|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
КОНЦЕПЦИИ ПРОЕКТОВ РЕСУРСОСБЕРЕЖЕНИЯ. Учебное пособиеСтр 1 из 2Следующая ⇒
КОНЦЕПЦИИ ПРОЕКТОВ РЕСУРСОСБЕРЕЖЕНИЯ Учебное пособие Москва 2012 УДК ББК Б90
Рецензенты:
Н.Р. Букейханов, С.И. Гвоздкова, В.Н. Сергеев, И.М. Чмырь Б90 Концепции проектов ресурсосбережения: учебное пособие/ Н.Р.Букейханов, С.И.Гвоздкова, В.Н.Сергеев, И.М.Чмырь. – М.: ФГБОУ ВПО МГТУ «Станкин», 2012. – с.
Приведены результаты работы кафедры «Инженерная экология и безопасность жизнедеятельности» ФГБОУ ВПО МГТУ "Станкин" по разработке методологии управления разработкой проектов ресурсосбережения, которые на уровне дипломных проектов являются итоговым показателем качества образовательного процесса по подготовке специалистов в области защиты окружающей среды и охраны труда. Учебное пособие составлено в соответствии с рабочей программой дисциплины «Расчеты и проектирование систем обеспечения безопасности» и предназначено для студентов высших учебных заведений, изучающих дисциплину «Расчеты и проектирование систем обеспечения безопасности». УДК ББК
© Н.Р. Букейханов, С.И. Гвоздкова, © И.М. Чмырь.,Вэй Пьо Маунг 2012 © Оформление. ФГБОУ ВПО МГТУ «Станкин», 2012
Содержание
ВВЕДЕНИЕ Понятие «ресурсосбережение» признано как одно из важнейших в экономической теории и хозяйственной деятельности. «Редкость благ» обусловила требование экономической теории к необходимости снижения удельных затрат материалов, энергии, труда, капитала на единицу продукции. Практически все государства признают актуальность программ снижения материалоемкости и энергоемкости продукции. В действующие планы предприятий включены мероприятия по усилению режима экономии, снижению норм расхода важнейших видов материальных ресурсов, повышение уровня использования вторичных материальных и топливно-энергетических ресурсов. Относительно высок уровень правового обеспечения необходимости ресурсосберегающей хозяйственной политики во всех развитых странах (законы по охране природных ресурсов, защите окружающей среды, охране труда и т.п.). Однако на сегодняшний день реально превалируют результаты нерациональной хозяйственной деятельности человечества. Об этом свидетельствуют те факты, что в настоящее время признана необходимость разработки международной природоохранной хозяйственной политики, направленной на сохранение такого важного интегрального ресурса как климат Земли, ухудшение которого вызвано не только природными факторами, но и нарушениями природных процессов самоочищения из-за чрезвычайно больших объемов промышленных и коммунальных отходов. Императив регулирования уровня выброса материальных и энергетических отходов, сбережение энергоресурсов привела к разработке и выполнению международных соглашений по сохранению озонного экрана Земли (Монреальский протокол о сокращении выбросов фреонов), Киотского соглашения о предотвращении изменения климата Земли путем сокращения выброса парниковых газов. В России разработаны и реализуются программы, включающие ряд проектов ресурсосберегающих и инновационных технологий. В данном учебном пособии приведены результаты работы кафедры «Инженерная экология и безопасность жизнедеятельности» ФГБОУ ВПО МГТУ "Станкин" по разработке методологии управления разработкой проектов ресурсосбережения, которые на уровне дипломных проектов являются итоговым показателем качества образовательного процесса по подготовке специалистов в области защиты окружающей среды и охраны труда. Введение, гл.1 и заключение составлены проф., д.х.н. Н.Р. Букейхановым, доц., к.т.н. С.И. Гвоздковой; гл.2 по сбережению материальных ресурсов ─ проф., д.х.н. Н.Р. Букейхановым, доц., к.т.н. С.И. Гвоздковой , к.х.н., доц. И.М. Чмырь, аспирантом Вэй Пьо Маунгом.
Ресурсосбережения
Кафедра «Инженерная экология и безопасность жизнедеятельности» создана в университете в 1995 году и готовит специалистов по двум специальностям: «Инженер-эколог по защите окружающей среды » «Инженер по безопасности технологических процессов и производств » Кроме того, кафедра ведет подготовку магистров по направлению «Защита окружающей среды», кандидатов и докторов наук через аспирантуру и докторантуру Университета. Студенты, проходящие подготовку на кафедре, изучают широкий спектр дисциплин, как традиционных для технических университетов, так и специально разработанных коллективом кафедры в соответствии с образовательными стандартами уникальных дисциплин. Среди них((!!!НАДО СОГЛАСОВАТЬ КАКИЕ ДИСЦИПЛИНЫ С НОВЫМ ГОСТ) ۞Экологическая экспертиза, оценка воздействия на окружающую среду и сертификация ۞Инженерно-экологическое обеспечение машиностроительных производств ۞Процессы и аппараты защиты окружающей среды ۞Автоматизация обеспечения экологического качества в машиностроении ۞Управление безопасностью окружающей среды ۞Экологическое проектирование машиностроительного производства Важным направлением деятельности кафедр* является научная работа по договорам и грантам (российские и зарубежные), в которой активное участие принимают студенты. Широкие международные связи кафедры позволяют предоставить возможность лучшим ее студентам пройти практику за рубежом. За время существование кафедры более 300 студентов прошли практику в Великобритании, Франции, Чехии и Поль ше. Научный авторитет кафедры подтверждает проводимая под эгидой Университета международная конференции «Производство. Технология. Экология. ПРОТЭК», в которой широкое участие принимают не только российские и зарубежные ученые специалисты, но и студенты и аспиранты России и стран зарубежья. Ст уденты осваивают объем знаний, необходимый для качественной разработки дипломных проектов. Так, наличие эффективной системы управления техносферной безопасностью предприятия способствует повышению его преимуществ в нижеследующих сферах деятельности: Снижение эксплуатационных расходов за счет экономии материалов, сырья, энергетических ресурсов, снижения платы за природные ресурсы и загрязнения окружающей среды, повышения авторитета предприятия в обществе и т.д. Увеличение прибыли предприятия в результате повышения конкурентной способности на рынке сбыта благодаря экологически чистой продукции предприятия, льготного налогообложения и кредитования. Будущие инженеры по защите окружающей среды осваивали основные подходы к управлению техносферной безопасностью производственных систем: Производственный подход заключается в оптимизации технологических процессов с целью сокращения объемов отходов и, тем самым, сокращения вредного воздействия на производственную и окружающую среду. Это достигается посредством использования возобновляемых ресурсов, сокращения расхода материалов, применения ресурсосберегающих технологий, повторного использования продукции или ее утилизации. Маркетинговый подход осуществляет анализ и оценку степени экологичности реализуемого продукта на каждом этапе его жизненного цикла с учетом мнений потребителя. Социально-экологический подход рассматривает императив деятель-ности предприятия с точки зрения его социальной и экологической ответственности в рамках локальной или региональной экосистем . Методология разработки дипломных проектов, посвященных экологически ориентированной деятельности промышленных предприятий, включает следующие основные положения. На первом этапе проводится анализ технологических процессов предприятия по выявлению опасных и вредных для человека и окружающей среды факторов и определяются факторы, значение которых надо минимизировать. Это может быть один или несколько факторов загрязнений воздуха рабочей зоны за счет термодеструкции смазывающих и охлаждающих средств (СОТС), превышение допустимого уровня шума, вибрации, электромагнитных излучений. Материальные отходы снижают экономическую эффективность деятельности предприятия, в том числе за счет расходов по их размещению или вывозу на полигоны по захоронению и др. На следующем этапе проводится исследования причин возникновения этих опасностей в источнике. Например, температура в зоне резания, моменты, действующие в элементах кинематики, погрешности этих элементов, нерациональное использование материальных отходов и т.п. Затем проводится поиск эффективного решения минимизации воздействия вредных факторов с учетом возможности получения предприятием прибыли. Экологически ориентированное управления материальными потоками пред ставлено на рис. 1.1. При консультировании работы студентов над курсовыми и дипломными проектами и диссертаций магистрантов по направлению «Защита окружающей среды» обязательным требованием для получения ими высокой оценки было использование в проекте новых патентных данных, как одной из потенциальных характеристик инновационности технических разработок. Обучение направлено на понимание студентами того, что положительные характеристики проектов по ресурсосберегающим технологиям и оборудованию для них являются результатом эффективного сочетания следующих составляющих:
Рис. 1.1. Экологически ориентированное управление материальными потоками на предприятии [!!!!! ]
۞ Оценка экономической эффективности в краткосрочной и долгосрочной перспективе проектируемой технологии или оборудования; ۞ Эвристические методы конструирования процессов и организации ресурсосберегающих производств; ۞ Атрибутивные способы (герметизация аппаратуры и технологический линий, эргономичность оборудования, дизайн как эстетический и экономический факторы); ۞ Общие способы ( ресурсосбережение, рециклинг отходов, комбинирование и др.) ۞ Специальные способы(автоматизация, биотехнологии и др.) Для самостоятельной работе студентам предложено изучать и использовать методики творческого мышления — очень тонкий и сложный инструмент, требующий как отработки механизма генерирования идей, так и настройки общей готовности к эффективной работе. Выработка механизма «настройки» — вопрос самоорганизации самого разработчика проекта к творчеству. Сама настройка на «творческую частоту» способствует генерации новых идей. В любом месте, где бы мы ни находились, — идеи всегда окружают нас. Нужно только суметь их услышать, немедленно записать и..неоднократно возвращаться к ним до получения результата [44, 85]. Рекомендованы следующие методики [48, 85], которые включены в разработанную Букейхановым, Гвоздковой и Чмырь рабочую учебную программу по дисциплине «Процессы и аппараты защиты окружающей среды» [30]:.1) мозговой штурм; 2) метод фокальных объектов; 3) метод аналогии; 4) метод гирлянд ассоциаций и метафор; 5) списки контрольных вопросов, 6) морфологический анализ, 7) функциональный анализ, 8) метод многократного последовательного классифицирования, 9) метод синтеза оптимальных форм; 10) методика разрушения стереотипа Ж.-М. Дрю; 11) различные компьютерные системы поиска нестандартных решений; 12)теории решения изобретательских задач АРИЗ и ТРИЗ; 13)функционально-физический метод поискового конструирования Р. Коллера. Н.Букейхановым разработана схема управления проектами ресурсо-сбережения, в обобщенном виде представленная на рис.1.2. Согласно схеме управление базируется на системном решении задач, определяющих достижение поставленных целей [85]. Разработка управления системой создания концепций ресурсосбережения, является наиболее типичным для ВУЗа видом деятельности. Типичность заключается в том, что из-за реальной сложности процесса создания и внедрения в производство технических, экономических, социальных и других решений большинство дипломных проектов студентов ВУЗа и даже аспирантских диссертаций решают задачи прединвестиционного уровня жизненного цикла проекта (ЖЗП) ─ на уровне создания его концепции. Однако это не умаляет значение этой фазы ЖЦП, поскольку: 1) Дипломный проект, решивший задачи концептуального уровня ЖЦП и соответствующий содержанию и объему требований государственного образовательного стандарта дает основание аттестационной комиссии ВУЗа присуждать квалификацию дипломированного специалиста, способного на предприятии решать конкретные производственные задачи. Аттестационная комиссия далее рекомендует на основании ценности дипломного проекта рекомендует новому специалисту поступить в аспирантуру и продолжить разработку этого проекта. Тем самым ВУЗ создает условия для подготовки в рамках послевузовского образования специалиста высокой квалификации, способного возглавить работы по проведению НИОКР и внедрению в производство научно-технических идей, генерированных в процессе обучения в ВУЗе.
Рис. 2.1 Схема управления системой создания в ВУЗах проектов ресурсосбережения
В 2007 и 2008 годах Для определения содержания актуальных и перспективных проектов ресурсосбережения нами проанализирована информация о работе российских предприятий за 2007 и 2008 годы. Маркетинговое исследование проведено в основном по материалам российского еженедельника «Снабженец», в каждом номере которого приводится дайджест около 20 информационных сообщений пресс-служб предприятий России о своей работе, а также обзоры об отечественных и международных выставках по современным проблемам ведущих отраслей промышленности. Всего проанализировано более 1000 сообщений. Экономическая наука и государственные программы ориентируют предприятия на создание и освоение инновационных производств. На наш взгляд, необходимо структурировать понятие «инновационность» как изменяющийся во времени баланс между чисто инновационными производствами (все модули технического устройства или технологии ─ инновационны, базируются на технических или социальных изобретениях) и реновационными производствами. Для последних характерен поэтапный переход от действующих технических устройств (технологий) к инновационным через промежуточные стадии их модернизации (сочетание модулей действующего устройства или технологии с инновационными модулями). Такой подход обусловлен рациональностью использования работоспособных модулей действующего устройства, дефицитом оборотных средств предприятий, сложностью привлечения инвестиций в долгосрочные проекты, дополнительными финансовыми и временными затратами на повышение квалификации работающего персонала, подготовку новых кадров для работы с инновационными техникой и технологиями, увеличением расходов на продажу новой (модернизированной) продукции и ее послепродажное обслуживание. Результаты исследования обобщены в табл.1.1. Пресс службы российских предприятий в ряде случаев сами обозначили часть своих работ как «новые технологии», «новая аппаратура», работы по «модернизации», одной из главных характеристик которых является обеспечение ресурсосбережения [33, 87]. В табл.1.1 информация сегментирована по общим разделам ─ инновации и модернизация, основные отрасли промышленности и частным разделам: экологическая техника и технологии, мероприятия, направленные на выполнение стандартов «Евро», утилизация отходов, переработка древесины, нефти и их отходов, полимерные материалы [28,58,59]. Все работы предприятий, связанные с выполнением требований стандартов «Евро», утилизацией отходов, использованием полимерных материалов отнесены нами к «модернизации производств, техники». Реально происходящая в малых масштабах замена углеводородного топлива (источник парниковых газов) на безопасные в этом отношении альтернативные источники (топливные элементы и т.п.), значительно уступают частичным решениям проблем ─ повышению качества сжигания углеводородов с применением компьютерных технологий, оснащением транспорта катали-тическими нейтрализаторами. Полимерные материалы заменяют и тем самым сберегают лесные массивы России. Последние поглощают парниковые газы, генерируют кислород, новую растительную массу, и тем самым работают на сохранение нормальной природной среды. Замена металлических изделий на полимерные также является существенным направлением ресурсосбережения. С одной стороны, полимерные изделия не подвергаются коррозии (тогда как ежегодно коррозии подвергаются 10% изделий на основе сплавов железа); с другой стороны, их производство компенсирует истощение природных ресурсов ряда металлов.
