|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «ГАЗПРОМ»Стр 1 из 14Следующая ⇒
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «ГАЗПРОМ» РЕКОМЕНДАЦИИ ОРГАНИЗАЦИИ
ТЕХНОЛОГИИ СВАРКИ ПРИ РЕМОНТЕ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ
Р Газпром 2-2.3-650-2012 Общество с ограниченной ответственностью «Научно-исследовательский институт природных газов и газовых технологий - Газпром ВНИИГАЗ» Общество с ограниченной ответственностью «Газпром экспо» Москва 2014
Распространение настоящих рекомендации осуществляется в соответствии с действующим законодательством и с соблюдением правил, установленных ОАО «Газпром » Содержание 1 Область применения 2 Нормативные ссылки 3 Термины, определения, обозначения и сокращения 4 Аттестация технологий сварки, допускные испытания сварщиков 5 Требования к сварочным материалам, сварочному и вспомогательному оборудовании 6 Требования к трубам, деталям и упрочняющим конструкциям, применяемым для ремонта газопроводов 6.1 Требования к трубам, соединительным деталям, трубопроводной арматуре 6.2 Требования к патрубкам 6.3 Требования к муфтам 7 Ремонтопригодность участков газопроводов. Выбор метода ремонта и технологии сварки. Общие требования 8 Требования к сварным соединениям и наплавкам, выполненным при ремонте 9 Методы ремонта магистральных газопроводов из сталей класса прочности К65 с применением технологий сварки 9.1 Метод ремонта основного металла труб и сварных соединений с применением технологии сварки (наплавки) 9.2 Метод ремонта стыковых сварных соединений с применением технологии сварки (заварки) 9.3 Метод ремонта основного металла труб и сварных соединений с применением технологий сварки стальных сварных муфт 9.4 Метод ремонта дефектных участков газопроводов вваркой труб (катушек) 9.5 Герметизация технологических отверстий приваркой патрубков 10 Особенности ремонта магистральных газопроводов из сталей класса прочности К60 с применением технологий сварки 10.1 Общие требования 10.2 Ручная дуговая сварка электродами с основным видом покрытия 10.3 Механизированная сварка проволокой сплошного сечения в углекислом газе 10.4 Механизированная сварка порошковой проволокой в среде инертных газов и смесях 10.5 Автоматическая сварка порошковой проволокой в среде инертных газов и смесях 10.6 Автоматическая сварка проволокой сплошного сечения в среде активных газов и смесях 10.7 Особенности ремонта дефектных участков газопроводов вваркой труб (катушек) 11 Требования к неразрушающему контролю качества сварных соединений и наплавок, выполненных при ремонте 11.1 Общие требования 11.2 Методы и объемы неразрушающего контроля качества сварных соединений, наплавок, выполненных при ремонте 11.3 Нормы оценки качества сварных соединений, наплавок выполненных при ремонте 12 Требования к безопасности при производстве сварочных работ Приложение А (рекомендуемое) Группы однотипности сварных соединений Приложение Б (рекомендуемое) Виды и методика механических испытаний сварных соединений при производственной аттестации технологий ремонта сваркой Приложение В (рекомендуемое) Область распространения результатов производственной аттестации технологий сварки Приложение Г (рекомендуемое) Формы типовых операционных технологических карт ремонта газопроводов сваркой Приложение Д (справочное) Сварочные материалы для ремонта газопроводов сваркой Приложение Е (справочное) Основное и вспомогательное сварочное оборудование для ремонта газопроводов сваркой Библиография
Введение
Настоящие рекомендации разработаны с целью определения требований к сварным соединениям и их свойствам, порядку выполнения сборочно-сварочных работ, неразрушающего контроля качества сварных соединений, применению сварочных материалов и оборудования при ремонте газопроводов из высокопрочных сталей. Настоящие рекомендации разработаны в соответствии с Программой научно-исследовательских и опытно-конструкторских работ ОАО «Газпром» на 2010 г., утвержденной Председателем Правления ОАО «Газпром» А.Б. Миллером (31 декабря 2009 г. № 01-144), Целевой комплексной научно-технической программой развития сварочного производства ОАО «Газпром» на период 2009-2011 гг., утвержденной заместителем Председателя Правления ОАО «Газпром» А.Г. Ананенковым 17 августа 2009 г., Перечнем приоритетных научно-технических проблем ОАО «Газпром» на 2006-2010 гг., утвержденным Председателем Правления ОАО «Газпром» А.Б. Миллером (11 октября 2005 г. № 01-106), п. 4.2 «Развитие технологий и совершенствование оборудования для обеспечения надежного функционирования ЕСГ, включая методы и средства диагностики и ремонта». Разработка настоящих рекомендаций выполнена по договору с ОАО «Газпром» от 14 июля 2010 г. № 1628-0810-09-1 «Разработка технологии сварки при ремонте магистральных газопроводов из высокопрочных сталей». Настоящие рекомендации разработаны авторским коллективом ООО «Газпром ВНИИГАЗ» в следующем составе: В.И. Беспалов, Д.Г. Будревич, И.Г. Самородов, Д.А. Копылов, А.А. Латышев, при участии специалистов ОАО «Газпром»: Е.М. Вышемирский, А.В. Землянский.
Область применения
1.1 Настоящие рекомендации распространяются на сварку при проведении ремонтно-восстановительных работ* на магистральных газопроводах, изготовленных из трубных сталей класса прочности (нормативным значением временного сопротивления на разрыв) К60 (588 МПа), К65 (640 МПа), номинальным диаметром от 1000 до 1400 мм, с толщиной стенки от 22, 0 до 42, 0 мм включительно, с рабочим давлением среды свыше 9, 8**- до 11, 8 МПа. 1.2 Настоящие рекомендации определяют требования к подготовительным, сварочным работам, параметрам и свойствам сварных соединений, сварочному оборудованию и материалам, неразрушающему контролю качества сварных соединений при ремонте газопроводов с применением дуговых способов сварки (ручная, механизированная и автоматическая) следующими методами: - ремонт сваркой (наплавкой) основного металла труб и сварных соединений с поверхностными дефектами; - ремонт сваркой (заваркой) кольцевых стыковых сварных соединений с поверхностными и внутренними дефектами с применением оборудования механической резки (безогневой выборки) сварных швов; - ремонт основного металла труб и сварных соединений с поверхностными и внутренними дефектами приваркой патрубков; - ремонт стыковых сварных соединений и основного металла труб с поверхностными и внутренними дефектами стальными сварными муфтами; - ремонт дефектных мест (участков) газопроводов методом замены. 1.3 Настоящие рекомендации не распространяются на сварку при ремонте трубопроводов, транспортирующих сероводородсодержащий газ, нефть и нефтепродукты. 1.4 Положения настоящих рекомендаций обязательны для применения структурными подразделениями, дочерними обществами и организациями ОАО «Газпром», а также сторонними организациями, выполняющими сварочные работы и строительный контроль (технический надзор) за качеством работ при строительстве и ремонте магистральных газопроводов ОАО «Газпром». ____________________________ *Включая текущий, выборочный ремонт, ремонтно-восстановительные работы при ликвидации отказов, аварий. **При проведении ремонтно-восстановительных работ на магистральных газопроводах с рабочим давлением среды свыше 1, 2 МПа - до 9, 8 МПа применяются технологии сварки согласно СТО Газпром 2-2.3-137.
