|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Накопители – стабилизаторы для коротких макаронных изделий
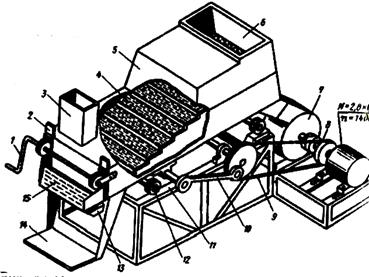
Накопители-стабилизаторы бункерного типа состоят из комплекта одинаковых по емкости секций, загружаемых с помощью конвейера до определенного уровня. По истечении необходимого времени бункера индивидуально разгружаются на сборный конвейер, который доставляет продукт к фасовочным автоматам. Накопитель-стабилизатор Б6-ЛСВ (рис.33). Предназначен для стабилизации и накопления коротких макаронных изделий. Он состоит из восьми емкостей 3, ленточного конвейера загрузки 5, двух ленточных конвейеров выгрузки 14 и площадки для обслуживания 4. Бункера установлены на опорах и соединены металлическими планками. Внутри каждого бункера для загрузки продуктом установлена труба 7, выполненная в виде отдельных направляющих шиберов 8, расположенных один под другим и под определенным углом. Нижняя часть бункера конусная и оканчивается разгрузочным патрубком 13. Патрубок разгрузки свободно вращается с помощью поворотного затвора 12 и может устанавливаться над лентой одного из конвейеров выгрузки в зависимости от ассортимента изделий в бункере и подачи их на соответствующий фасовочно-упаковочный автомат. Для наблюдения за процессом загрузки в боковых стенках бункера имеются смотровые окна 2.
Сверху бункеров на рельсовом пути 10 установлен ленточный конвейер загрузки 5. Ширина ленты транспортера 300 мм, скорость движения 0,3 м/с. Сбоку по всей длине бункеров расположена площадка для обслуживания, в начале которой установлена лестница 11с поручнями. Элеватор 9 подает изделия на конвейер загрузки, который, передвигаясь по рельсам, ссыпает изделия через воронки 6 загрузочных труб. Внутри бункеров изделия пересыпаются по наклонным козырькам и постепенно заполняют внутренний объем (4 м3). Продукт накапливается в бункерах и стабилизируется, охлаждаясь до температуры помещения. С помощью разгрузочных патрубков изделия из бункеров направляются на конвейеры 14, от которых поступают в вибробункер 1, а от него наклонным элеватором подаются к бункерам фасовочных автоматов.
Рис.33.Бункерный накопитель-стабилизатор Б6-ЛСВ
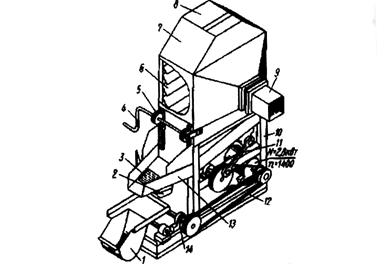
Накопитель-стабилизатор Уфимской макаронной фабрики (рис.34). Установка представляет собой группу последовательно расположенных бункеров 2, для загрузки и разгрузки которых установлено следующее оборудование: два загрузочных конвейера — наклонный 1 и горизонтальный 9, вентиляционная система и сборный конвейер 7. Бункер накопителя представляет собой прямоугольную емкость вместимостью 15 м3, изготовленную из листовой стали толшиной 3 мм. Нижняя часть выполнена в виде двух наклонных плоскостей, образующих по ширине выходную щель, под которой установлен вибролоток с небольшим уклоном. В верхней части каждой секции расположены приемные окна 5, напротив каждого из которых, установлен патрубок воздуховода 3. Воздух в воздуховод подается центробежным вентилятором Ц4-70 №2. Для охлаждения продукции, поступающей из сушилок, накопитель оборудован вытяжной вентиляцией, для этого от каждого бункера через отвод 6 и общий воздуховод 4 отсасывается теплый воздух. Общий воздуховод, в свою очередь, подсоединен к центробежному вентилятору Ц4-70 №2. Изделия от сушилки наклонным ленточным конвейером передаются на горизонтальный конвейер. По мере продвижения продукта по конвейеру бункера загружаются через приёмные под действием потока воздуха, поступающего из патрубков воздуховода и направленного перпендикулярно движущимся изделиям. Как только бункера заполнятся, патрубок воздуховода перекрывается шибером и подача воздуха прекращается. При разгрузки соответствующего бункера открывается шибер разгрузочного устройства и включается вибролоток 8. Продукция с вибролотка ссыпается на сборный конвейер, который перемещает её к автовесам для взвешивания и последующей упаковки.
Рис. 34. Бункерный накопитель-стабилизатор Уфимской макаронной фабрики: 1- наклонный конвейер; 2 - бункер;3,1 -воздуховод; 5 - окно; 6 - отвод; 7 - сборный конвейер; 8-вибролоток; 9 - горизонтальный конвейер
Конвейерный накопитель-стабилизатор Б6-ЛОВ (рис.35) Накопитель-стабилизатор Б6-ЛОВ состоит из наклонного ленточного конвейера загрузки 3, двух ленточных конвейеров 1 с приводным механизмом, конвейера 8 выгрузки с приводным механизмом и вентиляционной системы 2.
