассмотрим два этих варианта. Категория материала - М2 . Степень сложности С поковок определяется в зависимости от объема Vп (массы Gп ) поковки к объему Vф (массы Gф ) фигуры в виде цилиндра, описанного вокруг поковки
Отсюда следует, что степень сложности С3 – свыше 0,16 до 0,32 включительно. Класс точности – Т4. Исходный индекс – 15. Конфигурация поверхности разъема штампа – П (плоская). Масса заготовки полученной штамповкой Масса заготовки из проката Для определения более рационального варианта заготовки произведем технико-экономический расчет таких показателей, как коэффициент использования материала Ким.
где Для штампованной поковки:
Для проката:
Таблица 3.4 Значение коэффициента использования материала для различных заготовок.
Сравнивая рассчитанный коэффициент использования материала с базовыми значениями, приходим к выводу, что метод получения заготовки – штамповка, выбран правильно.
Расчет режимов резания Аналитический расчет режимов резания по эмпирическим формулам с учетом всех поправочных коэффициентов проводим для двух механообрабатывающих операций. Расчет режимов резания осуществляется для обработки детали. По результатам расчета выбирается марка станка оптимально подходящего для обработки данной детали. Расчет производится для черновой и чистовой обработки поверхности и фрезерования поверхности, или сверления отверстия. Формулы для расчета находим из справочника А.Г.Косиловой «Справочник технолога-машиностроителя» Том 2, точение стр. 363, фрезерование стр.373 и сверление стр.381. ПРИМЕР: Черновое растачивание Ø65Н7(+0,03), резец расточной C 5- PCLNR -27140-12, пластина твердый сплав CNMG 120412- RP 7 с покрытием WPP 30 S . Назначаем глубину резания t = 1,5 мм; Назначаем подачу S = 0,38 мм/об; Период стойкости инструмента Т = 35 мин; Определяем скорость резания по эмпирической формуле:
где Сv - коэффициент, учитывающий условия обработки; m, x, y - показатели степени; T - период стойкости инструмента; t - глубина резания, мм; S - подача, мм/об; Kv - обобщенный поправочный коэффициент, учитывающий изменения условий обработки по отношению к табличным
где Kmv - коэффициент, учитывающий влияние материала заготовки; Knv - коэффициент, учитывающий состояние поверхности заготовки; Kuv - коэффициент, учитывающий материал инструмента; K j v - коэффициент, учитывающий главный угол в плане резца; Krv - коэффициент, учитывающий радиус при вершине резца - учитывается только для резцов из быстрорежущей стали.
Где:
Из справочника технолога – машиностроителя находим, что:
Рассчитываем скорость резания:
Для внутренней обработки принимаем скорость резания равную скорости резания для наружной обработки с введением поправочного коэффициента 0,9.
Определяем частоту вращения детали:
Рассчитываем силу резания (Н):
Где Cp- коэффициент, учитывающий условия обработки; x, y, n- показатели степени; t- глубина резания, мм; S- подача, мм/об; V- скорость резания, м/мин; Кр- обобщенный поправочный коэффициент, учитывающий изменение условий по отношению к табличным.
Где
Определяем значения постоянной и показателей степени: Cpz=300;х=1,0; y=0,75; n= - 0,15; Определяем значения поправочных коэффициентов:
Поправочные коэффициенты, учитывающие геометрию резца:
Находим мощность резания:
Где V – скорость резания, м/мин.
Поскольку выполняется условие 2) Чистовое растачивание Ø65Н7(+0,03), резец расточнойC5-PDUNR-22110-11, пластина твердый сплав DCMT11T308-PM с покрытием WKK20S. Назначаем глубину резания t = 0,25 мм; Назначаем подачу S = 0,2мм/об; Период стойкости инструмента Т = 35 мин. Определяем скорость резания по эмпирической формуле:
Где Сv- коэффициент, учитывающий условия обработки; m, x, y- показатели степени; T- период стойкости инструмента; t - глубина резания, мм; S- подача, мм/об; Kv- обобщенный поправочный коэффициент, учитывающий изменения условий обработки по отношению к табличным
Где Kmv- коэффициент, учитывающий влияние материала заготовки; Knv- коэффициент, учитывающий состояние поверхности заготовки; Kuv- коэффициент, учитывающий материал инструмента; K j v- коэффициент, учитывающий главный угол в плане резца; Krv- коэффициент, учитывающий радиус при вершине резца - учитывается только для резцов из быстрорежущей стали.
Где
Из справочника технолога – машиностроителя находим, что:
Рассчитываем скорость резания:
Для внутренней обработки принимаем скорость резания равную скорости резания для наружной обработки с введением поправочного коэффициента 0,9.
Определяем частоту вращения детали:
Рассчитываем силу резания (Н):
Где Cp- коэффициент, учитывающий условия обработки; x, y, n- показатели степени; t- глубина резания, мм; S- подача, мм/об; V- скорость резания, м/мин; Кр- обобщенный поправочный коэффициент, учитывающий изменение условий по отношению к табличным.
Где
Определяем значения постоянной и показателей степени: Cpz=300; х= 1,0; y= 0,75; n= - 0,15; Определяем значения поправочных коэффициентов:
Поправочные коэффициенты, учитывающие геометрию резца:
Находим мощность резания:
Где V – скорость резания, м/мин.
Поскольку выполняется условие 3) Сверление отверстия Ø10+0,1, твердый сплав сверло CoroDrill DeltaC R840-1005-x5-A1A, покрытие 1220. Движение подачи поступательное, скорость резания – вращение инструмента. Глубина резания, мм:
Где t – глубина резания; D – диаметр инструмента. Рассчитываем глубину резания:
Назначаем подачу: Скорость резания (м/мин)
Где V – скорость резания м/мин; D – диаметр инструмента, мм;
m, q, y – показатели степеней; Т – стойкость резца, мин; S – подача, мм/об;
Где:
Где:
Из справочника технолога – машиностроителя находим, что:
Рассчитываем скорость резания:
Определяем частоту вращения инструмента:
Крутящий момент (Н·м):