Нормативные ссылки
В настоящих рекомендациях применены нормативные ссылки на следующие стандарты: ГОСТ 12.0.004-90 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения ГОСТ 12.1.019-79 Система стандартов безопасности труда. Общие требования и номенклатура видов защиты ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу ГОСТ 5272-68 Коррозия металлов. Термины ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей ГОСТ Р 52079-2003 Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия СТО Газпром 14-2005 Типовая инструкция по безопасному проведению огневых работ на газовых объектах ОАО «Газпром» СТО Газпром 2-3.5-046-2006 Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Порядок экспертизы технических условий на оборудование и материалы, аттестации технологий и оценки готовности организаций к выполнению работ по диагностике и ремонту объектов транспорта газа ОАО «Газпром» СТО Газпром 2-2.4-083-2006 Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов СТО Газпром 2-2.2-136-2007 Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I СТО Газпром 2-2.3-137-2007 Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть II СТО Газпром 2-2.1-249-2008 Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Магистральные газопроводы СТО Газпром 2-2.2-358-2009 Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Инструкция по производству сварочных работ при строительстве сухопутных и подводных газопроводов из сталей Х-80, Х-100 СТО Газпром 2-2.4-359-2009 Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Инструкция по неразрушающему контролю сварных соединений при строительстве сухопутных и подводных газопроводов из сталей Х-80, Х-100 СТО Газпром 2-2.2-360-2009 Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть III СТО Газпром 2-2.3-425-2010 Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть IV СТО Газпром 2-3.5-454-2010 Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Правила эксплуатации магистральных газопроводов СТО Газпром 2-2.3-531-2011 Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Методические указания по освидетельствованию и идентификации соединительных деталей трубопроводов Примечание - При пользовании настоящими рекомендациями целесообразно проверять действие ссылочных стандартов по соответствующим указателям, составленным на 1 января текущего года, и информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящими рекомендациями следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения 3.1 В настоящих рекомендациях применены термины в соответствии с ГОСТ 2601, ГОСТ 5272, ГОСТ 16504, ГОСТ 21014, ГОСТ Р 52079, СТО Газпром 2-2.2-136, СТО Газпром 2-2.3-137, СТО Газпром 2-2.2-358, а также следующие термины с соответствующими определениями: 3.1.1 овальная форма выборки: Выборка, имеющая на наружной поверхности трубы овальную форму с прямолинейными и криволинейными границами, при этом большая ось и прямолинейные границы выборки должны располагаться вдоль оси трубы. 3.1.2 прямолинейная форма выборки: Выборка вдоль оси трубы, имеющая на наружной поверхности трубы прямолинейную форму с параллельными границами и округленными углами. 3.2 В настоящих рекомендациях применены следующие обозначения и сокращения: АПГ — автоматическая сварка проволокой сплошного сечения в среде активных газов и смесях; АПИ — автоматическая сварка порошковой проволокой в среде инертных газов и смесях; МП — механизированная сварка проволокой сплошного сечения в углекислом газе; МПИ — механизированная сварка порошковой проволокой в среде инертных газов и смесях; РД — ручная дуговая сварка покрытыми электродами; ВАХ — вольтамперная характеристика; ВГУ — внутритрубное герметизирующее устройство; ВИК — визуальный и измерительный контроль; ЗТВ — зона термического влияния; КСС — контрольное сварное соединение; ЛС — линия сплавления; МК — магнитографический контроль; ПВК — контроль проникающими веществами (капиллярный); РК — радиографический контроль; СДТ — соединительная деталь трубопровода; ТПА — трубопроводная арматура; ТУ — технические условия; УЗК — ультразвуковой контроль; УКП — управляемый капельный перенос; ЭХЗ — электрохимическая защита; STT — автоматическая или механизированная импульсно-дуговая сварка проволокой сплошного сечения в углекислом газе с мелкокапельным управляемым переносом наплавленного металла за счет специального микропроцессорного модуля инверторного источника сварочного тока.
Требования к сварочным материалам, сварочному и вспомогательному оборудованию
5.1 Сварочные материалы (покрытые электроды, проволоки сплошного сечения, порошковые проволоки, защитные газы), применяемые при ремонте газопроводов с применением технологий сварки, должны соответствовать требованиям СТО Газпром 2-2.2-358 (раздел 7). 5.2 Сварочные материалы для сварки при ремонте газопроводов назначают, исходя из обеспечения равнопрочности ремонтных сварных соединений, наплавок и основного металла труб с учетом приложения Д. 5.3 Основное сварочное оборудование (сварочные выпрямители инверторного и тиристорного типа, сварочные агрегаты, механизмы подачи сварочной проволоки, головки для автоматической сварки) и вспомогательное оборудование (для предварительного и сопутствующего (межслойного) подогрева, для размагничивания труб и сварных соединений и др.) должно применяться в соответствии с требованиями СТО Газпром 2-2.2-358 (раздел 8). 5.4 Сварочные выпрямители инверторного и тиристорного типа, сварочные агрегаты, применяемые при ремонте газопроводов, должны иметь гарантированные высокие сварочно-технологические свойства и обеспечивать: - надежность зажигания дуги; - высокую стабильность процесса сварки; - высокую эластичность дуги при ручной дуговой сварке; - регулировку наклона ВАХ; - регулировку тока короткого замыкания. 5.5 Основное и вспомогательное сварочное оборудование, рекомендованное к применению, приведено в приложении Е. 5.6 Основное и вспомогательное сварочное оборудование, сварочные материалы, не указанные в приложениях настоящих рекомендаций, допускается применять при положительных результатах экспертизы ТУ и квалификационных испытаний согласно требованиям СТО Газпром 2-3.5-046 (раздел 4) в объеме аттестации тех технологий (способов) сварки, для которых сварочное и вспомогательное оборудование, сварочные материалы предназначены.
Требования к трубам, деталям и упрочняющим конструкциям, применяемым для ремонта газопроводов
Требования к трубам, соединительным деталям, трубопроводной арматуре 6.1.1 При ремонте дефектных участков газопроводов вваркой труб (катушек) должны применяться новые трубы, СДТ, ТПА отечественных или зарубежных заводов-изготовителей, изготовленные по ТУ, согласованным с ОАО «Газпром». 6.1.2 Геометрические параметры разделки кромок торцов труб, СДТ, ТПА для сборки под сварку при ремонте дефектных участков газопроводов вваркой труб (катушек) должны соответствовать требованиям СТО Газпром 2-2.2-358 и операционных технологических карт сборки и сварки.
Требования к патрубкам 6.2.1 Патрубки применяются для герметизации технологических отверстий, а также могут применяться для ремонта газопроводов и изготавливаются заранее в стационарных условиях из труб, разрешенных к применению нормативными документами ОАО «Газпром» и обеспеченных сертификатами качества, в комплекте с днищами (заглушками) и подкладными пластинами. 6.2.2 Соотношение диаметров патрубка и газопровода принимают не более 0, 3, при этом диаметр патрубка составляет: - не более 159 мм - при выполнении ремонта основного металла труб и сварных соединений; - не более 325 мм - при герметизации технологических отверстий. 6.2.3 Высоту патрубка принимают равной его диаметру, но не менее 100 мм. 6.2.4 Толщина стенки и нормативное значение временного сопротивления разрыву стали патрубков должны быть не меньше толщины стенки и нормативного значения временного сопротивления разрыву стали патрубков тройниковых соединений того же диаметра обвязки крановых узлов в соответствии с проектом строительства для ремонтируемого газопровода. 6.2.5 Допускается выбирать толщину стенки и класс прочности стали патрубков с учетом расчета в соответствии со СНиП 2.05.06-85 [5]. 6.2.6 Торцы под сварку патрубка подготавливают в соответствии с СТО Газпром 2-2.3-137 (подраздел 11.5). 6.2.7 Днища (заглушки) должны изготавливаться в заводских условиях в соответствии с техническими условиями на изготовление соединительных деталей газопроводов. 6.2.8 Толщина стенки и класс прочности стали днищ (заглушек) выбираются не менее толщины стенки и класса прочности патрубка. 6.2.9 Подкладные пластины для герметизации отверстий в газопроводе перед приваркой патрубков изготавливают из малоуглеродистой листовой стали (марок ВСт.3сп, 10, 20 и др.) толщиной от 2, 0 до 3, 0 мм. Размеры подкладной пластины должны перекрывать размеры отверстия на ширину от 10 до 15 мм от кромки отверстия. Поверхность подкладной пластины в месте сварки с кромками отверстия должна быть зачищена по всему периметру до металлического блеска на ширину от 10 до 15 мм.