Таблица 1.2.. Утилизация отходов переработки древесины Аббревиатура: ОП— основной продукт, С — журнал "Снабженец"
Акционерные общества, финансово-промышленные группы производят кроме основных традиционных материалов ( клееный брус, пиломатериалы, бумага) из щепы, опилок, отходов переработки березы и осины, промстоков производства бумаги также топливные гранулы, пеллеты (биотопливо), несьемную опалубку, шумозащитные экраны, прокладки. При этом стоимость осуществленных проектов составляет 5-10 млн. евро В табл.1.3 показано, что предприятия России продолжают иннова-ционные работы с использовании новых технологий и нового оборудования по созданию и развитию производств полимерных труб из коррозионностойких стеклопластиков, органического небьющегося стекла, поликарбонатов.. Стоимость проектов достаточно велика и составляет 800 млн.руб . 000 «Делфо» (Республика Татарстан) завершает монтаж итальянской линии по производству сотового полипропилена мощностью 2000 т/год. На новом оборудовании планируют выпускать изделия толщиной от 2 до 6 мм и шириной до 1400 мм. Сотовый полипропилен является полимерным аналогом гофрокартона и его используют для изготовления транспортных упаковочных коробов, обечайки, разделителей и обрешетки. Из него можно изготавливать
Таблица 1.3.Внедрение коррозионно устойчивых полимерных материалов при замене изделий из металлов.Аббревиатура: С ─ журнал "Снабженец'1
также упаковку для крупногабаритных изделий, транспортную упаковку и внутрицеховую тару [57]. Показательно производство АООТ "Урал-электромедь" электролизных ванн из синтетического материала ─ полимер-бетона, которое позволит проводить процесс электролиза без ремонта ванн в течение 20 лет. Важность производства полимеров и изделий из них для замены аналогичных изделий из металлов подтверждается тем, что в Москве активно заменяет металлические трубы тепловых трасс на металло-полимерные. Информация об утилизации отходов предприятий металлургии, машиностроения и химических предприятий(табл.1.4), показывает, что акционерные общества разных регионов России используют отходы своих производств для получения как товарной продукции (выделение свинца из отходов, выпуск полимерных труб, кислотоупорной плитки из аккумуля-торного лома; кирпичей из отвалов ТЭЦ), так и для более эффективного использования своих ресурсов (очистка сточных вод для окружающей природной среды). На эти проекты затрачены достаточно крупные инвестиции: от 0,8 до 1 млн. евро. До сих пор значительное число предприятий ограничиваются улавли-ванием отходов производства, что несомненно полезно с позиций решения природоохранных проблем. Для предприятия экономическая выгода заключается в избавлении его от расходов по оплате нормативных и сверхнормативных выбросов загрязнителей и это фактор снижения себестоимости продукции. Позитивным является также приобретение имиджа экологически ориентированного предприятия. Однако затраты только на улавливание отходов без их утилизации достаточно велики и составляют 25 ─ 300 млн рублей. С позиций создания проектов, эффективных как по ресурсосбережению, так и по доходности более целесообразны проекты, в которых отходы не только улавливают, но и перерабатывают в коммерчески выгодную продукцию, которая увеличивает прибыль и способствует повышению стоимос-
Таблица 1.4 Обезвреживание и утилизация отходов предприятий металлургии, И потребления Госуправление экономикой формирует и контролирует политику рационального ресурсосбережения, базирующееся на положениях конституций государств, системе законодательных положений о нормах природополь-зования. В то же время практика госрегулирования ориентирует общество и бизнес не на финансирование государством всех природоохранных проектов, а на создание системы стимулирования. Она включает налоговое стимулиро-вание, введение тарифных ограничений на стоимость определенных видов продукции и т.п. и также обязательность использования предприятиями всех видов собственности своих средств для разработки и реализации ресурсо-сберегающих и природоохранных производств [15]. Государство частично берет на себя решение проблемы тех отходов, которые накопились за много лет и ответственных за их создание практически установить невозможно. Таким предприятием является в частности государст-венное унитарное предприятие ГУП «Промотходы». Мотивация кооперации фирм для решения проблемы утилизации отходов заключается в следующем: ۞ переработка отходов обязательна в соответствии с требованиями современного экологического законодательства о рациональном природо-пользовании и экологической безопасности; ۞ неэффективное использование отходов противоречит рыночным принципам получения прибыли от производственной деятельности. ۞ многие производства по переработке отходов, включая их обезвреживание, диверсифицированы по отношению к основному производству как по используемым технологиям, так и по составу продукции и соответ-ственно требуют кооперации с соответствующими предприятиями; Решение сложной задачи переработки отходов послужило основой для создания консорциума МСК "Станко",миссией которого является содействие возвращению в экономику страны ценнейшего сырья, выпуск нужных полуфабрикатов и товаров, создание новых рабочих мест, обеспечение дохода в федеральный, республиканский и городской бюджеты [50]. В состав Консорциума входят более 20 предприятий и организаций различного профиля: производственные машиностроительные предприятия, а также проектные и научные организации, среди которых НТЦ «Экостанко-МСК», ОАО «РФ Станкоснаб», ОАО ЛОЭЗ «Гидромаш», Международная Академия Экологической Реконструкции, ЗАО «Союзтеплострой» , «Инжиниринг» и другие. НТЦ «Экостанко-МСК»,выполняет функцию генеральной дирекции Консорциума, которая организует производственную кооперацию при реализации комплексных проектов в области мусоросортировки, утилизации и рециклинга отходов, а также внедрение нового передового оборудования и технологий. Автоматизированные мусоросортировочные комплексы МСК «Станко» различной производительности и модификаций обеспечивают сортировку твердых отходов с выделением фракций, годных для вторичного использования и переработки. Модульное построение комплексов позволяет производить широкую гамму вторичных материалов и варьировать производительность ─ от 20 до 250 тыс. т перерабатываемой массы в год. НТЦ «Экостанко-МСК» производит технологические комплексы МСК «Станко» любого назначения на собственных предприятиях. Предлагаемое оборудование имеет высокие показатели по импортозамещению, т.к. при тех же, а то и лучших функциональных и эксплуатационных возможностях, оно в 2-2,5 раза дешевле импортного. Соответственно у него значительно ниже (в 5-10 раз) и эксплуатационные затраты, поскольку в оборудовании использованы только отечественные комплектующие и материалы, включая расходные. Применение оборудования МСК «Станко» с учетом оплаты за прием отходов и реализацию вторичного сырья обеспечивает, наряду с хорошими экологическими показателями, высокую рентабельность (70─150% в год), т.е. быструю окупаемость сортировочного производства [50]. Результаты исследований данных о переработке типичных промышлен-ных газообразных и жидких отходов, которые как технологически, так и экономически не рационально транспортировать, обобщены нами в табл.1.5. Интерес именно к данной группе отходов обусловлен тем, что они в первую очередь соответствуют критерию целесообразности организации производств по их переработке на территории основного производства. Обобщение информации о существующих решениях экологических проблем, указанных в табл.1.5 [97], показывает, что сложились два основных
Таблица 1.5.Газообразные и жидкие отходы предприятий, Варианты содержания зоны разрыва по методу Ж.-М. Дрю И бытовых отходов Твердые промышленные и бытовые отходы (далее ТПО и ТБО) в негативном затратном и опасном для экологии варианте вывозят на свалки. В затратном, но крайнем мере неопасном для природной среды варианте их подвергают капсулированию - обволакиванию токсичного отхода инертной пленкой (стеклообразной или полимерной). В данном учебном пособии дана краткая характеристика методов ресурсосбережения, методов утилизации ТПО и ТБО. Схема процесса переработки твердых отходов включает следующие этапы: 1.Сбор и сортировка отходов, отделение посторонних включений; 2. Измельчение (одно- или двухстадийное), в результате которого приобретает размеры, достаточные для дальнейшей переработки; 3.отмывка от загрязнений дробленного материала, а также отделение от посторонних примесей; 4.высушенные и дробленные отходы смешивают со стабилизаторами, наполнителями и другими ингредиентами и гранулируют; 5.последующее использование гранул зависит от рода отходов.
Процесс переработки отходов включает комплекс механических, гидродинамических, тепловых, диффузионных, химических, биохимических технологий (рис. 2.6). Утилизацию твердых отходов осуществляют после разделения отходов на компоненты в процессе очистки, обогащения, извлечения ценных составляющих с последующей переработкой сепарированных
Рис.2.6 Основные технологии процесса переработки твердых производственных отходов.
материалов различными методами. Главными физическими свойствами отходов, по которым происходит процесс их сортировки, являются плотность, цвет, блеск, размер, форма, вязкость, хрупкость, магнитная восприимчивость, жаропрочность и др. На рис. 2.7 представлены основные методы подготовки твердых отходов к переработке. Методы измельчения базируются на дроблении и помоле (рис.2.8) путем. раздавливания, раскалывания, размалывания, резания, распиливания, истирания
Рис. 2.7. Основные методы подготовки твердых отходов к переработке. Методы сортировки проводят грохочением, гидравлической и воздушной классификацией с выделением фракций материалов различных размеров измельченных материалов(рис.2.9).. По методам агрегирования укрупняют мелкодисперсные частицы.Они включают в себя гранулирование, таблетирование, брикетирование, высокотемпературную агломерацию. При гранулировании происходит формирование агрегатов сферической или цилиндрической формы из порошков, паст, расплавов
Рис.2.8 . Схема методов дробления и классификации отходов по крупности. а – одностадийная с открытым циклом; б – одностадийная с проверочным грохочением; в – одностадийная с открытым циклом и предварительным грохочением; г – одностадийная с предварительным и проверочным грохочением.
перерабатываемых материалов. Его осуществляют в ротационных (барабанных, тарельчатых, центробежных, лопастных) и вибрационны- перерабатываемых материалов. Его осуществляют в ротационных (барабанных, тарельчатых, центробежных, лопастных) и вибрационны- ми грануляторах. Так, в грануляторе окатывания (рис.2.10). материал поступает на наклонную вращающуюся тарель 2, увлажняется связующей жидкостью, которую подают через форсунку 4 и окатывается до гранул заданной величины. Методы сепарации твердых отходов, используемые при переработке отходов (минеральных, содержащих черные и цветные
Рис. 2.9. Схема выделения материалов различных классов при грохочении. а – от крупного к мелкому, б – от мелкого к крупному в – комбинированным способом.
металлы; смеси пластмасс; сплавы металлов), основаны на различии в магнитных, электрических и других физических свойствах отходов. (слабомагнитных) и ферромагнитных (сильномагнитных) компонентов Магнитные методы используют для отделения парамагнитных смесей твердых материалов их диамагнитных (немагнитных) составляющих. На частицу материала, которая находится в рабочей зоне сепаратора, действуют магнитная сила, сила тяжести, сила трения, центробежная сила, сила сопротивления среды. Для эффективного разделения магнитных и немагнитных частиц в магнитном поле сепаратора магнитная сила, действующая на магнитные частицы, должна превышать равнодействующую всех механических сил. На рис. 2.11 представлена схема магнитного сепаратора.
Рис. 2.10. Схема гранулятора окатывания тарельчатый. 1 – станина, 2 – тарель, 3 – кожух, 4 – форсунка, 5 – электропривод, 6 – механизм поворота, 7 – смотровой люк, I – вход порошка, II – выход гранул. Извлечение ценных компонентов из твердых производственных отходов. проводят путем экстрагирования и кристаллизации. Экстрагирование представляет собой извлечение из твердого вещества одного или нескольких компонентов с помощью растворителя. При этом извлекаемые компоненты из твердой фазы переходят в растворитель (экстрагент). Для последующего выделения целевого компонента из смеси с экстрагентом применяют выпаривание или ректификацию. Используют следующие основные типы экстракторов: смесительно-отстойные, колонные и центробежные. На рис.2.12 представлена схема смесительльно-отстойного экстрактора с
Рис. 2.11. Схема магнитного сепаратора. а – верхняя зона, б – нижняя зона, в – вертикальная зона, I – исходное сырье, II – магнитный продукт, III – немагнитный продукт.
раздельными устройствами транспортирования и перемешивания жидкости. В экстракционных установках протекают 2 основных: стадия экстракции и стадия регенерации экстрагента. В качестве экстрагентов используют воду, углеводороды и другие вещества..При экстракции из загрязненного грунта извлекают нефть и нефтепродукты. Затем экстракт разделяют на экстрагент, нефть и нефтепродукты. Последние можно повторно использовать в виде топлива. Кристаллизация заключается в переходе вещества из жидкой фазы в твердую в виде кристаллов из раствора или расплавов из-за изменения его растворимости. На рис.2.13 представлена схема кристаллизатора. При термических методах переработки отходов получают в основном диоксид углерода, тепло и несгораемый остаток (сжигание) или синтез-газ и пирокарбон (пиролиз). Недостатком метода сжигания является образование СО2 - парникового газа, объемы которого необхо-
Рис.2.12 . Схема смесильно-отстойного экстрактора с рездельными устройствами транспортирования и перемешивания жидкости.
димо необходимо сокращать в соответствии с требованиями Киотского соглашения.