Где: S – подача, мм/об; D – диаметр инструмента, мм; q, y – показатели степеней. Рассчитываем крутящий момент: Из справочника технолога – машиностроителя находим, что:
Осевая сила (Н)
Где S – подача, мм/об; D – диаметр инструмента, мм; q, y – показатели степеней. Из справочника технолога – машиностроителя находим, что:
Рассчитываем осевую силу резания:
Мощность резания (кВт)
Где n – частота вращения шпинделя, об/мин; D – диаметр инструмента, мм. Рассчитаем мощность резания:
Поскольку выполняется условие Таблица 4.3 Сводная таблица режимов резания
Оборудование Техническое оборудование – орудие производства, в которых для выполнения определенной части технологического процесса размещаются материалы или заготовки, средства воздействия на них, а также технологическая оснастка и при необходимости источник энергии. К техническому оборудованию относятся литейные машины, прессы, печи, инструментальные стенды и т.д. Для обработки детали «____________» используем различное оборудование и оснастку. При выборе оборудования для каждой технологической операции необходимо учитывать следующие основные факторы: объем выпуска деталей; габаритные размеры детали; тип производства; требования к точности и шероховатости поверхностей; размеры и расположение обрабатываемых поверхностей; необходимость наиболее полного использования станков по мощности и нагрузке, простоту их обслуживания, степень использования, стойкость оборудования.
Станки Основным преимуществом станков с ЧПУ по сравнению с универсальными станками с ручным управлением являются: повышение точности обработки; обеспечение взаимозаменяемости деталей; сокращение или полная ликвидация разметочных или слесарно-притирочных работ; простота и малое время переналадки; концентрация переходов обработки на одном станке, что приводит к сокращению затрат времени на установку заготовки; сокращения числа операций; обеспечение высокой точности обработки деталей, так как процесс зависит от навыков оператора; уменьшение брака по вине рабочего; повышение производительности станка в результате оптимизации технологических параметров, автоматизации всех перемещений; уменьшение парка станков, так как один станок с ЧПУ заменяет несколько станков с ручным управлением. Поэтому механическую обработку детали «___________» следует производить на станках с ЧПУ. Для этой цели выбираем _____________________________.
Таблица 4.4.1 – Технические характеристики
Режущий инструмент Режущий инструмент является частью комплексной автоматизированной системы станка ЧПУ, обеспечивающий его эффективную эксплуатацию. От выбора и подготовки инструмента зависят производительность станка и точность обработки. В данной курсовой работе в качестве режущего инструмента для обработки детали «___________» используются следующие инструменты: 1. 2. ……….
Техника безопасности Общие требования безопасности распространяются на все группы металлорежущих станков и содержат общие требования к станкам, электрооборудованию и местному освещению и дополнительные требования к станкам различных групп. Общие требования к станкам относятся к защитным устройствам, органам управления, устройствам для установки и закрепления заготовок на станках и др. эксплуатируемое оборудование должно быть в исправном состоянии. Работать на неисправном оборудовании запрещается. Оборудование должно располагаться на фундаментах или основаниях. Проходы между станками должны быть свободными. Все передачи должны иметь специальное ограждение на высоте 2м от уровня пола. Оборудование, работающее с выделением пыли (сухое шлифование), необходимо размещать в отдельном помещении, в котором должна быть приточная вентиляция и пылеотсасывающие устройства. Подвесные транспортные устройства не должны располагаться над рабочим местом. Защитные устройства (экраны) ограждающие зону обработки, должны защищать рабочего от стружки и СОЖ. Защитные устройства, которые снимают при смене инструмента и заготовки, наладке станка и т.д., не должны иметь массу более 6 кг, они должны быть достаточно жесткими и при необходимости иметь смотровые окна наружных размеров. Безопасность работы станочника во многом зависит от правильной организации его рабочего места и поддержания последнего в нормальном состоянии. Станочник должен строго выполнять все требования инструкции по охране труда. Основные правила безопасной эксплуатации металлообрабатывающих станков для рабочих всех профессий следующие:
Перед началом работы 1) Проверить, хорошо ли убрано рабочее место, и при наличии неполадок в работе станка в течение предыдущей смены ознакомится с ними и принятыми мерами по их устранению. 2) Привести в порядок рабочую одежду. Застегнуть обшлаги рукавов, убрать волосы под головной убор. 3) Проверить состояние решетки под ногами, ее устойчивость на полу. 4) Проверить состояние ручного инструмента. Ручки напильников и шаберов должны иметь металлические кольца, предохраняющие их от раскалывания. Гаечные ключи должны быть исправными; при закреплении болтов (гаек) размер их зева должен соответствовать размеру головки болта (гайки); не допускается применение прокладок и их удлинение с помощью труб. 5) Привести в порядок рабочее место: убрать все лишнее; подготовить и аккуратно разложить необходимые инструменты и приспособления в удобном и безопасном порядке (то, что берется левой рукой, должно находится слева, а то что правой – справа). Уложить заготовки в предназначенную для них тару, а саму тару разместить так, чтобы взятие заготовок и укладка обработанных деталей не вызывала излишних движений рук и корпуса тела. 6) При наличии местных грузоподъемных устройств проверить их состояние. Приспособления массой более 16 кг. Устанавливать на станок только с помощью этих устройств. 