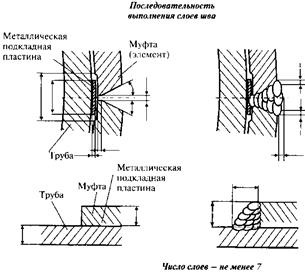
Требования к муфтам 6.3.1 При ремонте газопроводов стальными сварными муфтами применяют конструкции муфт, изготовленные в заводских условиях по ТУ, согласованным с ОАО «Газпром». Конструкции муфт приведены в СТО Газпром 2-2.3-137 (таблица 6.1), СТО Газпром 2-2.3-425 (таблица 4.6). Размеры муфт и элементов муфт приведены в таблице 6.1.
Таблица 6.1 - Размеры муфт и элементов муфт
6.3.2 Элементы муфт (полумуфт, полуколец) изготавливаются из листового проката или электросварных прямошовных труб с характеристиками материала, не ниже характеристик материала труб, выбранных проектной организацией при строительстве ремонтируемого участка газопровода, в т.ч.: - по номинальной толщине стенки; - временному сопротивлению разрыву; - пределу текучести; - относительному удлинению; - ударной вязкости; - испытательному давлению, гарантированному заводом; - коэффициенту надежности по материалу. 6.3.3 Допускается изготовление муфт из сталей класса прочности от К56 (с меньшим нормативным значением временного сопротивления разрыву относительно ремонтируемого участка газопровода) при условии выполнения расчета толщины стенки элементов муфт в соответствии со СНиП 2.05.06-85 [5]. 6.3.4 Трубы, применяемые при изготовлении муфт, изготавливаются отечественными или зарубежными заводами-производителями по ТУ, согласованным с ОАО «Газпром». 6.3.5 Элементы муфт изготавливают из сталей с эквивалентом углерода в зависимости от класса прочности стали. Нормативное значение эквивалента углерода CEIIW не должно превышать значений, приведенных в СТО Газпром 2-2.1-249 (таблица 19): - для стали класса прочности от К56 до К60 включительно - CEIIW не более 0, 43; - для стали класса прочности К65 - CEIIW не более 0, 45. 6.3.6 Допускается изготовление муфт в базовых условиях из электросварных прямошовных труб при достаточной технической оснащенности ремонтных подразделений оборудованием для изготовления элементов муфт (полумуфт, полуколец), механической подготовке их кромок для сварки стыковых, нахлесточных и угловых сварных соединений по рабочим чертежам и технологическим картам сварки, разработанным, согласованным и утвержденным дочерним обществом ОАО «Газпром», в котором проводится ремонт газопроводов. 6.3.7 Элементы муфт изготавливаются с внутренним диаметром, обеспечивающим плотное прилегание муфты к поверхности ремонтируемого участка газопровода, с учетом минимальных и максимальных зазоров и применения подкладных пластин. 6.3.8 Элементы стальных сварных муфт изготавливаются без продольных швов. 6.3.9 Коэффициент условий работы муфт должен быть не ниже коэффициента условий работы ремонтируемого газопровода и назначаться по спецификациям заказчика. 6.3.10 Материалы, применяемые при изготовлении муфт и элементов муфт, должны иметь сертификаты качества, паспорта. 6.3.11 В заводских и базовых условиях рекомендуется изготавливать элементы муфт с временными технологическими планками на торцах. Требования (конструктивные особенности, технические характеристики и др.) и назначение временных технологических планок (сохранность кромок при транспортировке, установка (регулировка) зазора при сборке элементов муфт, предотвращение дефектов в местах начала и конца сварки и др.) приводятся в технической документации (технические условия, рабочие чертежи, технологические карты сварки) на муфту, согласованной с ОАО «Газпром». 6.3.12 Подкладные пластины под продольные швы полумуфт, полуколец изготавливают из малоуглеродистой листовой стали (марок ВСт. 3сп, 10, 20 и др.) толщиной от 2, 0 до 3, 0 мм, шириной от 25 до 35 мм. 6.3.13 Изготовление муфт и элементов муфт из труб, не имеющих сертификатов качества, а также бывших в эксплуатации, не допускается. 6.3.14 Муфты должны поставляться комплектно с элементами муфт, согласно конструкциям, и иметь паспорт. 6.3.15 На внутренние и наружные поверхности муфт и элементов муфт должны быть нанесены яркой несмываемой краской маркировка и условное обозначение. 6.3.16 Внутренние поверхности полумуфт и полуколец обрабатывают антикоррозионным покрытием. 6.3.17 Торцы, продольные кромки муфт, продольные кромки колец должны быть загерметизированы герметиком. 6.3.18 Для заполнения межтрубного пространства композитными материалами (типа эпоксидной смолы) или антикоррозионными консервационными жидкостями (типа праймера) допускается на верхней половине полумуфт выполнять два технологических отверстия. 6.3.19 Выбор герметика и материалов для заполнения межтрубного пространства и порядок его заполнения согласовывают с организацией, эксплуатирующей ремонтируемый газопровод, и выполняют по отдельным технологическим инструкциям. После заполнения межтрубного пространства технологические отверстия герметизируют резьбовыми пробками. Требования к сварным соединениям и наплавкам, выполненным при ремонте
8.1 Ремонт сваркой газопроводов с дефектами основного металла труб и сварных соединений должен выполняться дуговыми способами сварки. Сварные и наплавочные швы должны быть многослойными. 8.2 Ремонт сваркой выполняют в соответствии с требованиями операционных технологических карт сборки и ремонта сваркой, разработанных по аттестованным технологиям сварки, согласованных главным сварщиком или лицом, ответственным за сварочное производство - специалистом сварочного производства IV уровня профессиональной подготовки в соответствии с ПБ 03-273-99 [3], и утвержденных руководителем организации, выполняющей сварочные работы. Формы типовых операционных технологических карт сборки и ремонта сваркой приведены в приложении Г. 8.3 Внешний вид и геометрические параметры сварных швов и наплавок, выполненных при ремонте сваркой, должны соответствовать требованиям настоящих рекомендаций: а) корневой (первый) слой шва стыковых, угловых сварных соединений не должен иметь недопустимые поверхностные дефекты (утяжины, провисы, непровары, несплавления); б) усиление обратного валика кольцевых стыковых швов должно быть от 0, 5 до 3, 0 мм; в) при выполнении заполняющих и облицовочного слоев шва сварных соединений несколькими валиками и наплавок каждый последующий проход (валик) должен перекрывать предыдущий не менее чем на одну третью часть его ширины, при этом: 1) усиление в каждой межваликовой канавке должно быть не менее 1, 0 мм; 2) глубина каждой межваликовой канавки должна быть не более 1, 0 мм; 3) усиление каждого валика облицовочного слоя шва для стыковых соединений должно быть от 1, 0 до 3, 0 мм; г) облицовочный слой шва стыковых сварных соединений и контурный шов при наплавке выполняют с плавным переходом к основному металлу без образования подрезов, с перекрытием основного металла в каждую сторону на расстояние от 1, 5 до 2, 5 мм от границы разделки кромок; д) величина катета угловых швов нахлесточных соединений должна быть не менее толщины стенки свариваемой кромки привариваемого элемента; е) участки облицовочного слоя шва стыковых сварных соединений с чешуйчатостью, при которой превышение гребня над впадиной составляет более 1, 0 мм, участки с превышением усиления шва более 3, 0 мм, а также при отсутствии плавного перехода от усиления к основному металлу обрабатывают механическим способом шлифмашинками с набором абразивных кругов и дисковых проволочных щеток* до достижения требуемых параметров; ж) наружную поверхность сварных швов, наплавок и прилегающие участки околошовной зоны зачищают механическим способом до полного удаления шлака и брызг наплавленного металла для проведения последующего неразрушающего контроля качества физическими методами. _____________________ *В тексте настоящих рекомендаций вместо термина «обработка иди зачистка механическим способом шлифмашинками с набором абразивных кругов и дисковых проволочных щеток» далее, за исключением особых случаев, употребляются термины «механическая обработка или зачистка», «обработка или зачистка механическим способом».