Переработка использованных металлических изделий( металлолома). Рециклинг металлов проводят достаточно давно в связи с их особой ценностью и объективными свойствами, облегчающими их выделение из промышленных и бытовых отходов. Металлолом может быть промышленным, военным, судовым, бытовым и бесхозным. Основное количество вторичных металлов образуется при их производстве, а также при амортизации оборудования. Амортизационный лом образуется при ликвидации основных средств, капитальном и текущем ремонте оборудования, ремонте и замене технологической оснастки и инструмента, а также при ремонте и замене малоценного инвентаря.
Рис. 2.13. Схема кристаллизаторов: а – с мешалкой и змеевиком для охлаждения раствора (1 – корпус, 2 – крышка, 3 – привод мешалки, 4 – змеевик, 5 – циркуляционная труба 6 - мешалка); б – с принудительной циркуляцией суспензии (I – соковый пар, II – маточный раствор, III – суспензия, IV – сточная вода, 1 – мешалка, 2 – циркуляционная труба, 3 – осадительная камера); в – с естественной циркуляцией раствора (1 – сепаратор, 2 - корпус, 3 – центральная труба, 4 – мешалка, 5 - гидрозатвор).
Наибольший объем отходов металлов в транспортном машиностроении, судостроении, станкостроении, приборостроении и других отраслях экономики приходится га изделия из черных металлов (железо и его сплавы) Особую ценность представляют отходы и лом цветных металлов, к которым относятся все металлы и их сплавы за исключением железа и его сплавов. Цветные металлы подразделяют на легкие, тяжелые, благородные, тугоплавкие, рассеянные, редкоземельные, радиоактивные. Значительны объемы образования лома и отходов следующих цветных металлов и сплавов на их основе: алюминия, меди, свинца, цинка, никеля, титана, олова, вольфрама, молибдена, кадмия, кобальта, магния, ртути. Наибольшее количество лома и отходов цветных металлов образуется на предприятиях электротехнической, металлургической, автомобильной и судостроительной отраслей промышленности. Общая схема рециклинга отходов металлов представлена на рис.2.14. Пиротехнический контроль (контроль взрыво-и пожароопасности) осуществляют при переработке лома цветных металлов, широко используемых для производства боеприпасов, авиационной и ракетной техники и их отходы представляют потенциальную взрывоопасность. Проверку производят трижды: предприятием-сдатчиком при сдаче металлолома; предприятием-заготовителем при его приемке и непосредственно в цехе перед загрузкой в плавильные агрегаты. Видовая сортировка отходов цветных металлов включает оценку внешних характерных признаков (цвет, характер излома и др.); предметных признаков (наименование деталей); клеймам маркировки деталей и изделий по ГОСТ, ТУ или заводской марке; результатов химического, спектрального, рентгеновского, радиационного анализа.
Рис. 2.15. Стол сортировочный пневматический типа KPS 2300
Отходы цветных металлов сортируют в цехах, на базах и площадках на сортировочных столах, конвейерах или конвейерных линиях (рис.2.15). При ручной сортировке механизируют вспомогатель- ные вспомогательные операции: транспортирование, классификацию для выделения примесей и др. Пакетирование применяют для переработки листовой обрези, выштамповки, проволоки, бытового лома, металлоконструкций и т.п. Пакетировочные прессы работают одновременно в трех плоскостях с получением прочных компактных пакетов. Крупногабаритный металлолом уплотняют гидравлическими пресс-ножницами, работающие как в режиме прессования, так и в режиме резания. Резка металлолома условно включает три стадии: 1) упругая, а затем пластическая деформации; 2) надрез (сдвиг и образование трещины); 3)полное разрушение материала. Схема работы аллигаторных ножниц приведена на рис.2.16.
Рис. 2.16. Схематическое устройство аллигаторных (рычажных) ножниц модели Н2230: 1 – станина; 2 – челюсть; 3 – ролик; 4 – спора; 5 – привод; 6 – предохранительное устройство
Термические методы измельчения делят на: газовую, плазменную, кислородно-дуговую резку, шпурение с помощью кислородного копья. Наиболее распространена газовая резка для обработки лома из нелегированных и низколегированных сталей, имеющего толщину до 500 мм:. разделка автомобилей, судов, вагонов, контейнеров, рельсов и другого крупногабаритного лома. Процесс газовой резки включает три стадии: подогрев металла в газовом пламени до температуры воспламенения, окисление (сгорание) металла в кислородной струе и выдувание кислородной струей жидких продуктов из зоны резки. Продукты окисления расплавляются, а нижележащие слои металла нагреваются до температуры воспламенения (рис.2.17).
Рис. 2.17. Переносная машина для автоматической газовой резки листа
Лом из легированных сталей измельчают плазменной резкой (лом с толщиной стенок до 150 мм) ( рис.2.18). Плазменная струя образуется за счет возникновения электрической дуги в газовом потоке. Газ подогревают дугой до такого состояния, при котором его молекулы ионизируются. Энергия струи плазмы выплавляет и частично испаряет металл из полости реза. Температура в ядре плазмы достигает 30000 °С, что приводит к мгновенному расширению газа, выходящего вследствие этого из мундштука плазменного резака с очень высокой скоростью. Кислородно-дуговая резка также позволяет измельчать лом из легированных сталей (толщина стенок такого лома не более 80 мм). Для создания дуги используют постоянно плавящаюся проволоку, служащую в качестве отрицательного электрода, а положительным электродом является металлолом.
Рис. 2.18. Схема оборудования для плазменной резки
Механическое измельчение твердых отходов проводят раздавливанием, раскалыванием, разламыванием, резанием, распиливанием, истиранием и различными комбинациями этих способов. В зависимости от размера кусков исходного материала и конечного продукта измельчение условно делят на несколько классов (табл. 2.12). Под степенью дробления и измельчения понимают отноше-
Таблица 2.12. Классы измельчения
ние размеров наибольших кусков исходных твердых отходов и конечных продуктов дробления, измельчения. Дробление и измельчение могут быть сухим и мокрым. Измельчение твердых отходов на органической основе осуществляют в машинах, принцип работы которых основан на распиливании, резании и ударе. Дробление и измельчение осуществляют дробилками и мельницами. Классификация основного оборудования для измельчения твердых продуктов включает: - измельчители раскалывающего и разламывающего действия - щековые, конусные, зубовалковые и другие дробилки (рис.2.19);
-
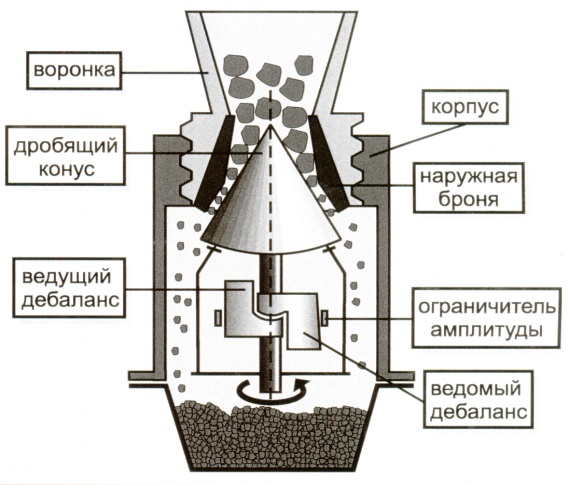
Рис. 2.19. Конусная дробилка - измельчители раздавливающего действия - гладковалковые дробилки, ролико-кольцевые, вертикальные, горизонтальные и другие мельницы; измельчители истирающе-раздавливающего действия - гнерковые измельчители, бегуны, катково-тарельчатые, шаро-кольцевые, бисерные и другие мельницы; - измельчители ударного действия - молотковые измельчители, бильные, шахтные мельницы, дезинтеграторы и дисмебраторы, центробежные, барабанные, газоструйные мельницы; - ударно-истирающие и коллоидные измельчители — вибрационные, планетарные, виброкавитационные и прочие мельницы; реактроны; - прочие измельчители (пуансоны, пилы и т.д.). Для дробления применяют щековые, конусные, валковые дробилки, работающие по принципу раздавливания, и ударные дробилки (молотковые, роторные, дезинтеграторы. Методы и оборудование классификации (сортировки) твердых отходов Существует 3 вида классификации сыпучих материалов по крупности кусков или частиц: 1)механическая (грохочение), 2)пневматическая (сепарация) и 3) гидравлическая (гидроцикло-нирование). Для классификации материала с размерами частиц более 5 … 10 мм обычно применяют процесс грохочения. Производительность грохотов высока при относительно малых затратах энергии. При грохочении классификация происходит при двух условиях: перемещение материала по поверхности сита и перемешивании материала при движении по ситу, чтобы крупные частицы не преграждали путь к отверстиям сита мелким частицам. При движении по поверхности сита не все мелкие частицы проходят сквозь отверстия. Чем совершеннее процесс грохочения, тем меньше мелких частиц попадает в надрешетный класс. Качество грохочения оценивают эффективностью грохочения E, выражаемой в процентах или долях единицы отношение массы продукта, прошедшего сквозь сито, к массе нижнего класса в исходном материале. Классификацию более мелкого продукта выгоднее проводить сепарацией. Материал с размерами частиц, исчисляемыми в микрометрах, классифицируют только сепарацией. В ряде случаев особо тонкий помол выгоднее проводить до размеров частиц, не требующих классификации. При сепарация материал разделяется по по крупности частиц в потоке газа. Применяют сепараторы двух основных типов: **воздушно-проходные, в которых вихревое движение создается воздушным потоком, ** циркулярные, снабженные вращающимися лопастями. В них сепаратор работает по замкнутому циклу, что исключает проблему очистки воздуха от особо мелкой пыли. Гидроциклонирование - классификация(разделение частиц , включая частицы ло 5 мкм), в потоке воды, когда вместе с классификации требуется произвести процесс промывки.
Рис.2.21 . Схема мусоросжигающего завода.
Рис.2.22. Технологическая схема переработки твердых бытовых отходов. Таблетирование ─ процесс получения методом прессования компактных изделий или полуфабрикатов в виде таблеток (пеллет)или брикетов из сыпучих или волокнистых материалов. Применение таблеток позволяет снизить себестоимость изделий благодаря сокращению трудоемкой операции весового дозирования порошков, повысить производительность прессового оборудования, улучшить качество изделий и условий труда, поскольку при таблетировании значительно уменьшается объем пресс-материала (для пресс-порошка примерно в два раза, для волокнистых пресс-материалов – в 10 и более раз) и соответственно уменьшается объем загрузочных камер пресс-форм и ход рабочих органов прессов, что сокращает продолжительность технологического цикла прессования. В таблетированных пресс-материалах снижается содержание воздуха и увеличивается теплопроводность по сравнению с порошковыми, что позволяет сократить продолжительность подогрева и прессования таблеток при изготовлении изделий. Брикетирование – окускование при давлениях прессования от 15,0 до 150,0 МПа – менее чувствительно к свойствам исходного материала, и поэтому его применяют для переработки разнообразных зернистых материалов дисперсностью до 10 мм (для грануляции требуются куски крупностью менее 74 мкм). Гранулирование – это совокупнoсть физических и физикохимических процессов, обеспечивающих формирование частиц определенного спектра размеров, формы, необходимой структуры и физических свойств.
2.4.3. Переработка отходов автотранспортных средств
В настоящее время актуальна проблема переработки отходов автотранспортных средств. Эти отходы содержат: изношенные автомобили и их заменяемые детали (шины, аккумуляторы, корпуса, рамы, агрегатные узлы и др.). Для примера приведем отходы легкового автомобиля массой 800кг: · черные и цветные металлы, 71,1 и 3,4% его веса; · полимерные материалы – 8,5%; каучук – 4,7%; · стекло – 4%; · бумага и картон – 0,5%; · прочие материалы, в том числе и опасные химические соединения – 7,8%. По международным нормам допустимым сроком эксплуатации легковых автомобилей считается 10 лет, после чего они должны направляться на переработку. Схема организации потоков отходов автотранспортных средств начинается с площадок сбора отходов (рис.2.23). Демонтаж автомобилей и селективный сбор материалов с выделением опасных отходов производят ремонтные мастерские. Из общего потока отходов автотранспортных средств отбирают кондиционные узлы и детали (для рециклинга и продажи), аккумуляторы, изношенные шины. Остальные отходы (кузова, рамы и другие крупногабаритные части автомобили) последовательно обрабатывают прессованием, резкой, дроблением.Получаемую при этом измельченную фракцию подвергают сепарации магнитными улавливателями для отделения металлолома. Далее собранные в отдельные потоки отходы автотранспортных средств направляют на переработку.
Рис.2.23. Схема организации потоков отходов автотранспортных средств. Металлолом сортируют на черные и цветные металлы, которые в дальнейшем направляют на переплавку.
Содержащиеся в отработанных аккумуляторах кислоты подвергают нейтрализации. Свинец, связанный с сурьмой, также подвергают переработке, а полимерные отходы уничтожают путем высоко-температурного сжигания. Измельченный остаток отходов автотранспортных средств размещают на городских свалках или сжигают, добавляя к твердым бытовым отходам в количестве, равном 5% их общей массы. Образующиеся при этом шлаки содержат большое количество тяжелых металлов. Для снижения токсичности отходов все больше внимания при разработке автомобилей уделяют извлечению опасных химических материалов (например, тяжелых металлов, хлорсодержащих полимеров и др.). Этому способствует соответствующая стандартизованная маркировка деталей на стадии их изготовления. Поэтому одной из перспективных целей управления с отходами автотранспортных средств является максимальное применение рециклинга материалов и наиболее полная утилизация отходов (до 80% общей массы автомобиля). . На рис.2.24 показана в общем виде схема утилизации отходов автотранспортных средств. Движение отходов автотранспортных средств начинают с площадок сбора данных отходов. Часть этих площадок, оснащенных резательным и прессовым оборудованием для предварительной обработки отходов (для повышения эффективности их хранения и транспортировки), может быть преобразована в сортировочно-накопительные склады. Они необходимы как для квалифицированной сортировки отходов, обуславливающей эффективность их дальнейшей переработки, так и для исключения экологически опасных компонентов отходов автотранспортных средств. Продуктивное и взаимовыгодное функционирование площадок сбора отходов и соответствующих сортировочно-накопительных складов предпола- Рис.2.24. Организационно-технологическая схема утилизации отходов автотранспортных средств.