7) Проверить состояние станка: убедится в надежности крепления стационарных ограждений, в исправности электропроводки, заземляющих проводов, рукояток и маховиков управления станком. Разместить шланги проводящие СОЖ, электрические провода и другие коммуникации, так чтобы была исключена возможность их соприкосновения с движущимися частями станка или вращающимся инструментом. 8) Подключить станок к электросети, включить местное освещение и отрегулировать положение светильника так, чтобы рабочая зона была хорошо освещена и свет не слепил глаза. 9) На холостом ходу проверить исправность кнопок «Пуск» и «Стоп», действие и фиксацию рычагов и ручек включения и переключения режимов работы станка, системы принудительного смазывания, а также системы охлаждения. Далее произвести или проверить настройку станка в соответствии с технологической документацией. 10) Подготовить средства индивидуальной защиты и проверить их исправность. Для предупреждения кожных заболеваний, при необходимости, воспользоваться средствами дерматологической защиты. О всех обнаруженных недостатках, не приступая к работе, сообщить мастеру. 5.2 Общие требования во время работы Масса и габарит обрабатываемых деталей должны соответствовать паспортным данным станка. При обработке деталей массой более 16 кг производить установку и снятие с помощью грузоподъемных устройств, не допуская превышения нагрузки, установленной для них. Для перемещения применить специальные стропы и захватные приспособления. Освобождать обработанную деталь от них только после надежной укладки, а при установке – только после надежного закрепления на станке. При необходимости воспользоваться средствами индивидуальной защиты. Запрещается работать в рукавицах и перчатках а также с забинтованными пальцами без резиновых напальчников на станках с вращающимися обрабатываемыми деталями или инструментами. Перед включением станка убедиться, что его пуск ни для кого не опасен; постоянно следить за надежностью крепления станочного приспособления, обрабатываемой заготовки в нем, а так же режущего инструмента. При работе станка не производить переключения рукояток режимов работы, измерений, регулировки и чистки. Не отвлекаться от наблюдения за ходом обработки самому и не отвлекать других. Если в процессе обработки образуется отлетающая стружка, установить переносные экраны для защиты окружающих и при отсутствии специальных защитных устройств на станке надеть защитные очки или предохранительный щиток из непрозрачного материала. Следить за своевременным удалением стружки как со станка, так и с рабочего места, остерегаться наматывания стружки на обрабатываемую деталь или инструмент, не удалять стружку непосредственно руками, а пользоваться для этого специальными устройствами; запрещается с этой целью обдувать сжатым воздухом обрабатываемую деталь и узлы станка. Правильно укладывать обработанные детали, не загромождать подходы к станку, периодически убирать стружку и следить, чтобы пол не заливался охлаждающей жидкостью и маслом; особое внимание обратить на недопустимость попадания стружки, СОЖ и масла на решетку под ноги. При использовании для привода станочных приспособлений сжатого воздуха следить за тем, чтобы отработанный воздух отводился в сторону от станочника. Постоянно осуществлять контроль за устойчивостью деталей или штабелей из них на местах складирования, а при размещении деталей в таре обеспечить устойчивое положение их в ней, а так же самой тары. Высота штабелей не должна превышать 0,5м для мелких деталей, 1 м для средних деталей и 1,5 м для крупных деталей. Обязательно выключать станок при уходе даже на короткое время, при перерывах в подаче электроэнергии или сжатого воздуха, при измерении обрабатываемой детали, а также при регулировке, уборке и смазывании станка. При появлении запаха горящей электро-изоляции или ощущения действия электрического тока при соприкосновении с металлическими частями станка немедленно остановить станок и вызвать мастера. Не открывать дверцы электро-шкафов и не производить какую-либо регулировку электроаппаратуры.
6.3 Общие требования по окончанию работы Выключить станок и привести в порядок рабочее место. Разложить режущий, вспомогательный и измерительный инструмент по местам хранения, предварительно протерев его. Стружку смести в поддон или на совок щеткой; чистку труднодоступных мест производить кистью или деревянной заостренной палочкой, обернутой ветошью. Во избежание несчастного случая и попадания стружки в механизмы запрещается для чистки станка использовать сжатый воздух. Проверять качеств уборки станка, выключить местное освещение и отключить станок от электросети. О всех неполадках в работе станка, если они имели место на протяжении смены, сообщить сменщику или мастеру. Осуществить санитарно-гигиенические мероприятия. Кроме указанного станочник обязан: работать только на том станке, к эксплуатации которого он допущен, и выполнять работу, которая поручена ему администрацией цеха; без разрешения мастера не допускать к эксплуатации станка других лиц; заметив нарушения по охране труда со стороны других станочников, предупредить их и потребовать соблюдения требований безопасности; в обязательном порядке требовать от администрации цеха проведения внепланового инструктажа при переводе на эксплуатации станка другой модели или при привлечении к разовым работам, не входящих в круг обязанностей станочника; о всяком несчастном случае немедленно сообщить мастеру и обратиться в медицинский пункт; уметь оказывать первую помощь пострадавшему, применять первичные средства пожаротушения и проводить работы по устранению последствий аварийных ситуаций или пожара.