8.4 Методы, объемы и нормы оценки качества сварных соединений и наплавок устанавливают в соответствии с требованиями раздела 11. 8.5 Механические свойства стыковых сварных соединений, наплавок при ремонте газопроводов сваркой (наплавкой, заваркой), стальными сварными муфтами, методом замены (вваркой катушки) определяются при производственной аттестации технологий сварки по положениям приложения А и должны отвечать требованиям: а) при испытаниях на статическое растяжение плоских образцов со снятым усилением сварных швов (без снятия усиления сварной наплавки) согласно ГОСТ 6996 временное сопротивление разрыву должно быть не ниже нормативного значения временного сопротивления разрыву основного металла труб, установленного по ТУ на ремонтируемые трубы; б) при испытаниях на статический изгиб со снятым усилением: 1) сварных соединений, наплавок при ремонте труб класса прочности К65 по API 1104: 2005 [6] угол загиба должен быть 180°, при этом не допускаются дефекты (трещины, надрывы и др.), размеры которых в любом направлении превышают 3, 2 мм, при отсутствии других дефектов допускаются незначительные вязкие надрывы, трещины вдоль кромок образцов по наружному радиусу изгиба размером не более 6, 3 мм; 2) сварных соединений, наплавок при ремонте труб класса прочности К60 по ГОСТ 6996 среднее арифметическое значение угла изгиба должно быть не менее 120°, при этом минимальное значение угла загиба должно быть не менее 100°; в) при испытаниях на ударный изгиб сварных соединений, наплавок при ремонте труб класса прочности К60 и К65 согласно ГОСТ 6996 на образцах Шарпи при температуре на 20 °С ниже минимальной температуры стенки трубы газопровода при эксплуатации, определяемой проектной документацией, но не ниже минус 40 °С, среднее арифметическое значение ударной вязкости металла шва и ЗТВ должно быть не менее 50 Дж/см2; при этом минимальное значение ударной вязкости одного из образцов должно быть не менее 37, 5 Дж/см2; г) твердость HV10 металла шва, ЗТВ сварных соединений и наплавок не должна превышать значений, указанных в таблице 8.1. 8.6 Механические свойства угловых и нахлесточных сварных соединений при ремонте газопроводов сварными стальными муфтами, приваркой патрубков определяются при производственной аттестации технологий сварки по положениям приложения А и должны отвечать требованиям:
Таблица 8.1 - Максимально допустимые значения твердости HV10 металла шва, ЗТВ сварных соединений и наплавок
- испытания на излом должны продемонстрировать полный провар, сплавление между слоями шва, отсутствие внутренних дефектов недопустимых размеров, регламентированных разделом 11. - твердость HV10 металла шва, ЗТВ сварных соединений не должна превышать значений, указанных в таблице 8.1. 8.7 Методика проведения механических испытаний образцов КСС, наплавок, выполненных по технологиям сварки при ремонте газопроводов, приведена в приложении Б.
Требования к неразрушающему контролю качества сварных соединений и наплавок, Выполненных при ремонте 11.1 Общие требования 11.1.1 Контроль качества сварных соединений, наплавок, выполненных при ремонте газопроводов, должен производиться лабораториями неразрушающего контроля, аттестованными в соответствии с ПБ 03-372-00 [8], специалистами неразрушающего контроля, аттестованными в соответствии с ПБ 03-440-02 [9]. 11.1.2 Контроль качества сварных соединений, наплавок должен осуществляться ВИК и физическими методами контроля (основным, дублирующим, дополнительным). Методы, объемы неразрушающего контроля и нормы оценки качества сварных соединений, наплавок, выполненных при ремонте газопроводов, должны соответствовать положениям настоящего раздела. 11.1.3 Ультразвуковой контроль качества сварных наплавок выполняется с учетом Р Газпром 2-2.3-322 [7] (раздел 6).
Требования к безопасности при производстве сварочных работ
При производстве сварочных работ следует соблюдать требования безопасности жизни и здоровья граждан в соответствии с ГОСТ 12.0.004, ГОСТ 12.1.019, ГОСТ 12.2.003, СТО Газпром 14, СТО Газпром 2-3.5-454, ВРД 39-1.14-021-2001 [10], ВСН 51-1-80 [11], ПБ 08-624-03 [12], ПОТ Р М 020-2001 [13], Правилами [14].
Приложение А (рекомендуемое) Приложение Б (рекомендуемое) Приложение В (рекомендуемое) Технологий сварки В.1 Область распространения результатов производственной аттестации технологий сварки регламентирует диапазон допустимых изменений основных параметров однотипности сварных соединений в рамках заявленных условий на производственную аттестацию по характеристикам выполненных КСС. В.2 Установленная по результатам производственной аттестации область распространения не должна выходить за пределы, регламентированные настоящими рекомендациями, и за пределы технологических возможностей специализированного сварочного оборудования, при этом область распространения результатов производственной аттестации может быть сокращена по сравнению с диапазоном основных параметров однотипности сварных соединений. В.3 Область распространения результатов производственной аттестации технологии сварки определяется в соответствии с СТО Газпром 2-2.3-137 (приложение А), СТО Газпром 2-2.2-358 (приложение А). В.4 Область распространения результатов производственной аттестации технологий ремонта по наименованию конструктивного элемента приведена в таблице В.1.