гает развертывание информационно-экспертной системы, определяющей структуру, характеристики и объемы вторичного сырья, необходимого переработчикам и другим потребителям.
Далее с помощью региональной биржевой системы инвентаризации и перераспределения вторичных ресурсов собранные отходы направляют на соответствующую технологическую переработку . 2.4.3.1. Утилизация корпуса автомобиля
Утилизацию старых автомобилей целесообразно рассмотреть как пример рециклинга современного сложного технического изделия, созданного из широкого спектра материалов - черных и цветных металлов, пластмасс, резин, композиционных материалов, лаков, смазочных материалов. Эффективным методом переработки корпуса автомобиля является утилизация металлического лома с использованием шредерной установки, которая позволяет повысить чистоту и снизить размеры переработанного лома, что делает его практически идеальным для использования в сталеплавильном производстве. На площадке завода Втормет в подмосковной Некрасовке действует немецкий шредер (англ. shread, «разрывать»). Система "Авторециклинг", в которую входит "Втормет", работает в столице с 2003 года. Это первый подобный опыт в России. В систему входят 9 специальных утилизационных площадок, на которых автомобиль разукомплектовывают: сливают технические жидкости, снимают колеса, аккумулятор и неповрежденные детали. Запчасти, которые можно использовать, продают на «разборках». Из слитого моторного масла термического крекингом получают печное топливо (60—70% от исходного объема), бензин-растворитель (10—12%) и тяжелую углеводородную фракцию (10—15%), которую используют в производстве асфальта. Старые покрышки измельчают, получая резиновый гранулят (65%), металлические (25%) и текстильные отходы (10%). Резиновую крошку используют повторно — для производства, к примеру, «лежачих полицейских», шумоизоляционных материалов и дорожного покрытия. Несколько предприятий занимаются утилизацией аккумуляторов, в результате переработки которых получают черновой свинец. Кузов и все ненужные железо попадают в шредер "Втормета" (рис.2.25).
Рис. 2.25. Технологическая цепочка шредерной установки: 1 - Разрыватель. Кузов и агрегаты предварительно измельчаются 2 - Шредер. Диск с молотами дробит автомобиль до состояния шрота 3 - Пневматическая сепарация. Поток воздуха отделяет пыль и неметаллические отходы — стекло, пластик, текстиль — от металла 4- Магнитная сепарация. С помощью электромагнита черный металл отделяется от цветного 5- Пылесборник
Схема работы шредерной установки: подготовленный лом манипулятором направляют в разрыватель, где происходит разрыв тонкостенного лома на более мелкие составляющие с помощью противоположно вращающихся зубчатых колес. Потом стальные молоты дробят металл на еще более мелкие части. Затем то, что раньше было машиной, проходит через сепараторы – пневматический, вибрационный и электромагнитный. Дальше – визуальный контроль. В итоге на площадке собирают 3 группы отходов — сталь и чугун, цветные металлы и смесь полимерных и текстильных материалов. Большое количество шредерного лома идет на экспорт, в основном в Турцию, Италию, где существуют жесткие требования к экологии. Этому соответствует пониженное содержание серы, кремния и фосфора в нем по сравнению с ломом категории А. Несмотря на большую стоимость этого вида лома, металлурги значительно улучшают технико-экономические показатели электроплавки. Преимущества использования шредерного лома заключаются в следующем: загрузка лома обеспечивает равномерно-плотную укладку его в печи, соответственно ускоряется прогрев шихты, что сокращает время плавки, снижает расход энергии (до 15%), угар, износ футеровки и т.д. При оптимизации всех процессов европейские металлургические заводы добились сокращения времени плавки на 20–25 мин. и самое главное – повысили качество выплавляемого металла. В отличие от пресса шредер не брикетирует автомобиль, а разлагает его на составляющие :твердые бытовые отходы (искусственную кожу, пенополистирол, ткани ), цветной и черный лом, что удобно для дальнейшей переработки. Таких установок в России всего три (данные ???? года) в Москве, Санкт-Петербурге и Краснодаре. За час шредер способен переработать 60 т металлолома или почти 100 автомобилей. Потенциальная мощность шредерной установки -1 млн т в год, что достаточно для переработки почти всего металлолома московского региона. Но сегодня в России автомобилями шредеры загружены лишь на 6-8%. Шредерная дробилка предназначена для дробления трудно измельчаемых, толстостенных материалов: слитки, ПЭТ бутылки, бумага, картон, дерево, пластмассовые цилиндрические изделия и т.д. Шредер оснащен шнековой выгрузкой (винтовой конвейер, рабочий орган которого представляет собой стержень со сплошной винтовой стенкой или отдельными наклонными лопастями). Вращающийся стержень, помещенный в горизонтальный или наклонный желоб, перемещает сыпучий или мелкокусковой дробленный материал, а также жидкость вдоль желоба. изменения Диаметр фракционной сетки можно изменять от 15 до 100 мм. Стальные молоты-зубья внутри шредера (вес каждого молота - около 80 кг) пробивают листовой металл толщиной до 5 мм и более толстые литые агрегаты. Продукция шредера - шрот - кусочки металла чуть меньше куриного яйца, пригодные для переплавки без дополнительной обработки. Магнитные сепараторы ─ это многоцелевые системы, использующие в своей работе постоянные магниты и электромагниты. и предназначенные для отделения магнитных примесей от немагнитных. Как правило, магнитные барабанные сепараторы исполняют в виде шкивов и располагают в конце или по ходу конвейера. Их используют для очистки транспортируемого материала от магнитных примесей в целях улучшения качества очищаемого материала и предотвращения поломок дорогостоящего обрабатывающего оборудования. Согласно патенту РФ № 2380164 крупногабаритный магнитный барабанный сепаратор состоит из вращающегося барабана, переносящего руду, и системы постоянных магнитов. Попадая в зону действия магнитного поля, магнитные частицы "прилипают" к поверхности барабана и отрываются уже в зоне отсутствия магнитного поля (рис.2.26). Разделение магнитных и немагнитных материалов в барабанных магнитных сепараторах происходит при их движении по рабочей поверхности барабана, т.н. обечайке. Обечайку изготовливают из немагнитной нержавеющей стали (иногда с применением покрытия из стеклоткани или керамического покрытия для дополнительной механической защиты), вращающейся вокруг неподвижной системы постоянных магнитов. Магнитная система расположена внутри барабана и занимает до половины его окружности в сечении. Магнитные частицы притягиваются к поверхности барабана и удерживаются магнитными силами. "Прилипнув" к
Рис. 2.26. Схема работы с ухих промышленных магнитных сепараторов
вращающейся поверхности барабана, магнитная примесь выносится из области сильного магнитного поля неподвижной системы постоянных магнитов и собирается в мусоросборник, тем самым осуществляя разгрузку барабана. Полезный немагнитный продукт (это может быть зерно, мука, песок, руда и т.д.) не испытывает действия магнитной силы притяжения и практически сразу сходит с барабана по баллистической траектории под действием центробежной силы, силы тяжести и силы трения. Магнитные сепараторы такого типа выполняют в одиночной и двойной конфигурациях. В двойной конфигурации используют два барабана, вращающихся в противоположных направлениях вокруг вертикальной оси вращения. Барабанный грохот. Грохочение (рассев) под действием гравитационно-инерционных и гравитационно-центробежных сил используют для разделения твердых отходов на фракции по размерам. Грохочением называется процесс разделения на классы по размерам кусков (зерен) материала при его перемещении на ячеистых поверхностях. Грохочение осуществляют с помощью грохотов. Разделение материалов на грохоте происходит благодаря колебательным движениям ячеистых поверхностей, в результате которых разделяемые материалы встряхиваются и зерна с размером меньше размера отверстия проходят сквозь него. При грохочении смесь зерен отходов разделяют на две фракции: надрешетный продукт, состоящий из зерен с размером больше отверстий рассеивающей поверхности, и подрешетный продукт, зерна которого прошли через отверстия. Барабанный грохот представляет собой сортировочную сетку в виде барабана, вращающуюся вокруг оси и составляющую небольшой угол с горизонталью. Для одновременного выделения различных классов крупности концентрически устанавливают несколько сеток с ячейками разного размера. Барабаны могут иметь форму цилиндра, конуса, призмы, усеченных конуса или пирамиды. Барабанные грохота уравновешиваются, вращаются медленно, в меньшей степени передают вибрацию на опоры, поэтому их можно устанавливать на межэтажных перекрытиях и на бункерах. Вместе с тем они громоздки, так как в каждый момент времени используется не более 20% общей площади просеивающей поверхности. Производительность барабанного грохота достигает 100 т/ч.(рис.2.27). Установка магнитноимпульсной сепарации лома цветных металлов, включая автомобильный, автоматически извлекает цветной металл из засоренного металлического лома при одновременной сепарации по плотности (отделения алюминия и его сплавов от меди, медных и цинковых сплавов). Установка предназначена для обработки ТПО и ТБО, содержащих лом цветных металлов. При утилизации автотранспорта и бытовой техники предварительно дробят отходы в специальных молотковых дробилках на отдельные куски с размерами менее 100мм. Далее существующими методами (использование воздушных потоков, электромагнитов с постоянным полем и переменным полем низкой частоты) отделяют часть диэлектрических материалов (легкая
Рис. 2.27. Барабанный грохот
фракция), ферромагнитные тела и крупные куски цветных металлов. Оставшаяся часть лома с размерами 3−5 см и меньше содержит до 70% металлов в смеси с диэлектриком, и в настоящее время эта часть сырья сепарации не подлежит, что существенно снижает рыночную стоимость этой части лома. Магнитно-импульсный сепаратор решает проблему извлечения цветных металлов с размерами частиц меньше 50 мм с одновременным разделением меди и алюминия. Прицип действия установки заключается в том, что проводящие тела ускоряются и сбрасываются с конвейера в результате удара, который возникает при кратковременном воздействии на них сильного импульсного магнитного поля. (рис. 2.28). Оно создается соленоидом, расположенным под конвейером, при протекании по нему разрядного тока конденсаторной батареи. Параметры установки выбраны так, чтобы баллистические траектории тел различной плотности существенно отличались. Это позволяет отделить медные тела от алюминиевых: они попадают в разные бункеры. При этом диэлектрические тела не подвергаются воздействию поля и остают-
Рис. 2.28. Схема магнитоимпульсной сепарации: 1 – соленоид (источник магнитных импульсов, за счет которых металлические частицы сбрасываются с конвейерной ленты); 2 – контейнер для частиц из диэлектрических материалов; 3 – контейнер для частиц из мели и медных сплавов; 4 – контейнер для алюминиевых частиц; 5 – электромагнит, притягивающий частицы из черных металлов
ся на конвейере, а затем сбрасываются с него в бункер отходов. Разработанный промышленный макет позволил получить продукт, в котором содержание алюминия достигает более 90 % (до этапа магнитно-импульсной сепарации его содержание составляло около 60%). Производительность установки определяют скорость движения конвейера, плотность потока материала, частота. срабатывания установки. Технические параметры предлагаемого сепаратора: производительность — 3 куб. м в час; чистота сепарации по алюминию — более 90%; крупность сепарируемых кусков — 15−45 мм. Установка экологична, полностью автоматизирована; потребляет менее 10 кВт/час. Потребительские характеристики магнитно-импульсного сепаратора существенно отличаются в лучшую сторону от характеристик известных в настоящее время сепараторов, в которых для разделения по плотности используют дорогостоящие и экологически опасные «тяжелые суспензии», то есть жидкости различной плотности.
Таблица 2.15.Сравнительная характеристика технологий Таблица 2.13. Методы улавливания СО2, получаемые из него продукты И области их применения
ние как ускоритель твердения бетона, антигололедное средство. Потребность в CaCl2 постоянно возрастает. [!! ] разработана концепция проекта комбинированного предприятия – «МСЗ- получение соды и хлорида кальция»,перерабатывающее предварительно отсортированные ТБПО с получением из отходящих газов, содержащих в основном СО2, соду и хлорид кальция [ЧИМ ]. Технология МСЗ защищена патентом РФ 2249766. Она исключает образование диоксинов и фуранов, а получение соды и хлорида кальция из СО2 по адаптированному методу Сольве снижает на 50% выброс этого парникового газа в атмосферу и тем самым вносит вклад в выполнение требований Киотского соглашения. Разработана следующая схема комбинированного предприятия «МСЗ-производство Na2CO3 и CaCl2 » (рис.2.30).