Заключение В заключение к курсовой работе в пояснительной записке рекомендуется: - подвести общие итоги выполненной курсовой работы - пояснить, удалось ли с точки зрения студента сформировать требуемые профессиональные и общие компетенции, заложенные образовательным стандартом и рабочей программой ПМ 01 - дать краткий анализ приведенных расчётов и разработанных планов - перечислить и пояснить результаты и достижения при выполнении курсовой работы - указать, какие получены дополнительные знания и умения при выполнении работы - указать, какие результаты и наработки можно будет применить при дипломном проектировании - пояснить, получены ли необходимые результаты требуемых технических показателей при расчётах и что нужно сделать для улучшения этих показателей - сделать другие выводы, которые студенты считают важными по результатам выполнения курсовой работы
Список литературы
1. Ермолаев В. В. Технологическая оснастка: учебник для студ. учреждений сред. проф. образования/ В.В. Ермолаев.- 2-е изд.-М.: Издательский центр «Академия», 2013 2. Блюменштейн В. Ю., Клепцов А. А. Проектирование технологической оснастки: Учебное пособие. 2-е изд., испр. И доп. – СПб.: Издательство «Лань», 2011 3. Ермолаев В. В. Технологическая оснастка. Лабораторно – практические работы и курсовое проектирование: учеб, пособие для студентов, учреждений сред. проф. образования/ В.В. Ермолаев.- 2-е изд.-М.: Издательский центр «Академия», 2014 4. Косилова А.Г. и Мещеряков Р.К. Справочник технолога-машиностроителя В 2-х т. Т. 1 и 2 /-4-е изд., переработанное и доп. - М- Машиностроение, 1985. 5.Локтева С.Е. станки с программным управлением и промышленные роботы. М.: Машиностроение, 1986. 6. Чернов Н.Н. металлорежущие станки. М.: машиностроение, 1987. Данилевский в.В. технология машиностроения. М.: Высшая школа, 1984г. 7. ГОСТ 19.002-80. Единая система программной документации. Схемы алгоритмов и программ. Правила выполнения, 1992г. 8. ГОСТ 19.401-77. Единая система программной документации. Пояснительная записка, 1992г. 9. ГОСТ 3.1103-82 ЕАКД. Основные надписи. М.: Издательство стандартов, 1992г. 10. Арзуманова Т.И., Мачабели М.Ш. Экономика организации. - М.: Дашков и Ко, 2013. - 240 с. 11. Самойлович В.Г., Телушкина Е.К. Экономика предприятия. - М.: Академия, 2009. - 224 с. 12. Сергеев И.В., Веретенникова И.И. Экономика организации (предприятия). - М.: Юрайт, 2013. - 672 с. 13. Чечевицына Л.Н., Чечевицына Е.В. Экономика предприятия. - Ростов-на-Дону: Феникс, 2012. - 384 с. 14. Экономика предприятия / Под ред. А.Е. Карлика, М.Л. Шухгалтер. - СПб.: Питер, 2009. - 464 с.
ПРИЛОЖЕНИЕ А
ПРИЛОЖЕНИЕ Б ПРАВИТЕЛЬСТВО САНКТ-ПЕТЕРБУРГА КОМИТЕТ ПО НАУКЕ И ВЫСШЕЙ ШКОЛЕ Санкт-Петербургское государственное бюджетное профессиональное образовательное учреждение «ПЕТРОВСКИЙ КОЛЛЕДЖ (СПб ГБПОУ «Петровский колледж») ЗАДАНИЕ Для выполнения курсовой работы
Профессиональный модуль ПМ01.МДК01.01 «Технологические процессы изготовления деталей машин» Специальность: 15.02.08 ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Студент__________________________________________ Группа _______________ Тема: Разработка технологического процесса изготовления детали «______________». С годовой программой выпуска N =____________ шт/год, Материал – ___________ ____ГОСТ________________
Дата выдачи задания «__»_________201__г. Работа должна быть сдана не позднее «__»_______201_ г.
Содержание курсового проекта I. ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Введение 1 Анализ чертежа 1.1 Анализ конструкции детали 1.2 Характер материала заготовки 1.3 Анализ технологичности детали 1.3.1 Качественный анализ 1.3.2 Количественный анализ 2 Анализ типа производства 3 Заготовка 3.1 Выбор и обоснование выбора метода получение заготовки 3.2 Определение размеров 4 Разработка технологического процесса механической обработки детали 4.1 Анализ базового технологического процесса 4.2 Проектирование технологической маршрутной обработки 4.3 Расчёт режимов резания 4.4 Оборудование 4.4.1 Станки 4.4.3 Режущий инструмент 4.4.4 Мерительный инструмент 5 Техника безопасности Заключение Список используемой литературы
II. ГРАФИЧЕСКАЯ ЧАСТЬ: Чертеж детали (2 листа), чертеж заготовки (1 лист)
III. Комплект технологических документов Маршрутные карты Операционные карты Карты эскизов
Руководитель курсового проекта ________________(Чирухина И.В.)
ПРИЛОЖЕНИЕ В Содержание Введение 6. Анализ чертежа детали 6.1Анализ конструкции детали 6.2Характеристика материала детали 6.3Анализ технологичности детали 6.3.1 Качественный анализ 6.3.2 Количественный анализ 7. Анализ типа производства 8. Заготовка 8.1Обоснование выбора метода получения заготовки 8.2Определение межоперационного припуска 8.3Определение размеров заготовки 9. Разработка технологического процесса 9.1Анализ существующего технологического процесса 9.2Проектируемый технологический маршрут обработки 9.3Расчет режимов резания 9.4Оборудование 9.4.1 Станки 9.4.2 Режущий инструмент 9.4.3 Средства измерения и контроля 10. Техника безопасности Заключение Список используемой литературы и информационные материалы Комплектность документов 1 Задание на курсовой проект 2 Пояснительная записка 3 Комплект конструкторской документации ОИПТС.15.02.08.0_.001 Чертеж детали ОИПТС.15.02.08.0_.002 Чертеж заготовки 4 Комплект технологических документов Маршрутные карты Операционные карты Карты эскизов ПРИЛОЖЕНИЕ Г
ПРИЛОЖЕНИЕ Д
[ВОВ1]Форматирование по ширине проверьте по всему документу Учебное пособие для выполнения курсовой работы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-03-31; Просмотров: 558; Нарушение авторского права страницы