Таблица В.1 - Область распространения результатов производственной аттестации технологий сварки при ремонте по наименованию конструктивного элемента
Приложение Г (рекомендуемое) Газопроводов сваркой
Диаметр, толщина Стенки, мм |
Метод ремонта Сваркой |
Способ сварки | Размер дефектного участка, мм | Шифр карты | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| Ремонт дефектов кольцевого шва сваркой (заваркой) | МП + МПИ | Длина — полный периметр сварного шва. Ширина — ширина шва + 2 мм. Глубина — сквозная выборка | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Характеристика труб | Процессы сварки |
Подготовка под сварку, последовательность сварки, параметры сварного шва | Сварочные материалы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Марка стали, №ТУ | Диа- метр, мм | Толщина стенки, мм | Класс проч- ности | Врем. сопр. разрыву, МПа, (кгс/мм2 | Эквивалент углерода, % | Механизированная сварка проволокой сплошного сечения в углекислом газе методом УКП корневого слоя шва и механизированная сварка порошковой проволокой в защитных газах заполняющих и облицовочных слоев шва |
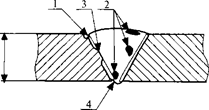
1 - подрез; 2 - поры; 3 - несплавление; 4 - непровар а) Сварное соединение с внутренними дефектами
Рисунок 1 - Внешний вид сварного соединения | Для сварки (заварки): - корневого слоя; - заполняю- щих, облицо- вочных слоев
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| СIIw | CPcm | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Режим сварки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Параметры |
Наименование слоев шва | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| корневой* | первый заполня- ющий | после- дующие заполня- ющие | обли- цовоч- ный | Предварительный подогрев | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Направление сварки |
|
| Предварительный подогрев перед сваркой до плюс 150+30 °С независимо от температуры окружающего воздуха всего периметра кольцевого сварного соединения | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Скорость сварки, мм/с |
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Скорость подачи проволоки, мм/с |
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вылет электрода, мм |
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сила тока, А | базовый |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| пиковый |
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Напряжение на дуге, В |
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Защитный газ | 100% СО2 | 75% Аr + 25% СО2 | 75% Аr + 25% СО2 | 75% Аr + 25% СО2 | |||
| Расход защитного газа, л/мин | |||||||
| Амплитуда колебаний электрода, мм | по ширине разделки | ||||||
| Угол наклона электрода «вперед», град. | |||||||
| *В положении 000 - 100 ч сварка осуществляется с поперечными колебаниями без задержки на кромках при скорости подачи проволоки __ м/мин, в положении 100 - 600 ч без поперечных колебаний при скорости подачи проволоки __ м/мин. Установка параметров горячего старта 35- 40 усл. ед. Угол наклона электрода («назад»): в положении 000 - 100 ч - 30° - 45°, в положении 100 - 400 ч _ 20° - 45°, в положении 400- 500 ч угол наклона сварочной горелки следует постепенно уменьшать и довести до нулевого значения (перпендикулярно поверхности трубы), в положении 500 - 600 ч - 5° - 10° углом «назад» | |||||||
| Дополнительные требования и рекомендации | |||||||
| 1. Выборка сварного шва должна выполняться механическим способом с применением трубообрабатывающих токарных станков типа ___, точением отрезным и фасонными резцами __ -образного профиля, при необходимости допускается механическая обработка участков облицовочного слоя шва с превышением усиления, а также доработка места выборки шлифовальной машинкой, с набором отрезных абразивных кругов и дисковыми проволочными щетками. 2. Ширина выборки по наружной поверхности труб должна быть не более двух толщин стенки трубы и обеспечивать выборку зоны сплавления в каждую сторону от ремонтируемого шва в сторону основного металла не менее чем на __ мм. 3. Предварительный подогрев свариваемого участка должен быть произведен до температуры плюс __ °С независимо от температуры окружающего воздуха, при этом контроль температуры предварительного подогрева производить не менее чем в четырех точках по контуру выборки на расстоянии __ мм от кромок. 4. Перед выполнением сварки прилегающие к выборке участки наружной поверхности труб должны быть зачищены до металлического блеска на ширину не менее __ мм. 5. Зажигание дуги следует производить на кромках выборки дефектного участка либо с поверхности ранее выполненного слоя сварочного шва 6. Сварку (заварку) участков корневого слоя шва в случае повышенного зазора допускается производить с предварительной наплавкой свариваемых кромок. 7. В процессе сварки температура предыдущего слоя сварного шва перед наложением последующего слоя должна быть не ниже плюс __ °, если температура опустилась ниже плюс __ °С, следует произвести сопутствующий подогрев до температуры плюс __ °С. 8. В процессе сварки (заварки) каждый слой шва должен быть зачищен механическим способом от шлака и брызг наплавленного металла. | |||||||
|
Содержание операций | Оборудование и инструмент | ||||
| 3. Сквозная выборка и сварка корневого и первого заполняющего слоев I участка | Произвести шлифмашинкой с отрезным абразивным кругом сквозную выборку участка сварного шва длиной 1/4 периметра в сегменте 6 ч 00 мин. - 9 ч 00 мин. (но не менее __ мм) с выходом за границы четверти не менее __ мм (рис. 4, этап I, рис. 5). Произвести сварку корневого и первого заполняющего слоев сквозной выборки, при этом сварка (заварка) каждого дефектного участка должна выполняться одним сварщиком | Шлифмашинка с набором шлифовальных кругов и дисковых проволочных щеток. Инверторный источник сварочного тока, подающий механизм. Шаблон сварщика. Штангенциркуль. Линейка | |||
| 4. Сквозная выборка и сварка корневого и первого заполняющего слоев II участка | Произвести шлифмашинкой с отрезным абразивным кругом сквозную выборку участка сварного шва длиной 1/4 периметра в сегменте 3 ч 00 мин. - 12 ч 00 мин. (но не менее __ мм) с выходом за границы четверти не менее __ мм (рис. 4, этап II, рис. 5). Произвести сварку корневого и первого заполняющего слоев сквозной выборки, при этом сварка (заварка) каждого дефектного участка должна выполняться одним сварщиком | Шлифмашинка с набором шлифовальных кругов и дисковых проволочных щеток. Инверторный источник сварочного тока, подающий механизм. Шаблон сварщика. Штангенциркуль. Линейка | |||
| 5. Сквозная выборка и сварка корневого и первого заполняющего слоев III участка | Произвести шлифмашинкой с отрезным абразивным кругом сквозную выборку участка сварного шва длиной 1/4 периметра в сегменте 9 ч 00 мин. - 12 ч 00 мин. (но не менее __ мм) с выходом за границы четвертине менее __ мм (рис. 4, этап III, рис. 5). Произвести сварку корневого и первого заполняющего слоев сквозной выборки, при этом сварка (заварка) каждого дефектного участка должна выполняться одним сварщиком | Шлифмашинка с набором шлифовальных кругов и дисковых проволочных щеток. Инверторный источник сварочного тока, подающий механизм. Шаблон сварщика. Штангенциркуль. Линейка | |||