Рис. 2.30. Схема комбинированного производства «МСЗ – получение Соды и хлорида кальция» Согласно схеме горячий поток газов, выходящий из печи МСЗ, пропускают через теплообменник (паровой котел), в котором получают горячую воду или пар. Газовую смесь, содержащая СО2 и азот, подают в сатуратор, в который предварительно поступает водный раствор аммиака и хлорида натрия. Образующиеся бикарбонат натрия и хлорид аммония, используя их различную растворимость, разделяют в аппарате получают соду. При этом используется 50% из первичного потока СО2..Смесь газов,
содержащая остаточный СО2 и азот, или сбрасывают в атмосферу или подвергают дальнейшей переработке. Например, можно получать жидкий СО2, используемый в процессе криобластинга, перспективного метода очистки поверхностей заготовок или изделий машиностроения. Таким образом комбинированное производство позволяет: 1) Обеспечить сжигание твердых отходов. 2) Исключить образование опасных для населения диоксинов и фуранов. 3) Снизить на 50% выброс СО2, способствующего созданию парникового эффекта. 4) Получать из доступной и недорогой гашеной извести (Ca(OH)2) коммерчески востребованный продукт – хлорид кальция (CaCl2), применяемый в качестве ускорителя твердения бетона, антигололедного реагента. 5) Получать кальцинированную соду, применяемую в стекольном производстве, мыловарении и производстве синтетических моющих средств, эмалей, ультрамарина. Также её применяют для умягчения воды паровых котлов и устранения жёсткости воды, для обезжиривания металлов и десульфатизации доменного чугуна. 6) Обеспечить получение прибыли или в крайнем случае самоокупаемость производства. Получение метанола из отходящих промышленных газов, содержащих значительное количество СО2 и водорода. Один из способов получения метанола из смеси газов, содержащей СО2, для утилизации отходящих промышленных газов высокотемпературных печей производства оксида этилена разработан в ОАО «Казаньоргсинтез» (рис. 2.31). Состав газов в %: 18,8 СО; 25,6 Н2; 26 С02; 2,4 СН4; 21,28 N2; 5,92 Н20, расходом 18 тыс. м3/ч [!!!! ]. Отходящие газы из промышленной печи 1 поступают в теплообменник 2, где отходящие газы нагреваются до температуры 400 °С за счет реакционной теплоты газа, образующегося в реакторе восстановления 3. В реакторе восстановления происходит превраще- ние СО2 в СО на кобальтмолибденовом катализаторе по реакции: СО2 + Н2 → СО + Н2О + 9,8 ккал. Восстановленный газ охлаждают в холодильнике 4 и отделяют образовавшуюся воду. После отделения воды смесь, выходящую из реактора нагревают в теплообменнике 5, дожимают компрессором 6 и подают на первую стадию синтеза метанола в реактор синтеза 7. В реакторе газовая смесь контактирует с медьсодержащим катализатором при 250°С и давлении 5,0 МПа с образованием метанола и воды: СО + 2Н2 → СНзОН + + 21,67 ккал.
Рис. 2.31.Технологическая схема получения метанола из отходящих газов (Готх), содержащих СО2: 1 — промышленная печь; 2, 5 — теплообменники обратных потоков; 3 — реактор восстановления; 4, 8, 13 — холодильники; 6, 10 — компрессоры; 9, 14 — сепараторы; 11 — теплообменник; 7, 12 — реакторы синтеза [ Шамсутдинов ] Газ, выходящий из реактора, направляют в рекуперативный теплообменник 5 для нагрева газа, поступающего в реактор, и затем охлаждают в холодильнике-конденсаторе 8. После отделения метанола-сырца в сепараторе 9 газовый поток смешивают с рециркуляционным газом второй стадии синтеза метанола, сжимают циркуляционным компрессором 10 и через теплообменник 11 направляют в реактор синтеза 12. Образующийся на второй стадии метанол конденсируют в холодильнике-конденсаторе 13. После отделения метанола-сырца в сепараторе 14 часть газа выводят из системы, а остальную часть смешивают с газом, поступающим с первой стадии, и подают на вход циркуляционного компрессора. Расчеты показывают, что в результате предварительного восстановления диоксида углерода и отделения образовавшейся воды уменьшается содержание воды в метаноле-сырце. Получаемая в результате реакций вода не содержит солей и может использоваться для технологических нужд без дополнительной очистки. Общее количество метанола, получаемого на первой и второй стадиях, составляет 3,27 т/ч. Таким образом, выявленные источники промышленных выбросов, содержащих в своем составе значительное количество оксида и диоксида углерода, целесообразно утилизировать для процесса синтеза метанола. Использование промышленных газов в качестве сырья для производства метанола позволит снизить материальные затраты на традиционное сырье и улучшить экологическую обстановку в регионах. Метанол используют как биотопливо. На наш взгляд целесообразно предварительно синтезировать из него значительно менее токсичное топливо ─ диметиловый эфир, который в частности используют в Москве в качестве альтернативного экологически приемлемого вида топлива.
Рис.2.32. Схема переработки отходов полимерных изделий Отходы в виде вышедших из употребления изделий требуют более основательной подготовки. Предварительная обработка отходов сельскохозяйственной ПЭ пленки, мешков из под удобрений, отходов из других компактных источников, а также смешанных отходов включает следующие этапы: сортировка (грубая) и идентификация (для смешанных отходов), измельчение, разделение смешанных отходов, мойка, сушка. После этого материал подвергают грануляции. Предварительная сортировка включает: грубое разделение отходов по различным признакам: цвету, габаритам, форме и, если это нужно и Таблица 2.13. ПВХ | ПА | ПС | ПЭТ | ПУ | ПК | ТФ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1. | Методы сбора и сортировки | + | + | + | + | + |
| + | + | + | + | + | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.1. | Ручной, визуальный | + | + | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.2. | Идентификация для смешанных отходов | + | + | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.3. | Разделение смешанных отходов | + | + | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.3.1. | Магнитный | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.3.2. | Электросепарация | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.3.3. | Флотация | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.3.4. | Аэросепарация | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.3.5. | Глубокое охлаждение | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.3.6. | Химические методы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Измельчение | + | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2. | Мойка | + | + | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3. | Сушка | + | + | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4. | Пластикация | + | + | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5. | Грануляция | + | + | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | Агломерирование | + | + | + | + | + | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7. | Химическая модификация | + | + | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8. | Физико-химич. Модификация
| + | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9. | Введение наполнителей | + | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10. | Повторное плавление | + | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11.. | Деструкция (или деполимеризация) до мономеров | + | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12. | Термодеструкция (пиролиз) с получением топлива | + | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13.. | Смешение | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14. | Синтез базового полимера | + | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
возможно, - по видам пластмасс. Предварительную сортировку производят, как правило, вручную на столах или ленточных конвейерах;
при сортировке одновременно удаляют из отходов различные посторонние предметы и включения.
Разделение смешанных (бытовых) отходов термопластов по видам проводят следующими основными способами: флотационным, разделением в тяжелых средах, аэросепарацией, электросепарацией, химическими методами и методами глубокого охлаждения. Наибольшее распространение получил метод флотации, который позволяет разделять смеси таких промышленных термопластов, как ПЭ, ПП, ПС и ПВХ. Разделение пластмасс производят при добавлении в воду поверхностно-активных веществ, которые избирательно изменяют их гидрофильные свойства. В некоторых случаях эффективным способом разделения полимеров может оказаться растворение их в общем растворителе или в смеси растворителей. Обрабатывая раствор паром, выделяют ПВХ, ПС и смесь полиолефинов; чистота продуктов - не менее 96 %. Одна из общих схем утилизации отходов ПЭНД (полиэтилена низкого давления) и других полиолефиновых полимеров и пластамасс приведена на рис.2.33.
ООО "Тригла" (г.Москва) производит измельчитель полимеров IPRM (производительность 30-2000 кг/час) и спроектировало автоматическую систему сортировки (разделения) полимерных отходов на основе их цвета и сорта.

Рис.2.33. Схема утилизации олефинов с получением гнул:
1 - узел сортировки отходов; 2 - дробилка; 3 - моечная машина; 4 - центрифуга; 5 -сушильная установка; 6 - гранулятор
Существенной первой стадией является измельчение (резание) полимерных отходов. ООО "Полимеч" (г.Москва) производят роторный измельчитель полимеров марки SLP-2000 для измельчения(резания) больших по размеру деталей, труб и других изделий, сделанных из полиамида, АБС-пластика, капрона (нейлона).
Механическое измельчение осуществляют методом дробления и резания , а также криогенным способом.Далее измельченные отходы подают на отмывку в моечную машину 3. Отмывку ведут в несколько приемов специальными моющими смесями. Отжатую в центрифуге массу с влажностью 10... 15 % подают на окончательное обезвоживание в сушильную установку, до остаточного содержания влаги 0,2 %, а затем в гранулятор .
Для сушки отходов применяют полочные, ленточные, ковшевые, с "кипящим" слоем, вихревые и другие сушилки.
Известны установки, в которых есть устройства и для мойки, и для сушки производительностью до 350...500 кг/ч. В такой установке измельченные отходы загружают в ванну, которую заполняют моющим раствором. Пленка перемешивается лопастной мешалкой, при этом грязь оседает на дно, а отмытая пленка всплывает. Обезвоживание и сушку пленки осуществляют на вибросите и в вихревом сепараторе. Остаточная влажность составляет менее 0,1 %.
Грануляция является заключительной стадией подготовки вторичного сырья для последующей переработки в изделия. Эта стадия особенно важна для ПЭНП в связи с его низкой насыпной плотностью и трудностью транспортирования. В процессе гранулирования материал уплотняется, что облегчает его дальнейшую переработку.
Для пластикации измельченных и очищенных отходов полимерных отходов наиболее широкое применение нашли одночервячные экструдеры с длиной (25...30) Д оснащенные фильтром непрерывного действия и имеющие зону дегазации. На таких экструдерах довольно эффективно перерабатывают практически все виды вторичных термопластов при насыпной плотности измельченного материала в пределах 50...300 кг/куб.м. Однако для переработки загрязненных и смешанных отходов необходимы червячные прессы специальных конструкций, с короткими многозаходными червяками (длиной (3,5...5) ???D )9 имеющими цилиндрическую насадку в зоне выдавливания.
Способ гранулирования зависит от свойств перерабатываемого термопласта и, особенно от вязкости его расплава и адгезии к металлу.
При грануляции на головке расплав полимера выдавливают через отверстие в виде цилиндрических жгутов, которые отрезаются скользящими по фильерной плите ножами. Полученные гранулы ножом отбрасываются от головки и охлаждаются.
При использовании оборудования с большой единичной мощностью применяют так называемое подводное гранулирование. При этом способе расплав полимера выдавливают в виде стренг через отверстия фильерной плиты на головке сразу в воду и разрезают на гранулы вращающимися ножами. Температуру охлаждающей воды поддерживают в пределах 50...70 °С, что способствует более интенсивному испарению остатков влаги с поверхности гранул; количество воды составляет 20...40 мЗ на 1 т гранулята.
Чаще всего в головке грануляторов формуются стренги или ленты, которые гранулируют после охлаждения в водяной ванне. Диаметр получаемых гранул составляет 2...5 мм.
Из гранулята получают упаковки для товаров бытовой химии, вешалки, детали строительного назначения, сельскохозяйственные орудия, поддоны для транспортировки грузов, вытяжные трубы, облицовку дренажных каналов, безнапорные трубы для мелиорации и другие изделия. Эти изделия получают из "чистого" вторичного сырья.
Однако более перспективным является добавление вторичного сырья к первичному в количестве 20...30 %. Введение в полимерную композицию пластификаторов, стабилизаторов, наполнителей позволяет увеличить эту цифру до 40...50 %. Это повышает физико-механические характеристики изделий, однако их долговечность (при эксплуатации в жестких климатических условиях) составляет всего 0,6...0,75 от долговечности изделий из первичного полимера
Методы модификации вторичного полимерного материала можно разделить на:
1) химические (сшивание, введение различных добавок, главным образом органического происхождения, обработка кремнийорганическими жидкостями и др.)
2) физико-механические.
Большой научный и практический интерес представляет создание наполненных полимерных материалов на основе вторичного полиэтиленового сырья. Использование полимерных материалов из вторичного сырья, содержащих до 30 % наполнителя, позволит высвободить до 40 % первичного сырья и направить его на производство изделий, которые нельзя получать из вторичного (напорные трубы, упаковочные пленки, транспортная многооборотная тара и др.). Это в значительной степени сокращает дефицит первичного полимерного сырья.
Для получения наполненных полимерных материалов из вторичного сырья используют дисперсные и армирующие наполнители минерального и органического происхождения, а также наполнители, которые можно получать из полимерных отходов (измельченные отходы реактопластов и резиновая крошка). Наполнению можно подвергать практически все отходы термопластов, а также смешанные отходы, которые для этой цели использовать предпочтительней и с экономической точки зрения.
Таблица 2.14 .Типы пленочных изделий, полученных из отходов ПВХ
Последующее хлорметилирование полученных продуктов приводит к получению соединений, растворимых в воде, что свидетельствует о возможности использования вторичного поли-стирольного сырья для получения растворимых полиэлектролитов.
Технологические отходы ПС по своим физико-механическим и технологическим свойствам не отличаются от первичного сырья. Эти отходы являются возвратными и в основном используются на тех предприятиях, где они образуются. Их можно добавлять к первичному ПС или использовать в качестве самостоятельного сырья при производстве различных изделий.
Значительное количество технологических отходов (до 50 %) образуется в процессе переработки полистирольных пластиков литьем под давлением, экструзией и вакуум-формованием, возврат которых в технологические процессы переработки позволяет значительно повысить эффективность использования полимерных материалов и создавать безотходные производства в промышленности переработки пластмасс.
АБС-пластики широко применяют в автомобилестроении для изготовления крупных деталей автомобилей, при производстве сантехнического оборудования, труб, товаров народного потребления и т.д.
При выборе способа переработки экструзионного АБС доказана принципиальная возможность формования изделий методами прямого прессования, экструзии, литья под давлением.
Эффективной технологической стадией переработки отходов АБС является сушка полимера, позволяющая довести содержание влаги в нем до уровня, не превышающего 0,1 %. В этом случая устраняется образо-вание таких дефектов в материале, возникающих от избытка влаги, как чешуйчатая поверхность, серебристость, расслаивание изделий по толщине; от предварительной сушки свойства материала улучшаются на 20.. .40 %.
Однако способ прямого прессования оказывается малопроизводительным, а экструзия полимера затрудняется из-за его высокой вязкости.
Перспективной представляется переработка технологических отходов АБС полимера методом литья под давлением. При этом для улучшения текучести полимера необходимо вводить технологические добавки. Добавка к полимеру облегчает процесс переработки АБС полимера, так как приводит к увеличению подвижности макромолекул, гибкости полимера и снижению его вязкости.
Полученные по такому способу изделия по своим эксплутационным показателям не уступают изделиям из первичного полимера, а порой даже превосходят их. Бракованные и изношенные изделия можно утилизировать измельчением с последующим формованием полученной крошки в смеси с первичными материалами или в качестве самостоятельного сырья.