Рис.35.Накопитель – стабилизатор Б6 – ЛОВ
Каркас стабилизатора секционный, сборный, из уголковой профилированной стали, облицован со всех сторон металлическими панелями. С торцовой стороны каркаса под углом 45° установлен наклонный ленточный конвейер. В качестве конвейерной ленты служит нейлоновая сетка шириной 1750 мм, поперек которой по всей длине закреплены поперечные планки 10, не позволяющие продукту сползать вниз. Привод наклонного конвейера осуществляется от электродвигателя через клиноременную передачу и редуктор. Скорость движения ленты конвейера 0,2 м/с. Подача изделий от сушилок на транспортеры накопителя осуществляется наклонным транспортером 3, выполненным из такой же нейлоновой ленты, но имеющим поперечные планки для предотвращения сползания изделий. Скорость движения ленты загрузочного транспортера 0,2 м/с, что обеспечивает высоту слоя продукта на лентах транспортеров накопителя до 600 мм. С наклонного транспортера продукт переключением заслонки 2 по наклонным перфорированным металлическим листам загружается на верхний или нижний ярус-накопителя. Положение заслонки изменяют вращением штурвала 4. Через перфорированные листы в стабилизатор-накопитель вентилятором нагнетается воздух. С транспортеров накопителя стабилизированные изделия по наклонным спускам попадают на поперечный транспортер 8 с прорезиненной лентой шириной 500 мм. Разгрузка транспортёров накопителя ведётся при скорости движения их лент 0,063 м/мин.
Виброохладители Высокая температура продукта (40-45°С), выходящего из паровых ковейерных сушилок типа СПК-45, приводит к необходимости их интенсивного охлаждения до температуры воздуха в упаковочном отделении. Такой способ охлаждения осуществляется в виброохладителях различных конструкций, имеющих значительно меньшую вместимость чем стабилизаторы-накопители. Полочный виброохладитель (рис. 36). Виброохладитель представляет собой камеру 5, прикрепленную в нижней части к двум осям, на концах которых укреплены подшипники 12 качения. Они опираются на раму 11, изготовленную из уголковой стали. Внутри камеры ступенчато расположены девять перфорированных металлических полок 4. К выходной части камеры прикреплен лоток 15, в днище которого находится блок постоянных магнитов 13 для улавливания металлических примесей, и кронштейн 14, на котором размещается тара. Торцовое отверстие камеры перекрывается заслонкой с помощью зубчатой передачи 2 и рукоятки 1. Возвратно-поступательное движение камера получает от электродвигателя через клиноременную передачу 9, эксцентрик и шатун 10. Работа виброохладителя заключается в следующем. Изделия направляются в приемную часть 6 вибрирующей камеры и постепенно заполняют ее внутренний объем над перфорированными полками. Воздушный поток от центробежного вентилятора 7 подается в нижнюю часть камеры, проходит сквозь отверстия полок и постепенно охлаждает изделия. Отработавший теплый воздух выходит из камеры через патрубок 3.
Рис. 36. Полочный виброохладитель: 1 - рукоятка; 2 -зубчатая передача; 3 - патрубок; 4 - полка; 5 - камера; 6 -приемная часть камеры; 7 - вентилятор; 8 - электродвигатель 9 - клиноременная передача; 10 - шатун; 11 - рама; 12 -подшипник; 13 - магнит; 14 - кронштейн; 15 -лоток
Продолжительность охлаждения продукта 10-15 мин. Для заполнения установленной на кронштейне тары открывают с помощью рукоятки 1 шибер, при этом имеется возможность регулировать количество выходящего продукта. Производительность - 500 кг/ч. Шахтный виброохладитель (рис.37) состоит из бункера-охладителя 7, вибрационного конвейера с механизмом привода. Каркас 10 сварной из стального уголка укреплен на специальной массивной подставке из швеллера. Бункер-охладитель имеет форму параллелепипеда, две боковые узкие стенки его закрыты металлическими листами, две широкие имеют шибера 6, направленные внутрь с углом наклона 30°. На одной из боковых стенок закреплен патрубок 9, соединенный с воздуховодом центробежным вентилятором. Вибрационный конвейер представляет собой лоток 13 и прикреплен к каркасу (угол наклона 3°) с помощью четырех пластинчатых пружин. В конце лотка имеется окно 3 размером 250х350 мм, закрытое штампованным ситом (ячейка 2 мм). Под ситом установлен блок 2 постоянных магнитов. На боковой стенке лотка имеется заслонка для предотвращения выхода продукта. Движение заслонки осуществляется с помощью рукоятки 4 и зубчатой передачи 5. Привод лотка — от электродвигателя через клиноременную передачу, эксцентрик и шатун 11. От этого же привода через клиноременную передачу 12 и эксцентрик 14 осуществляется возвратно-поступательное движение площадки 1. Продукт поступает в виброохладитель через отверстие 8 и охлаждается только при заполненном бункере. Воздух для охлаждения продукта направляется сквозь его слой и через боковые шибера продувается с помощью центробежного вентилятора. Отработавший воздух направляется для очистки в циклон.
Рис. 37. Шахтный виброохладитель: 1 - площадка; 2 - блок магнитов; 3 -окно; 4 - рукоятка; 5 - зубчатая передача; б - шибер. 1 - бункер-охладитель; 8 - загрузочное отверстие; 9 - патрубок; 10 -каркас; 11 — шатун; 12 - клиноременная передача; 13 -вибрационный лоток; 14 – эксцентрик
При движении продукта по лотку через сетку улавливаются металлические примеси. Загрузка изделий осуществляется в ящики или мешки. Для лучшего уплотнения продукта в таре площадка 1 совершает возвратно-поступательное движение от общего привода. В случае установки мешка в площадке имеется углубление, а верхний край мешка закрепляется на конце лотка с помощью фиксатора. Пропускная способность виброохладителя 1250 кг/ч.
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 327; Нарушение авторского права страницы