| 6. Сквозная выборка и сварка корневого и первого заполняющего слоев IV участка | Произвести шлифмашинкой с отрезным абразивным кругом сквозную выборку участка сварного шва длиной 1/4 периметра в сегменте 6 ч. 00 мин. - 3 ч 00 мин. (но не менее __ мм) с выходом за границы четверти не менее __ мм (рис. 4, этап IV, рис. 5). Произвести сварку корневого и первого заполняющего слоев сквозной выборки, при этом сварка (заварка) каждого дефектного участка должна выполняться одним сварщиком | Шлифмашинка с набором шлифовальных кругов и дисковых проволочных щеток. Инверторный источник сварочного тока, подающий механизм. Шаблон сварщика. Штангенциркуль. Линейка | |||
|
Рисунок 4 - Этапы многопроходной сквозной выборки заполняющих и корневого слоев шва участков по 1/4 периметра сварного соединения
Рисунок 5 - Сквозная выборка шлифмашинкой участков сварного соединения
| |||||
| 7. Сварка заполняющих и облицовочных слоев сварного соединения | Произвести сварку заполняющих и облицовочного слоев всего периметра сварного соединения двумя сварщиками. Сварка (заварка) заполняющих и облицовочного слоев должна производиться узкими валиками, перекрывающими предыдущий валик не менее чем на 1/3 его ширины. Ширина заполняющих слоев должна быть не более трех толщин проволоки. Сварной шов должен быть многослойным (не менее__ слоев). Укрыть отремонтированный участок теплоизолирующим поясом до полного остывания | Инверторный источник сварочного тока, подающий механизм, шлифмашинка с набором шлифовальных кругов и дисковых проволочных щеток, шаблон сварщика, штангенциркуль, линейка, лупа, термопояс | |||
|
____________________________ | __________________________ подпись | _______________ Ф.И.О. |
«___» ___________ 20__ г. | ||
|
____________________________ | __________________________ подпись | _______________ Ф.И.О. |
«___» ___________ 20__ г. | ||
|
Диаметр, толщина Стенки, мм |
Метод ремонта Сваркой |
Способ сварки | Размер дефектного участка, мм | Шифр карты | |||||||||||||||||
|
| Ремонт дефектов кольцевого шва сваркой (заваркой) | РД | Длина - полный периметр сварного шва. Ширина - ширина шва + 2мм. Глубина - сквозная выборка | ||||||||||||||||||
|
Характеристика труб | Процессы сварки |
Подготовка под сварку, Последовательность сварки, параметры сварного шва | Сварочные материалы | ||||||||||||||||||
| Марка стали, №ТУ | Диаметр, мм | Тол- щина стенки, мм | Класс проч- ности
| Врем. сопр. разрыву, МПа, (кгс/мм2) | Эквивалент углерода, % | Ручная дуговая сварка покрытыми электродами |
1 - подрез; 2 - поры; 3 - несплавление; 4 - непровар а) Сварное соединение с внутренними дефектами
Рисунок 1 - Внешний вид сварного соединения
| Для сварки (заварки): - корневого слоя; - заполняющих, облицовочных слоев | |||||||||||||
|
|
|
|
| CIIw | CPcm | Предварительный подогрев | |||||||||||||||
| Предварительный подогрев перед выбркой до плюс __°С, предварительный подогрев перед сваркой до плюс __ °С независимо от температуры окружающего воздуха всего периметра кольцевого сварного соединения | |||||||||||||||||||||
|
Режимы сварки | |||||||||||||||||||||
|
Параметры |
Наименование слоев шва | ||||||||||||||||||||
| корневой | заполняющий | облицовочный | |||||||||||||||||||
| Диаметр электрода, мм |
|
|
| ||||||||||||||||||
| Сила тока, А |
|
|
| ||||||||||||||||||
| Потолочное положение |
|
|
| ||||||||||||||||||
| Вертикальное положение |
|
|
| ||||||||||||||||||
| Нижнее положение |
|
|
| ||||||||||||||||||
| Род тока, полярность |
|
|
| ||||||||||||||||||
| Направление сварки |
|
|
| ||||||||||||||||||
| Дополнительные требования и рекомендации | |||||||||||||
| 1. Выборка сварного шва должна выполняться механическим способом с применением трубообрабатывающих токарных станков типа __, точением отрезным и фасонными резцами __ -образного профиля, при необходимости допускается механическая обработка участков облицовочного слоя шва с превышением усиления, а также доработка места выборки шлифовальной машинкой, с набором отрезных абразивных кругов и дисковыми проволочными щетками. 2. Ширина выборки по наружной поверхности труб должна быть не более двух толщин стенки трубы и обеспечивать выборку зоны сплавления в каждую сторону от ремонтируемого шва в сторону основного металла не менее чем на __ мм. 3. Предварительный подогрев свариваемого участка должен быть произведен до температуры плюс __°С независимо от температуры окружающего воздуха, при этом контроль температуры предварительного подогрева производить не менее чем в четырех точках по контуру выборки на расстоянии __ мм от кромок. 4. Перед выполнением сварки прилегающие к выборке участки наружной поверхности труб должны быть зачищены до металлического блеска на ширину не менее __ мм. 5. Сварка (заварка) должна производиться электродами с основным видом покрытия на постоянном токе обратной полярности методом «на подъем» (снизу-вверх). 6. Зажигание дуги следует производить на кромках выборки дефектного участка либо с поверхности ранее выполненного слоя сварочного шва. 7. Сварку (заварку) участков корневого слоя шва в случае повышенного зазора допускается производить с предварительной наплавкой свариваемых кромок. 8. В процессе сварки температура предыдущего слоя сварного шва перед наложением последующего слоя должна быть не ниже плюс __ °С, если температура отпустилась ниже плюс __ °С, следует произвести сопутствующий подогрев до температуры плюс __ °С. 9. В процессе сварки (заварки) каждый слой шва должен быть зачищен механическим способом от шлака и брызг наплавленного металла. | |||||||||||||
|
Содержание операций |
Оборудование и Инструмент | ||||||||||||
| 1. Подготовка сварного соединения к ремонту | С целью уточнения границ линии сплавления, а также выявления наружных и внутренних дефектов сварного шва должен быть произведен визуальный, измерительный, радиографический контроль полного периметра кольцевого сварного соединения и ультразвуковой контроль на расстоянии не менее __ мм в обе стороны от шва и границ предполагаемой выборки для выявления возможных расслоений. Произвести разметку оси сварного шва по результатам визуального, измерительного и радиографического контроля с участием специалистов неразрушающего контроля. Рекомендуется нанести базовые линии на трубе на расстоянии __ мм с обеих сторон от оси сварного шва. Изоляционное покрытие трубы должно быть удалено на ширину не менее __ мм в каждую сторону от кольцевого сварного соединения. Поверхность трубы должна быть очищена механическим способом на ширину не менее __ мм в каждую сторону от кольцевого сварного соединения. Наружные дефекты (риски, задиры) глубиной более __ мм, но не более __ % от толщины стенки должны быть устранены шлифованием (Rz __), при этом толщина стенки трубы не должна выходить за пределы минусового допуска | Скребок, шлифмашинка с набором шлифовальных кругов и дисковых проволочных щеток, шаблон сварщика, штангенциркуль, лупа, линейка, ультразвуковой дефектоскоп, рентгеноаппарат | |||||||||||