Значительно более сложная ситуация наблюдается в области утилизации изношенных изделий из ПС, в том числе вспененных пластиков. За рубежом основными путями их утилизации являются пиролиз, сжигание, фото- или биоразложение, захоронение. Амортизованные изделия культурно-бытового назначения, а также промышленности полимерных, строительных, теплоизоляционных материалов и других можно подвергать повторной переработке в изделия. В основном это касается изделий из ударопрочного ПС.
Блочный ПС необходимо перед повторной переработкой совмещать с ударопрочным ПС (соотношение 70:30), модифицировать другими способами или подвергать вторичной переработке его сополимера с акрилонитрилом, метилметакрилатом (МС) или тройные сополимеры с МС и акрилонитрилом (МСН). Сополимеры МС и МСН отличаются более высокой стойкостью к атмосферному старению (по сравнению с ударопрочными композициями), что имеет большое значение при последующей переработке.
Вторичный ПС можно добавлять к ПЭ.Для превращения отходов полистирольных пленок во вторичное полимерное сырье их подвергают агломерированию в роторных агломераторах. Низкое значение ударной вязкости ПС обусловливает быстрое измельчение (по сравнению с другими термопластами). Однако высокая адгезионная способность ПС приводит, во-первых, к слипанию частиц материала и образованию крупных агрегатов до того (80 °С), как материал становится пластичным (130 °С),и, во-вторых, к прилипанию материала к перерабатывающему оборудованию. Это значительно затрудняет агломерирование ПС по сравнению с ПЭ, ПП и ПВХ.
Полученный из смешанных отходов вторичный ПС обладает высокими физико-механическими показателями, его можно в расплавленном состоянии добавлять в асфальт и битум. При этом снижается их стоимость, и прочностные характеристики возрастают примерно на 20 %.
Для повышения качества вторичного полистирольного сырья проводят его модификацию.
Методы переработки отходов полиамидов (ПА)
Значительное место среди твердых полимерных отходов занимают отходы полиамидов образующиеся в основном при производстве и переработке в изделия волокон (капрон и анид), а также вышедшие из употребления изделия
Количество отходов при производстве и переработке волокна достигает 15 % (из них при производстве - 11... 13 %). Так как ПА дорогостоящий материал, обладающий рядом ценных химических и физико-механических свойств рациональное использование его отходов приобретает особую важность.
Многообразие видов вторичного ПА требует создания специальных методов переработки и в то же время открывает широкие возможности для их выбора. Наиболее стабильными показателями обладают отходы ПА-6,6, что является предпосылкой создания универсальных методов их переработки. Ряд отходов (обрезиненный корд, обрезь, изношенные чулочно-носочные изделия) содержит неполиамидные составляющие и требует специального подхода при переработке. Изношенные изделия загрязнены, причем количество и состав загрязнений определяется условиями эксплуатации изделий, организацией их сбора, хранения и транспортирования.
Существующие способы переработки отходов ПА можно отнести к двум основным группам: механические, не связанные с химическими превращениями, и физико-химические. Механические способы включают измельчение и различные приемы и методы, использующиеся в текстильной промышленности для получения изделий с волокнистой структурой.
Механической переработке подвергают слитки, некондиционная лента, литьевые отходы, частично вытянутые и невытянутые волокна. Измельчение является не только операцией, сопровождающей большинство технологических процессов, но и самостоятельным методом переработки отходов.
Измельчение позволяет получить порошкообразные материалы и крошку для литья под давлением из слитков, ленты, щетины. Характерно, что при измельчении физико-химические свойства исходного сырья практически не изменяются. Для получения порошкообразных продуктов применяют, в частности, процессы криогенного измельчения.
Отходы волокон и щетины используют для производства рыболовной лесы, мочалок, сумочек и др., однако при этом требуются значительные затраты ручного труда. Из механических методов переработки отходов наиболее перспективными, получившими широкое распространение следует считать производство нетканых материалов, напольных покрытий и штапельных тканей. Особую ценность для этих целей представляют отходы полиамидных волокон, которые легко перерабатываются и окрашиваются.
Физико-химические методы переработки отходов ПА классифицируют следующим образом:
1) деполимеризация отходов с целью получения мономеров, пригодных для производства волокна и олигомеров с последующим их использованием в производстве клеев, лаков и других продуктов;
2) повторное плавление отходов для получения гранулята, агломерата и изделий экструзией и литьем под давлением;
3) переосаждение из растворов с получением порошков для нанесения покрытий;
4) получение композиционных материалов;
5) химическая модификация для производства материалов с новыми свойствами (получение лаков, клеев и т.д.).
6) Деполимеризацию широко применяют в промышленности для получения высококачественных мономеров из незагрязненных технологических отходов.
Деполимеризацию проводят в присутствии катализаторов, которыми могут быть нейтральные, основные или кислые соединения.
Широкое распространение в нашей стране и за рубежом получили метод повторного плавления отходов ПА, получение порошков из отходов ПА путем переосаждения из растворов, наполнение их волокнистыми материалами (стекловолокном, асбестовым волокном и т.п.).
Основными процессами, используемыми для регенерации вторичного полимерного сырья из отходов ПА, являются:
1) регенерация ПА путем экструзии изношенных капроновых сетематериалов и технологических отходов с получением гранулированных продуктов, пригодных для переработки в изделия методом литья под давлением;
2) регенерация ПА из изношенных изделий и технологических отходов капрона, содержащих волокнистые примеси (не полиамиды), путем растворения, фильтрации раствора и последующего осаждения ПА в виде порошкообразного продукта.
Вторичное волокнистое полиамидное сырье, содержащее неполиамидные материалы, обрабатывают для удаления неполиамидных включений.
В настоящее время технологические отходы, образующиеся в производстве капронового волокна достаточно эффективно используют для производства нетканых материалов, напольных покрытий и гранулята для литья и экструзии. Основной причиной недостаточного использования вышедших из строя изделий из ПА из компактных источников является отсутствие высокоэффективного оборудования для их первичной обработки и переработки.
Рис.2.35. Схема утилизации отходов полиуретана
Рис.2.36. Направления рециклинга полимеров
|
| ||
| Рис.2.37.Схема синтеза ПЭТ ( ) и его декомпозиции ( ) | ||
Значительный интерес представляет технология фирмы « Sicoplast »,
позволяющая получать качественные хлопья ПЭТ, из которых далее можно производитььширокий ассортимент востребованной на рынке продукции.
На рис.2.38 представлена общая схема технология фирмы « Sicoplast » и. блок-схема технологии рециклинга отходов ПЭТ фирмы «Sicoplast»т приведена на рис. 2.39.

Рис.2.38. Схема технологии рециклинга отходов ПЭТ
Исходным сырьем является использованная ПЭТ-бутылка, а также конструкционные пластмассы, такие как АБС, ПС, ПМ. Перед запуском в переработку сырье проходит предварительную сортировку. Сырье сортируют по цветам (бесцветный, голубой, зеленый, коричневый). Из общей массы сырья исключают партии содержащие загрязнения в виде масел, ядохимикатов, лакокрасочных материалов и горючих веществ (бензин, ацетон и т.д.), а также других вязких веществ не растворимых в воде.
С целью рационального использования воды линия имеет встроенную систему водоподготовки с оборотной водой и системой очистки воды. Конечным продуктом переработки является чистые ПЭТ-хлопья.
Одно из перспективных направлений рециклинга ПЭТ-бутылок и других ПЭТ-изделий является производство полиэстеровой ленты, которую также называют ПЭТ-лента или лавсановая лента., Первый завод по ее производству ООО «Лавсан Индустрия» открылся в 2003 г. в г.Клин (м.о.). До этого на отечественный рынок поступала импортная продукция из Швейцарии, Германии и Италии.

Рис.2.39. Блок-схема технологии рециклинга отходов ПЭТ фирмы « Sicoplast »
ПЭТ-ленту широко используют во всем мире для упаковки и транспортировки тяжелых грузов. К ним относятся металлопрокат, лесо- и пиломатериалы, кирпич, огнеупорные изделия, грузы на поддонах и т. д. Прежде для обвязки такого рода грузов применяли стальную холоднокатаную ленту. Впервые же ПЭТ-изделия стали использовать в США для упаковки крупных тюков хлопка и искусственного волокна. ПЭТ_лента позволяет избежать двух существенных недостатков, связанных с применением стальной ленты. Во-первых, она не ржавеет сами и соответственно не загрязняют товар и, во-вторых, повысила безопасность труда, поскольку снятие стальной обмотки при распаковке грузов является чрезвычайно травмоопасной операцией.
В настоящее время на рынке представлены три вида упаковочных лент: полипропиленовая, полиэстеровая и стальная. Сразу стоит оговориться, что первая значительно уступает по прочности двум последним. Усилие на разрыв у нее (в зависимости от толщины и размера) составляет 65-380 кгс, поэтому такую ленту применяют в качестве обвязывающего материала для упаковки и скрепления коробок с малогабаритными грузами весом до 500 кг. Главная борьба за рынок крупногабаритных и тяжелых грузов разворачивается между производителями стальной холоднокатаной и ПЭТ-ленты.
Одним из важнейших параметров при сравнении подобного типа упаковок являются их прочностные характеристики. Так, удельная прочность мягких стальных лент составляет приблизительно 300-350 Н/мм, полунагартованных — 350-450 Н/мм, а нагартованных — 450-750 Н/мм. Удельная прочность ПЭТ-лент находится в пределах от 450 до 600 Н/мм.
Прочность ПЭТ-лент равна 75-95% прочности стальных нагартованных изделий. Но при этом первые обладают значительно большей упругостью (величина их относительного упругого удлинения составляет 8-12%), что также немаловажно при проведении погрузочно-разгрузочных работ.
Например, при поднятии пакета пиломатериалов вилочными погрузчиками края упаковки провисают, что приводит к растяжению ленты на крайних обвязках. Мягкие стальные ленты в подобном случае растянутся, но неупруго, а затем, когда пакет будет поставлен на землю, провиснут. Нагартованные ленты порвутся, поскольку у тех из них, что произведены в России из сталей марок 08пс и 08кп, упругое относительное удлинение равно нулю. А вот полиэстеровая продукция не просто растянется при деформации пакета, но и вернется затем в начальное положение, проявляя так называемый эффект возвратной памяти.
Другим примером изменения размера пакуемого груза в процессе производства является уменьшение объема пакетов с пиломатериалами в сушильных камерах. В этом случае пакеты перед помещением в камеру, как правило, обвязываются лентами. После сушки стальные ленты, не имеющие относительного упругого удлинения, провисают на пакете, что требует их подтяжки или полной перепаковки тюка. Полиэстеровые же ленты способны выдерживать температуру до 95 °С, поэтому на выходе из сушильной камеры достаточно прочно обтягивают пакет, позволяя сэкономить время и упаковочные материалы.
Вес ПЭТ-лент в 4-7 раз меньше, чем стальных. Как следствие — упаковки полиэстеровых изделий, равные по весу металлическим аналогам, имеют в 4-5 раз больший метраж. Кроме того, отсутствие острых кромок исключает возможность порезов, а сам полиэстер устойчив к атмосферным воздействиям, не ржавеет и не оставляет на поверхности груза ржавых пятен. Сумма всех этих факторов значительно облегчает работу с ПЭТ-продукцией..
К несомненным достоинствам стальной холоднокатаной ленты следует отнести гораздо больший диапазон выпускаемых типоразмеров. В зависимости от требований заказчика и области применения лента может быть изготовлена мягкой, полунагартованной нагартованной и высоконагартованной с максимальным усилием на разрыв до 4000 кгс. Подобные изделия можно также покрывать цинком, воском или лаком. Такое разнообразие позволяет заказчику подобрать стальную ленту требуемых размеров и определенных механических свойств для упаковки практически любого груза.
Рис.2.40 . Основные направления обезвреживания и утилизации гальваношламов .
использовать шламы в качестве вторичного промышленного сырья, например для извлечения ценных компонентов.
Второе направление является с экологической точки зрения более перспективным. В зависимости от состава гальваношламов их после
обезвоживания можно использовать в качестве вторичных материалов ресурсов, например, при производстве кирпича, отделочной плитки, черепицы. Чтобы проверить надежность «захоронения» тяжелых металлов в керамику, производится вытяжка из нее водой, а также растворами уксусной и серной кислот (рН=5,5) – во всех вытяжках содержание металлов находится в пределах ПДК. При повышении рН содержание металлов, особенно хрома, в вытяжках значительно увеличивается.
Третье направление основано на использовании гальваношламов в качестве сырья для извлечения ценных компонентов.
Согласно ГОСТ 1639-78 предприятия металлургии могут принимать для переработки отходы гальваники, однако существуют ограничения (табл.).
Таблица. ??? Технические требования к промышленным отходам и шламам, содержащие цветные металлы
| Характеристика отходов | Содержание металла не менее, сумма % | Норма |
| Печные выломки, катодные крючки с наросшим Ni, шлаки, съем | Ni,Cu,Co | 20 |
| Отходы, не удовлетворяющие требованиям 1-го сорта, шламы, соли | Ni, Co | 3 |
| Железоникелевые аккумуляторы | Ni | 3 |
Существуют и другие ограничения. Например, Zn является «ядом» для Ni, примеси Pb несовместимы с Zn и Ni и т.д. Шламы должны иметь влажность не более 10%, массу отдельных кусков не более 1кг.
На рис. 2.41 представлена схема переработки гальваношламов.

Рис. 2.41. Схема безотходной переработки гальваношламов
Схема переработки твердых отходов потребления и производства гальванических элементов (ГЭ) приведена на . рис.2.42

Рис. 2.42. Схема процесса переработки твердых отходов потребления и производства гальванических элементов (ГЭ)
Рис. 2.43. Схема термического реактора для переплавки стеклобоя и отходов стекловолокна:.
1 – загрузочное окно, 2, 7, 9 – форсунки, 3 – фильтр, 4 - дымовая труба, 5 – двойной свод, 6 – узел подачи воздуха, 8 – питатель, 10 – гранулятор, 11 – стекломасса, 12 – отходы.