 - средний квалитет точности детали.
- средний квалитет точности детали.
 – квалитет точности i–той поверхности;
– квалитет точности i–той поверхности; – количество размеров соответствующего квалитета точности.
– количество размеров соответствующего квалитета точности.
 – средний класс шероховатости детали.
– средний класс шероховатости детали.
 – класс шероховатости i –той поверхности;
– класс шероховатости i –той поверхности; – число поверхностей соответствующего класса шероховатости.
– число поверхностей соответствующего класса шероховатости.


 , кг/м3 - плотность стали 45;
, кг/м3 - плотность стали 45; – длина цилиндра, мм;
– длина цилиндра, мм;


 ;
;
 ,
, – масса детали, кг;
– масса детали, кг;  – масса заготовки, кг.
– масса заготовки, кг.




 – коэффициент, характеризующий группу стали по обрабатываемости;
– коэффициент, характеризующий группу стали по обрабатываемости; – фактические параметры, характеризующие обрабатываемый материал, для которого рассчитывается скорость резания;
– фактические параметры, характеризующие обрабатываемый материал, для которого рассчитывается скорость резания; – показатель степени.
– показатель степени. ;
;  ;
;  ;
;  ;
;  ;
;  ; у = 0,35; x = 0,15; m = 0,2;
; у = 0,35; x = 0,15; m = 0,2;