| 2. Выборка облицовочных и заполняющих слоев сварного шва | Установить трубообрабатывающий токарный станок на трубу на одинаковом по всему периметру расстоянии от осевой линии сварного соединения. При этом положение станка должно обеспечивать достаточный запас для корректировки установки резцов. Установить с помощью подкладных пластин отрезной резец с шириной режущей кромки __ мм в резцедержатель № 1 трубообрабатывающего токарного станка по осевой линии сварного соединения. Установить с помощью подкладных пластин отрезной резец с шириной режущей кромки __ мм в резцедержатель № 2 трубообрабатывающего токарного станка по осевой линии сварного соединения. Выполнить проход полного периметра сварного соединения на холостом ходу для определения точности установки относительно осевой линии сварного соединения. Произвести многопроходную выборку всего периметра сварного шва до остаточной толщины __ мм (рис. 2а, 2б). При этом резец с шириной режущей кромки __ мм, установленный в резцедержатель № 2, приступает к выборке после выборки __ мм толщины металла шва стыкового сварного соединения отрезным резцом с шириной режущей кромки __ мм, установленным в резцедержатель № 1. Снять резцы с резцедержателей. Установить с помощью подкладных пластин фасонный V-образный правый резец в резцедержатель № 1 или № 2 трубообрабатывающего токарного станка на расстоянии __ мм от осевой линии сварного соединения (рис. 3а). Произвести многопроходную выборку всего периметра сварного шва до остаточной толщины __ мм с формированием V-образной кромки под сварку (рис. 3б). Снять резец с резцедержателя. Установить с помощью подкладных пластин фасонный V-образный левый резец в резцедержатель № 1 или № 2 трубообрабатывающего токарного станка на расстоянии __ мм от осевой линии сварного соединения (рис. 3в). Произвести многопроходную выборку всего периметра сварного шва до остаточной толщины __ мм с формированием V-образной кромки под сварку (рис. 3г). В случае неполной выборки сварного шва необходимо установить резец (левый или правый) на необходимое расстояние от осевой линии сварного шва и произвести повторную выборку. При этом разделка кромок под сварку должна соответствовать требованиям, приведенным на рис. 1б). | Шлифмашинка с набором шлифовальных кругов и дисковых проволочных щеток. Трубообрабатывающий токарный станок типа _ Резец отрезной. Резец фасонный правый. Резец фасонный левый. Шаблон сварщика. Штангенциркуль. Линейка
| |||||||||||
|
| |||||||||||||
| а) | б) | ||||||||||||
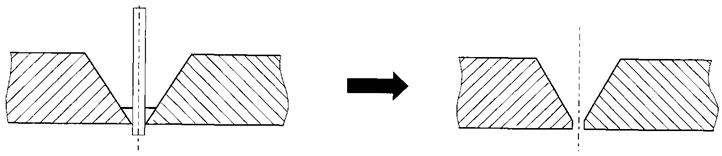
| Рисунок 2 - Многопроходная несквозная выборка облицовочного и заполняющих слоев шва по полному периметру сварного соединения до заданной остаточной толщины отрезными резцами | |||||||||||||
|
| |||||||||||||
| а) | б) | в) | г) | ||||||||||
| Рисунок 3 - Многопроходная несквозная выборка облицовочного и заполняющих слоев шва по полному периметру сварного соединения до заданной остаточной толщины фасонными резцами | |||||||||||||
| 3. Сквозная выборка и сварка корневого и первого заполняющего слоев I участка | Произвести шлифмашинкой с отрезным абразивным кругом сквозную выборку участка сварного шва длиной 1/4 периметра в сегменте 6 ч 00 мин - 9 ч 00 мин (но не менее __ мм) с выходом за границы четверти не менее __ мм (рис. 4, этап I, рис. 5). Произвести сварку корневого и первого заполняющего слоев сквозной выборки, при этом сварка (заварка) каждого дефектного участка должна выполняться одним сварщиком | Шлифмашинка с набором шлифовальных кругов и дисковых проволочных щеток. Шаблон сварщика. Штангенциркуль. Линейка | |||||||||||
| 4. Сквозная выборка и сварка корневого и первого заполняющего слоев II участка | Произвести шлифмашинкой с отрезным абразивным кругом сквозную выборку участка сварного шва длиной 1/4 периметра в сегменте 3 ч 00 мин - 12 ч 00 мин (но не менее __ мм) с выходом за границы четверти не менее __ мм (рис. 4, этап II, рис. 5). Произвести сварку корневого и первого заполняющего слоев сквозной выборки, при этом сварка (заварка) каждого дефектного участка должна выполняться одним сварщиком | Шлифмашинка с набором шлифовальных кругов и дисковых проволочных щеток. Шаблон сварщика. Штангенциркуль. Линейка | |||||||||||
| 5. Сквозная выборка и сварка корневого и первого заполняющего слоев III участка | Произвести шлифмашинкой с отрезным абразивным кругом сквозную выборку участка сварного шва длиной 1/4 периметра в сегменте 9 ч 00 мин - 12 ч 00 мин (но не менее __ мм) с выходом за границы четверти не менее __ мм (рис. 4, этап III, рис.5). Произвести сварку корневого и первого заполняющего слоев сквозной выборки, при этом сварка (заварка) каждого дефектного участка должна выполняться одним сварщиком | Шлифмашинка с набором шлифовальных кругов и дисковых проволочных щеток. Шаблон сварщика. Штангенциркуль. Линейка | |||||||||||
| 6. Сквозная выборка и сварка корневого и первого заполняющего слоев IV участка | Произвести шлифмашинкой с отрезным абразивным кругом сквозную выборку участка сварного шва длиной 1/4 периметра в сегменте 6 ч 00 мин - 3 ч 00 мин (но не менее __ мм) с выходом за границы четверти не менее __ мм (рис. 4, этап IV, рис. 5). Произвести сварку корневого и первого заполняющего слоев сквозной выборки, при этом сварка (заварка) каждого дефектного участка должна выполняться одним сварщиком | Шлифмашинка с набором шлифовальных кругов и дисковых проволочных щеток. Шаблон сварщика. Штангенциркуль. Линейка | |||||||||||
|
| |||||||||||||
| Рисунок 4 - Этапы многопроходной сквозной выборки заполняющих и корневого слоев шва участков по 1/4 периметра сварного соединения
Рисунок 5 - Сквозная выборка шлифмашинкой участков сварного соединения
| |||||||||||||
| 7. Сварка заполняющих и облицовочных слоев сварного соединения | Произвести сварку заполняющих и облицовочного слоев всего периметра сварного соединения одним сварщиком. Сварка (заварка) заполняющих и облицовочного слоев должна производиться узкими валиками с перекрытием __ мм. Ширина первых заполняющих слоев должна быть __ мм, последующих заполняющих слоев не более трех толщин электрода. Облицовочные слои швов должны быть мелкочешуйчатыми и иметь ширину не более трех толщин электрода. Сварной шов должен быть многослойным (не менее __ слоев). Укрыть отремонтированный участок теплоизолирующим поясом до полного остывания. | Инверторный источник сварочного тока __, шлифмашинка с набором шлифовальных кругов и дисковых проволочных щеток, шаблон сварщика, штангенциркуль, линейка, лупа, термопояс | |||||||||||
|
______________________
|
______________________ подпись |
_______________ Ф.И.О. | «___» __________ 20__ г. | ||||||||||
|
______________________
|
______________________ подпись |
_______________ Ф.И.О. | «___» __________ 20__ г. | ||||||||||
|
Диаметр, толщина стенки, мм |
Метод ремонта сваркой |
Способ сварки | Шифр карты | ||||||||||||||||||
|
| Ремонт стальными сварными муфтами | АПГ+АПИ | |||||||||||||||||||
|
Характеристика труб | Процессы сварки | Подготовка под сварку, последовательность сварки, параметры сварного шва | Сварочные материалы | ||||||||||||||||||
| Марка стали, №ТУ | Диа- метр, мм | Тол- щина стенки, мм | Класс проч- ности | Врем, сопр. разрыву, МПа, (кгс/ мм2) | Экви- валент угле- рода, % | Марка стали, №ТУ | Автоматизированная сварка проволокой сплошного сечения в углекислом газе методом УКП корневого слоя шва и автоматизированная сварка порошковой проволокой в защитных газах заполняющих и облицовочных слоев шва |