реакторе двойного свода 5 с теплообменником и фильтра 3 позволяет эффективно использовать тепло отходящих газов и, снижая перепад
температур между верхней и нижней частями плавильного бассейна, резко уменьшить выбросы в атмосферу из расплава вредных и дефицитных компонентов (бора, фтора, мышьяка и др.), улучшить структуру получаемых гранул.
Оптимальны условия в объеме отходов и получаемом расплаве, минимальные потери при сгорании топлива и стабилизация химического состава стеклогранул, соответствующего требованиям на сырьевые материалы для стекловарения, позволили по сравнению с имеющимися решениями снизить расход топлива на 40%,повысить производительность в 2,5 – 3 раза и значительно снизить выбросы в окружающую среду соединений бора. Экономия минерального сырья при подготовке стекольной шихты с использованием специально переработанных отходов основного производства достигает 30%.
Рекуперация отходов стекловолокна их самоизмельчением в сочетании с термообработкой при 450-830С в туннельной или барабанной печи и последующим резким охлаждением заключается в следующем. На рис.2.44представлена технологическая схема рекуперации твердых отходов стекловолокна и стеклобоя.

Рис. 2.44. Технологическая схема рекуперации твердых отходов стекловолокна и стеклобоя:1 – бункер накопительный, 2 – бункер расходный, 3 – зона сортировки и асирации, 4 – зона нагрева, 5 – зона охлаждения, 6 – конвейер, 7 – измельчитель, 8 – пневмосистема.
Стеклянные нити (их отходы) в мягкой и твердой фазах, прошедшие операции сбора, транспортировки и сортировки направляют в туннельную печь в виде слоя с определенным соотношением его высоты к ширине от 0,025 до 0,35, и термообрабатывании при 450-830С. Размеры слоя обеспечивают равномерный отжиг отходов и удаление (выжигание) органического и неорганического покрытия их поверхности по всему объему.
Подготовленные отходы подают в камеру охлаждения с целью резкого снижения их температуры. Охлаждение осуществляют за счет термического удара (например, сжатым воздухом) при перепаде в (0,005-0,3) температуры сгорания наиболее термостойкого компонента покрытия стеклянных нитей или их отходов, что вызывает спонтанные структурные изменения в объеме переработанного материала, его разупрочнение (растрескивание) и массовое самоизмельчение волокон отходов. Отходы с прочностью на истирание и излом меньшей, чем до операции резкого охлаждения, направляют на измельчение, например, в молотковой дробилке при соотношении твердой фазы с мягкой большем, чем в три раза по сравнению с их соотношением перед термообработкой. Дополнительно возможен ввод возвратного стеклобоя (например, бракованных стеклошариков) в измельчитель или печь отжига в количестве 2-45% от массы отходов. Возвратный стеклобой вводят в измельчитель с целью интенсификации процесса измельчения отходов: стеклобой выполняет роль дополнительных помольных тел. Одновременно решается вопрос о его вторичном использовании. Стеклобой вводят в печь отжига при наличии в стекле кусков крупнее 30-70мм. За счет термоудара такие куски разрушаются на фракции 1-15мм, которые затем направляются в измельчитель в качестве помольных тел и для дополнительного их измельчения до максимальных размеров 0,8-1,0мм.
Технико-экономический эффект от использования этого способа рекуперации выражается в увеличении производительности процесса 1,4-1,7 раза, снижении энергозатрат на 32-43% и уменьшении загрязнения окружающей среды. Использование в стекловарении порошка из отходов целевого продукта путем его добавки в качестве комплексного компонента в традиционную порошковую или компактированную шихту позволяет экономить до 45% дорогостоящего минерального сырья.
Рис. 2.45. Технологическая схема установки сжигания радиоактивных отходов на базе шахтной печи.
где 1 – узел загрузки, 2 – шахтная печь, 3 – плазменный генератор, 4 – узел ввода углеводородов, 5 – узел шлакоудаления, 6 – камера дожигания, 7 – газовая горелка, 8 – распылительное устройство, 9 – испарительный теплообменник, 10 – металлорукавный фильтр, 11 – теплообменник, 12 – сборник конденсата, 13 – подогреватель отходящих газов, 14 – фильтр тонкой очистки, 15 – вентилятор, 16 – дымовая труба, 17 – рециркуляционный насос.
ства, включая твердые бытовые отходы (ТБО). Совокупный рост объемов ТПО и ТБО (ТПБО) составляет примерно 5-8% в год. Управление потоками ТПБО включает в себя ряд обязательных этапов. К их числу относятся:
- программы по снижению объемов образования ТПБО,
- широкое внедрение их вторичного использования,
- применение соответствующих фракций ТПБО в качестве сырья для основных производственных процессов,
- утилизация энергетического потенциала отходов,
-захоронение остатков ТПБО, не обладающих никакими полезными свойствами на экологически нейтральных полигонах.
В действительности общий принцип обращения с ТПБО воплощает реализацию принципа устойчивого развития и может быть представлен следующими операциями:
ü редукция;
ü вторичное использование;
ü переработка;
ü извлечение энергии;
ü захоронение остатков.
В Москве создано МГУП «Промотходы».., которому определены следующие направления деятельности:
- создание общегородской системы централизованного удаления и переработки всех видов отходов промышленных предприятий, а также экологически опасных отходов и вторичных материальных ресурсов;
- развитие системы экологического контроля, правового регулирования, нормативно-методического и информационного обеспечения обращения с отходами;
- координация работ, направленных на сокращение промышленных отходов города.
В связи с разнообразием веществ и материалов, входящих в состав ТПБО, и разными технологиями их переработки в настоящее время разрабатывается общий подход к созданию типового (стандартного) перерабатывающего завода. Сейчас стратегии управления ТПБО осуществляются посредством химико-технологических систем (ХТС) удаления отходов.
Во многих регионах Российской Федерации реальные ХТС включают две основные системы – источник ТПБО и свалку. Однако необходимо стремиться к разработке методов и производств, позволяющих осуществлять индивидуальную переработку и обезвреживание различных ингридиентов.
Таким образом, при выборе методов и оборудования переработки ТПБО существенную роль играют их состав, количество, цена и экологическая безопасность. В России вторичную переработку осуществляют по четырем основным направлениям:
§ обезвреживание;
§ извлечение полезных компонентов;
§ уничтожение;
§ захоронение.
Термически методы уничтожения твердых ВМР позволяют использовать энергетический потенциал отходов, а в случае комплексной переработки – извлекать из продуктов термообработки вещества, применяемые в основной или смежной отраслях. Процесс осуществляют в термических реакторах разных конструкций (шахтных, циклонных, с псевдоожиженным слоем и др.). Недостатком метода является образование сопутствующих топочных газов, подлежащих дополнительной очистке. В некоторых случаях при термической переработке твердые отходы подвергают пиролизу – высокотемпературному превращению органических соединений, сопровождающемуся их деструкцией и вторичными процессами. Продукты пиролиза используют в качестве жидкого и газообразного топлива.
На рис. 2.46 представлена схема установки ЭЧУТО.
Установка работает следующим образом. В камеру термического разложения 4 через шлюз загружают исходные твердые отходы. После закрытия промежуточного шибера и верхнего люка внутренний объем камеры оказывается полностью изолированным от внешней атмосферы. В горелочное устройство 20 подают топливо и воздух и за счет выделяющегося при горении тепла разогревают устройство. Образующиеся в процессе горения продукты сгорания просасываются через дымоходов обогревательной камеры, отдают тепло на нагрев камеры термического разложения и, последовательно пройдя через картридж катализатора 8, теплообменник 9, скруббер 13, дымосос 16 и
дымовую трубу 12, выбрасываются в атмосферу.
По мере роста температуры в камере термического разложения начинается процесс термического разложения органической составляющей отходов и выделяющиеся газообразные продуты пиролиза через вертикальный газоход, поступают в горелочное устройство, где сгорают, обеспечивая теплотой сгорания соответствующую часть необходимого для процесса топлива. Огонь обезвреживает вредные компоненты, содержащиеся в продуктах пиролиза, чес обеспечивается значительное снижение содержания

Рис. 2.46. Схема установки ЭЧУТО
1 – термореактор, 2 – люк нижний, 3 – мешалка, 4 – камера термического разложения, 5 – шибер, 6 – газораспределитель, 7 – люк загрузки, 8 – картридж катализатора, 9 – теплообменник, 10 – линия рецикла дымовых газов, 11 - байпас с задвижкой, 12 – труба, 13 – скруббер, 14 – пульт управления, 15, 19 – насос, 16 – вентилятор (дымосос), 17 – фильтр, 18 – люк воздушный, 20 – горелка, 21 – воздухозаборник. Установка ЭЧУТО разработана в Энергетическом институте им. Г.М. Кржижановского.
вредных веществ в дымовых газах. При достижении 600-650С основ-
ной процесс выделения парогазовых летучих продуктов пиролиза завершается, после чего осуществляют механическое перемешивание массы отходов в камере для активации остаточных теплообменных процессов.
После практически полного завершения процесса пиролиза через внутренний канал мешалки 3 в камеру подают газифицирующий агент (воздух, паровоздушная или водовоздушная смесь) и полукокс газифицируется до коксозольного остатка при вращательном и возвратно-поступательном (механическом и гидродинамическом) перемешивании материала с одновременной подачей газифици-рующего агента и активацией процесса газификации во всем объеме камеры.
Образующиеся газообразные продукты газификации также поступают в горелку, где подвергаются огневому обезвреживанию.
После завершения процесса газификации через нижний люк 2 коксозольный остаток сбрасывается в колосники, где дожигается в ходе последующего цикла.
Переработка отходов с целью использования их энергетического потенциала без нанесения экологического ущерба окружающей среде представляет сложную энерготехнологическую проблему. К таким вторичным энергетическим ресурсам относят отходы химической и термохимической переработки углеродистого ил углеводородного сырья, древесные отходы в лесной, деревообрабатывающей и целлюлозно-бумажной промышленности, отходы химических производств.
Сущность технологического процесса переработки отходов в печи Ванюкова заключается в высокотемпературном разложении компонентов рабочей массы в слое барботируемого шлакового распла-
ва при температуре 1350-1400С за 2-3с, что обеспечивает полное разложение всех сложных органических соединений до простейших компонентов. Барботаж осуществляется за счет подачи через стационарные дутьевые устройства окислительного дутья.
ТПБО рассматривают как топливо с теплотворной способностью 1500-1800 ккал/кг при влажности 51,7%.
Комплекс по утилизации отходов позволяет перерабатывать шихту без предварительной сортировки и сушки со значительным колебанием по химическому и морфологическому составу за счет универсальности плавильного агрегата.
Экологическая безопасность данного процесса заключается в результате отсутствия на выходе из печи высокотоксичных соединений и применения системы очистки газа, имеющей запас по пропускной способности и рассчитанной на улавливание практически всех возможных вредных соединений, встречающихся в бытовых и промышленных отходах и образующихся при их переработке.
В результате плавки образуются газы, содержащие продукты сгорания, разложения и шлак, состоящий из силикатов и оксидов металлов. Возможно образование донной фазы, содержащей черные и цветные металлы. Шлак после водной грануляции поступает на предприятия стройиндустрии или на строительство автодорог. Донная фаза отливается в слитки и отправляется на переработку на предприятия черной и цветной металлургии. Газы охлаждаются в газоохладителе в получением пара энергетических параметров, очищаются от пыли, вредных примесей и выбрасываются через дымовую трубу в атмосферу. На рис. 2.47 представлена принципиальная аппаратурно-технологическая схема переработки ТПБО

Рис.2.47. Принципиальная аппаратурно-технологическая схема переработки ТПБО.((!!???ПЕЧЬ ВАНЮКОВА????))
1 – труба, 2 – сухой электрофильтр, 3 – котел-утилизатор, 4 – узел загрузки печи, 5 – сплав на металлургические заводы, 6 – склад сырья, 7 – плавильный агрегат (печь Ванюкова), 8 – шлак ан производство стройматериалов, 9 – дымосос, 10 – скруббер, 11 – мокрый электрофильтр.
Научно-производственной фирмой «Термоэкология» и АО «ВНИИЭТО» разработана технология и оборудование для термической переработки и утилизации твердых бытовых, промышленных отходов. Используемая для переработки утилизации отходов технология «ПИРОКСЭЛ» обеспечивает: возможность безотходной высокотемпературной переработки отходов, в том числе токсичных и с высокой влажностью; очистку отходящих газов от пыли, соединений хлора и фтора, тяжелых металлов, оксидов серы, азота и др.; полное уничтожение образующихся в процессе переработки диоксинов; производство готового продукта – теплоизоляционных, отделочных и конструкционных строительных материалов.
Данный метод базируется на комбинировании процессов сушки, пиролиза, сжигания, электрошлаковой переработки (рис.2.48).
Основное технологическое оборудование включает плавильную электропечь, пиролизную шахту, сушильный барабан с загрузочным устройством. Отходы подаются через загрузочное устройство и сушильный барабан в пиролизную шихту и плавильную электропечь, последовательно пройдя через сушку, пиролиз, окисление углерода и обработку жидким шлаком. В результате происходит разложение отходов на шлак, металл, пиролизные и дымовые газы. Шлак подогревается графитовыми электродами, подключенными к источнику питания, при этом состав шлака регулируется добавкой флюсов. Сливают шлаки и металл периодически через дозирующие отверстия с последующей грануляцией.
В процессе переработки образуются пиролизные и дымовые газы. Первые проходят по замкнутому рециркуляционному тракту, включающему цмклон, холодильник (выделение и удаление конденсата воды), дымосос и возвращаются в пространство электропечи для сжигания. Вторые из пространства электропечи направляются в

Рис.2.48. Принципиальная схема «ПИРОКСЭЛ»:
1 – бункер загрузочный, 2 – барабан, 3 – топка, 4 – печь электрическая,5 – камера дожигания, 6 – камера нейтрализации, 7 – камера охладительная, 8 – воздухонагреватель, 9 – воздуходувка, 10 – скруббер, 11 – фильтр, 12 – дымосос, 13 – труба дымовая, 14 – задвижка, 15 – бункер, 16 – форсунка, 17 – реагентное хозяйство, 18 – байпас фильтра.