 - поправочный коэффициент, учитывающий свойства обрабатываемого материала;
- поправочный коэффициент, учитывающий свойства обрабатываемого материала; - коэффициенты, учитывающие соответствующие геометрические параметры резца.
- коэффициенты, учитывающие соответствующие геометрические параметры резца. , n=0,75;
, n=0,75;  ;
;
 - учитывается только для резцов из быстрорежущей стали;
- учитывается только для резцов из быстрорежущей стали;

 – окружная сила, Нм;
– окружная сила, Нм;
 , то обработка на данном станке возможна.
, то обработка на данном станке возможна.


 ;
;  ;
;  ; у = 0,2; x = 0,15; m = 0,2;
; у = 0,2; x = 0,15; m = 0,2;












 – коэффициент;
– коэффициент; – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания.
– общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания.
 – коэффициент на обрабатываемый материал;
– коэффициент на обрабатываемый материал; – коэффициент на инструментальный материал;
– коэффициент на инструментальный материал; – коэффициент учитывающий глубину сверления.
– коэффициент учитывающий глубину сверления.
 ;
;  ;
;  ; у = 0,3; q = 0,45; m = 0,2; Т = 15 мин; S = 0,18 мм/об.
; у = 0,3; q = 0,45; m = 0,2; Т = 15 мин; S = 0,18 мм/об.




 – коэффициент;
– коэффициент; ; q = 2,2; y = 0,8; D = 10,05 мм; S= 0,18 мм/об;
; q = 2,2; y = 0,8; D = 10,05 мм; S= 0,18 мм/об;  ; n = 0,75;
; n = 0,75;


 – коэффициент;
– коэффициент; ; q = 1,2; y = 0,75; D = 10,05 мм; S = 0,18 мм/об;
; q = 1,2; y = 0,75; D = 10,05 мм; S = 0,18 мм/об; 

 – крутящий момент, Нм;
– крутящий момент, Нм;