| Для сварки (заварки): - корневого слоя; - заполня- ющих, облицо- вочных слоев | ||||||||||||
|
|
| CIIw | CPcm | ||||||||||||||||||
|
Режимы сварки | |||||||||||||||||||||
|
Параметры |
Наименование слоев шва | ||||||||||||||||||||
| корне- вой* | первый заполняю- щие | после- дующие запол- няющие | облицо- вочный | Предварительный подогрев | |||||||||||||||||
| Направление сварки | Предварительный подогрев перед сваркой до плюс 150+30º С независимо от температуры окружающего воздуха всего периметра кольцевого сварного соединения | ||||||||||||||||||||
| Скорость сварки, мм/с | |||||||||||||||||||||
| Скорость подачи проволоки, мм/с | |||||||||||||||||||||
| Вылет электрода, мм | |||||||||||||||||||||
| Сила тока, А | базовый | ||||||||||||||||||||
| пиковый | |||||||||||||||||||||
| Напряжение на дуге, В | |||||||||||||||||||||
| Защитный газ | 100% СО2 | 75% Аr + 25 % СО2 | 75 % Аr + 25 % СО2 | 75 % Аr + 25 % СО2 | Дополнительные требования и рекомендации |
| Расход защитного газа, л/мин | 1. Выборка сварного шва должна выполняться механическим способом с применением трубообрабатывающих токарных станков типа__; точением отрезным и фасонными резцами V-образного профиля, при необходимости допускается механическая обработка участков облицовочного слоя шва с превышением усиления, а также доработка места выборки шлифовальной машинкой, с набором отрезных абразивных кругов и дисковыми проволочными щетками. 2. Ширина выборки по наружной поверхности труб должна быть не более двух толщин стенки трубы и обеспечивать выборку зоны сплавления в каждую сторону от ремонтируемого шва в сторону основного металла не менее чем на __ мм. 3. Предварительный подогрев свариваемого участка должен быть произведен до температуры плюс __ ° независимо от температуры окружающего воздуха, при этом контроль температуры предварительного подогрева производить не менее чем в четырех точках по контуру выборки на расстоянии __ мм от кромок. 4.Перед выполнением сварки прилегающие к выборке участки наружной поверхности труб должны быть зачищены до металлического блеска на ширину не менее __ мм. 5. Зажигание дуги следует производить на кромках выборки дефектного участка либо с поверхности ранее выполненного слоя сварочного шва. 6. Сварку (заварку) участков корневого слоя шва в случае повышенного зазора допускается производить с предварительной наплавкой свариваемых кромок. 7. В процессе сварки температура предыдущего слоя сварного шва перед наложением последующего слоя должна быть не ниже плюс __ °С, если температура опустилась ниже плюс __ °С, следует произвести сопутствующий подогрев до температуры плюс __ °С. 8. В процессе сварки (заварки) каждый слой шва должен быть защищен механическим способом от шапка и брызг наплавленного металла. | ||||
| Скорость колебаний электрода, мм/с | |||||
| Амплитуда колебаний электрода, мм | |||||
| Время задержки электрода на кромках, с | |||||
| Угол наклона электрода «вперед», град. | |||||
| * В положении 000 - 100 ч сварка осуществляется с поперечными колебаниями без задержки на кромках при скорости подачи проволоки __ м/мин, в положении 100 – 600 ч без поперечных колебаний при скорости подачи проволоки 3, 0 м/мин. Установка параметров горячего старта __ усл. ед. Угол наклона электрода («назад»): в положении 000 - 100 ч - 30° до 45°, в положении 100 - 400 ч - 20° - 45°, в положении 400 - 500 ч угол наклона сварочной горелки следует постепенно уменьшать и довести до нулевого значения (перпендикулярно поверхности трубы), в положении 500 - 600 ч - 5° - 10° углом «назад» | |||||
|
Диаметр, толщина стенки, мм |
Метод ремонта сваркой |
Способ сварки | Шифр карты | ||||||||
|
| Ремонт стальными сварными муфтами | РД | |||||||||
|
Характеристика труб | Процессы сварки | Подготовка под сварку, последовательность сварки, параметры сварного шва | Сварочные материалы | ||||||||
| Марка стали, №ТУ | Диа- метр, мм | Тол- щина стенки, мм | Класс проч- ности | Врем, сопр. раз- рыву, МПа, (кгс/ мм2) | Эквивалент углерода, % | Ручная дуговая сварка покрытыми электродами
|
| Для сварки (заварки): - корневого слоя и наплавоч- ных слоев; - заполня- ющих, облицо- вочных слоев | |||
| CIIw | CPcm | ||||||||||
|
|
| ||||||||||
|
Режимы сварки | |||||||||||
|
Параметры |
Наименование слоев шва | ||||||||||
| корне- вой* | запол- няющий | облицовочный | Предварительный подогрев | ||||||||
| Диаметр электрода, мм | Предварительный подогрев перед сваркой до плюс __°С независимо от температуры окружающего воздуха всего периметра кольцевого сварного соединения | ||||||||||
| Сила тока, А | |||||||||||
| Потолочное положение | |||||||||||
| Вертикальное положение | |||||||||||
| Нижнее положение |
| ||||||||||
| Род тока, полярность |
| ||||||||||
| Направление сварки | |||||||||||
|
Приложение Д (справочное) Приложение Е (справочное)
Газопроводов сваркой
Основное и вспомогательное сварочное оборудование для ремонта газопроводов сваркой приведено в таблицах Е. 1-Е. 10.
Таблица Е.1 - Сварочные выпрямители тиристорного типа для автоматической, механизированной и ручной сварки
Таблица Е.2 - Сварочные выпрямители инверторного типа для автоматической, механизированной и ручной сварки
Таблица Е.3 - Сварочные комплексы для автоматической односторонней сварки неповоротных кольцевых стыковых соединений труб
Таблица Е.4 - Сварочные агрегаты для механизированной и ручной сварки
Таблица Е.5 - Установки индукционного нагрева токами средней частоты от 400 до 10000 Гц для предварительного и сопутствующего (межслойного) подогрева сварных соединений и термообработки сварных соединений
Таблица Е.6 - Установки индукционного нагрева токами средней частоты 2500 Гц для предварительного и сопутствующего (межслойного) подогрева и термообработки сварных соединений
Таблица Е.7 - Установки для нагрева способом электросопротивления для предварительного и сопутствующего (межслойного) подогрева и термообработки сварных соединений
Таблица Е.8 - Установки для нагрева с применением электронагревателей комбинированного действия для предварительного и сопутствующего (межслойного) подогрева и термообработки сварных соединений
Таблица Е.9 - Основные характеристики навесных (разъемных) токарных трубообрабатывающих станков орбитального (охватывающего) типа для выборки (резки) сварных соединений при ремонте дефектов труб и сварных соединений газопроводов
Таблица Е.10 - Основные характеристики трубоотрезных машин типа «самоходная фреза» для выборки (резки) сварных соединений при ремонте дефектов труб и сварных соединений газопроводов
Библиография
[14] Правила устройства электроустановок (ПУЭ). 7-е изд. (утверждены приказом Минэнерго России от 08 июля 2002 г. № 204) Правила аттестации персонала в области неразрушающего контроля
________________________ 1) С официальной версией стандарта можно ознакомиться в ФГУП «Стандартинформ».
Текст сверен по: Официальное издание ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «ГАЗПРОМ» РЕКОМЕНДАЦИИ ОРГАНИЗАЦИИ
ТЕХНОЛОГИИ СВАРКИ |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-09; Просмотров: 916; Нарушение авторского права страницы