реактор (для дополнительного разложения диоксинов и связывания хлора), затем в фильтр, скруббер, дымосос и через дымовую трубу выбрасываются в атмосферу. Все оборудование объединено в единый производственный комплекс.
Технологии всех производственных участков взаимосвязаны. Объединяющим является принцип безотходности производства, согласно которому продукты переработки отходов на одном производственном участке являются либо товарной продукцией, либо исходным материалом для переработки на другом участке. В итоге из твердых отходов производится пористый наполнитель (пирозит), красящие пигменты и резиновая крошка. Избыток тепла используют для переработки загрязненного снега и отопления производственных помещений.
(((КОНЕЦ))
Литература
гл.1
1. Л.Э. Шварцбург Человеке- и природозащитное обеспечение автоматизированного машиностроения// Вестник МГТУ «Станкин», 2008,№3, с.19-21; 133,134.
2. Звенигородский Ю. Г., Шварцбург Л. Э.Управление экологической безопасностью производственных систем: учебное пособие / Ю. Г. Звенигородский, Л. Э. Шварцбург. - М: ГОУ ВПО МГТУ «Станкин», 2009. - 178 с
3. Букейханов Н.Р., Гвоздкова С.И.,Чмырь И.М. Разработка методики преподавания дисциплины "Процессы и аппараты защиты окружающей среды"/// Управление качеством машиностроительных технологических процесссов формообразования: исследования и монографии /-М.:ГОУ ВПО МГТУ «Станкин», 2009.-С.104-108.
4. (44-Красовский) Дмитриева Л.М. Креативные приемы выработки идей для работы по продвижению и рекламе технологии производства и ее продукции // http://www.elitarium.ru
5. (85-Красовский) Мухин В.И. Исследование систем управления: учебник / В.И. Мухин. — М.: Издательство «Экзамен». 2006. — 2-е изд., доп. и перераб. — 479 с.
гл.2
1. (33-Красовский). Гаврилюк В.С., Мельников Э.Л., Бояркин О. Теоретические основы реновационных технологий. Экологический потенциал реновационного производства в концепции устойчивого развития //Ремонт.-Вос-становление.Модернизация.-2007.-№4.-С.2-5.
2. (87-Красовский) .Намаконов Б.В..Проблемы экологии и реновационное автомо-билестроение//Автомобильная промышленность.- 2005 год.- № 4.
3. (27-Красовский) .Букейханов Н.Р.,Чмырь И.М. Инновационные подходы к решению проблем ресурсосбережения в машиностроении // Вестник МГТУ «Станкин». 2008.№4. с.161-166.
4. (58-Красовский) Информация о деятельности промышленных предприятий России в 2007 г. (дайджест сообщений пресс-служб компаний) // Снабженец . 2007, №5.С.93, 123. №7. С.108, 135. №9. С.148. №16.С.23, 43. №17. С.87, 137. №20, с.157. 150.№21. С.134.№22.С.53. №31. С.145.№32. С.38, 55, 156.№40. С.132, №41. С.26, 53. №42. С.122. №43. С. 126.№44. С.134, 138. №45. с.44,125. №46. С.91, 125. № 47.С.24, 124.
5. (59-Красовский) Информация о деятельности промышленных предприятий России в 2008 г. (дайджест сообщений пресс-служб компаний) // Снабженец. 2008.№1.С.22, 27,50 .№4. С.43,88. №5. С.22,30, 95. №10. С.21, 94, 126. №13.С.20. №14. С.22, 29, 86. №15. С.22, 33, 45. №16.С.17,38.№17. С.20, 91, 109. №19.С.18, 76, 91. №20. С.31, 38, 110. №21. С.20, 22,37, 119. №22. С.64, 78, 96. №24. с.37, 41,
131.№25. с.21, 76, 84, 115. №26. с.90, 97. №27. с.21, 88, 118. №28. с.21, 72. №29. С.39, 73, 122. №30. С.96, 118. №31, С.88, 109, 115. №32. С.26, 37, 127. №33, С.21, 91, 120. №34. С.22, 99, 129. №35. С.21, 31, 72, 82, 119. №37. С.85, 88,112, 126. №38.С.39,85, №39, с.79, 97. №40, с.73,132. №41. С.66, 116. №42. С.21,43, 96.№44. С.76. №45.С.64.
6. (50-Красовский) Желевская Т. Искусство управлять отходами// Снабженец.1007. №42.
7. (38-Красовский) .Глазунов В.Н. Поиск принципов действия технических систем. М.: Речной транспорт. 1990.
8. (48-Красовский) Дрю Ж.-М. Ломая стереотипы.(Disruption). СПб.Изд-во Питер, 2009.-272 с.
9. (53-Красовский) Ивин А.А. Искусство правильно мыслить.-М.:Просвещение. 1986.
10. (34-Красовский) Вишняков Я.Д., Косых П.Г., Матевосова К.Л. Повышение конкурентоспособности российского предприятия на основе его экологизации // Российское предпринимательство. 2007.№9(1). С.144-149.
11. (97-Красовский) Российский статистический ежегодник.2005: Стат.сб./Росстат.- М.: 2006.- 819 с.
12. Букейханов Н.Р., Суворов Б.В. и др. Газофазный каталитический аммонолиз – метод синтеза полупродуктов полимерных материалов и их модификаторов // В кн. «Исследование мономеров и полимеров, Алма-Ата. Изд-во Наука КазССР, 1986, с.3-16
13.(99-Красовский) .Соколов В. Управление пакетными видами бизнеса в концепции корпоративной стратегии// 26.08.2006 - http://www.cfin.ru/manag-ement/strategy/plan/batch.
14. (6-Красовский) .Багриновский К.А., Бендиков М.А., Хрусталев Е.Ю. Механизмы технологического развития экономики России: Макро- и мезоэкономические аспекты ─ М.:Наука. 2003.-376 с.
15. Бобович Б. Б. Переработка промышленных отходов: Учебник для вузов. - М: "СП Интермет Инжиниринг", 1999. - 445 с.
15.Букейханов Н.Р., Чмырь И.М. Утилизация диоксида углерода абгазов мусоросжигающего завода как проект выполнения требований Киотского соглашения // Вестник МГТУ «Станкин», 2009,№4, 72-74с.
16.Горгома О. Оборудование для переработки пластмасс на выставке «Интерпластика 2008» // Снабженец, 2008, №17 (614), апрель-май, С.94-95.
17. Зенитова Л.А. и Бакирова И.Н. Полиуретаны//http://chem.kstu.ru // Chemistry and Computational Simulation. Butlerov Communications. 1999. No. 1. 57.
18.Сметанин В.И. Защита окружающей среды от отходов производства и потребления. Учебное пособие. – М.: Колос, 2003.
19.Гридэл Т.Е., Алленби Б.Р. Промышленная экология: Учеб. пособие для вузов/ Пер. с англ. под ред. проф. Э.В. Гирусова. – М.: ЮНИТИ – ДАНА, 2004. – 527 с. – (Серия «Зарубежный учебник»)
210. Пат. РФ № 2380164, 2008. МПК B03C1/10/. Барабанный магнитный сепаратор // Килин В.И., Якубайлик Э.К., Килин С.В.
21. Борщев В.Я. Оборудование для измельчения материалов: дробилки и мельницы: учебное пособие, Тамбов: издательство Тамбовского Государственного Технического Университета, 2004. 75 с.
22.Клищенко В.П. Мини-завод по утилизации изношенных автошин // Экология и промышленность России, январь 2009 г. С.4-5.
КОНЦЕПЦИИ ПРОЕКТОВ РЕСУРСОСБЕРЕЖЕНИЯ
Учебное пособие
Москва 2012
УДК
ББК
Б90
Рецензенты:
Н.Р. Букейханов, С.И. Гвоздкова, В.Н. Сергеев, И.М. Чмырь
Б90 Концепции проектов ресурсосбережения: учебное пособие/ Н.Р.Букейханов, С.И.Гвоздкова, В.Н.Сергеев, И.М.Чмырь. – М.: ФГБОУ ВПО МГТУ «Станкин», 2012. – с.
Приведены результаты работы кафедры «Инженерная экология и безопасность жизнедеятельности» ФГБОУ ВПО МГТУ "Станкин" по разработке методологии управления разработкой проектов ресурсосбережения, которые на уровне дипломных проектов являются итоговым показателем качества образовательного процесса по подготовке специалистов в области защиты окружающей среды и охраны труда.
Учебное пособие составлено в соответствии с рабочей программой дисциплины «Расчеты и проектирование систем обеспечения безопасности» и предназначено для студентов высших учебных заведений, изучающих дисциплину «Расчеты и проектирование систем обеспечения безопасности».
УДК
ББК
© Н.Р. Букейханов, С.И. Гвоздкова,
© И.М. Чмырь.,Вэй Пьо Маунг 2012
© Оформление. ФГБОУ ВПО МГТУ
«Станкин», 2012
Содержание
| Введение | 4 |
| Глава 1. Методологии создания концепций проектов ресурсосбережения | 6 |
| 1.1. Маркетинговое исследование работы предприятий России в 2007 и 2008 годах | 14 |
| 1.2. Ресурсосбережение путем утилизации отходов производства и потребления | 25 |
| 1.3. Создание концепций проектов ресурсосбережения с использованием алгоритмических и эвристических методов | 32 |
| Глава 2. Концепции проектов ресурсосбережения | 38 |
| 2.1.Концепции проектов «Газовое азотирование получение азотсодержащих соединений» | 38 |
| 2.2.Сопряженные интегрированные производства - инновационные продукты | 47 |
| 2.3. Риски и угрозы концепций проектов сопряженных интегрированных производств и пути их минимизации | 51 |
| 2.4.Концепции проектов утилизации твердых промышленных и бытовых отходов | 53 |
| 2.4.1. Общий принцип термического обезвреживания твердых отходов | 71 |
| 2.4.2. Методы переработки твердых отходов, применяемые для металлического лома | 76 |
| 2.4.3. Переработка отходов автотранспортных средств | 77 |
| 2.4.3.1. Утилизация корпуса автомобиля | 80 |
| 2.4.3.2. Утилизация отработанных шин автотранспорта | 89 |
| 2.5. Утилизация диоксида углерода мусоросжигающих заводов | 96 |
| 2.6. Утилизация отходов полимерных материалов | 102 |
| 2.6.1.Утилизация отходов изделий из полиэтилена | 105 |
| 2.6.2. Основные методы переработки отходов поливинилхлорида (ПВХ) | 111 |
| 2.6.3.Утилизация отходов полистирольных пластиков | 114 |
| 2.6.4. Методы переработки отходов полиамидов (ПА ) | 117 |
| 2.6.5 Утилизация отходов полиуретана | 119 |
| 2.6.6 Утилизация отходов поликарбонатов | 121 |
| 2.6.7. Рециклинг полиэтилентерефталата | 125 |
| 2.7. Переработка и утилизация гальваношламов | 130 |
| 2.8. Переработка твердых отходов производства стекла и стеклянного волокна | 135 |
| 2.9. Переработка отходов горно-рудных предприятий | 138 |
| 2.10. Переработка твердых и жидких радиоактивных отходов | 139 |
| 2.11. Использование твердых отходов в качестве вторичных энергетических (ВЭР) и материальных (ВМР) ресурсов | 141 |
| Литература | 152 |
ВВЕДЕНИЕ
Понятие «ресурсосбережение» признано как одно из важнейших в экономической теории и хозяйственной деятельности. «Редкость благ» обусловила требование экономической теории к необходимости снижения удельных затрат материалов, энергии, труда, капитала на единицу продукции. Практически все государства признают актуальность программ снижения материалоемкости и энергоемкости продукции. В действующие планы предприятий включены мероприятия по усилению режима экономии, снижению норм расхода важнейших видов материальных ресурсов, повышение уровня использования вторичных материальных и топливно-энергетических ресурсов.
Относительно высок уровень правового обеспечения необходимости ресурсосберегающей хозяйственной политики во всех развитых странах (законы по охране природных ресурсов, защите окружающей среды, охране труда и т.п.).
Однако на сегодняшний день реально превалируют результаты нерациональной хозяйственной деятельности человечества. Об этом свидетельствуют те факты, что в настоящее время признана необходимость разработки международной природоохранной хозяйственной политики, направленной на сохранение такого важного интегрального ресурса как климат Земли, ухудшение которого вызвано не только природными факторами, но и нарушениями природных процессов самоочищения из-за чрезвычайно больших объемов промышленных и коммунальных отходов.
Императив регулирования уровня выброса материальных и энергетических отходов, сбережение энергоресурсов привела к разработке и выполнению международных соглашений по сохранению озонного экрана Земли (Монреальский протокол о сокращении выбросов фреонов), Киотского соглашения о предотвращении изменения климата Земли путем сокращения выброса парниковых газов.
В России разработаны и реализуются программы, включающие ряд проектов ресурсосберегающих и инновационных технологий.
В данном учебном пособии приведены результаты работы кафедры «Инженерная экология и безопасность жизнедеятельности» ФГБОУ ВПО МГТУ "Станкин" по разработке методологии управления разработкой проектов ресурсосбережения, которые на уровне дипломных проектов являются итоговым показателем качества образовательного процесса по подготовке специалистов в области защиты окружающей среды и охраны труда.
Введение, гл.1 и заключение составлены проф., д.х.н. Н.Р. Букейхановым, доц., к.т.н. С.И. Гвоздковой; гл.2 по сбережению материальных ресурсов ─ проф., д.х.н. Н.Р. Букейхановым, доц., к.т.н. С.И. Гвоздковой , к.х.н., доц. И.М. Чмырь, аспирантом Вэй Пьо Маунгом.
Последнее изменение этой страницы: 2019-04-11; Просмотров: 349; Нарушение авторского права страницы