
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Термическая правка с местным нагревом
Она основана на развитии пластического деформирования сжатием растянутых участков конструкции. При правке этим методом обычно нагревают растянутую часть деформированной детали. Нагрев производят в отдельных участках (рис. 12). При этом расширению металла препятствуют окружающие его холодные части детали. В этих участках металл испытывает пластическую деформацию сжатия и укорочения растянутых волокон металла. При последующем охлаждении эти участки, сокращаясь, выпрямляют изделие. Термическую правку применяют в основном для устранения деформаций коробления листовых конструкций и ликвидации изгиба балочных конструкций. При правке выпучин листовых деталей нагревают выпуклую часть в отдельных точках в шахматном порядке. Каждый нагретый участок стремится расшириться, но за счет противодействия со стороны окружающего холодного металла в нем возникают пластические деформации сжатия.
а б
Рис. 12. Правка местным нагревом: а – по ребру, б – по плоскости
После охлаждения диаметр нагреваемой окружности уменьшается, что и приводит к исчезновению выпучины. Нагрев можно производить газовой горелкой, электрической дугой, угольным электродом, на машинах для точечной сварки. Правка убыстряется при сочетании местного нагрева с приложением статических нагрузок при использовании специальных правочных приспособлений.
Схемы правки определённых конструкций представлены в прил. 2. 2. Термическая правка с общим нагревом (отжиг)
Её производят также в специальных правочных приспособлениях, в которых конструкция фиксируется в нужном положении с предварительным натягом в жёстком приспособлении (рис. 13). Затем приспособление с изделием загружается в печь и подвергается общему нагреву. Нагретый металл пластически деформируется в приспособлении и при последующем охлаждении сохраняет приданную ему форму. Такую правку можно сочетать с операцией общей термической обработки конструкции. Режимы термообработки для сталей приведены в таблице прил. 3. Однако этот метод требует применения дорогостоящих приспособлений из дефицитных материалов, поэтому применяется, как правило, в тех случаях, когда изделие сварено из высокопрочного материала, избавиться от деформаций очень трудно.
Рис. 13. Схема жёсткого
закрепления листов
3. Холодная механическая правка
Её производят с приложением статических, безударных нагрузок. Для этой же цели используют ручные прессы, специальные правочные приспособления, стальные пуансоны для обжатия на механизированных прессах, а также прокатку на трехвалковых станах или растяжение на специальных станках (рис. 14). Для правки крупногабаритных сварных узлов применяют гидравлические правильные прессы и специализированные правильные машины. Так, грибовидность сварных двутавровых балок (рис. 1, д) – деформацию полок, образующуюся вследствие усадки сварных швов, выправляют на специализированной машине по схеме, приведенной на рис. 14, а. Ролики служат для подачи балки в процессе правки, нажимной ролик 2 совершает возвратно-поступательное движение.
Рис. 14. Схемы механической правки сварных двутавровых балок (а)
и цилиндрических оболочек (б)
Сварные цилиндрические оболочки правят на трёх и четырёхвалковых листогибочных машинах (рис. 14, б).
Для тонкостенных сосудов применяют прокатку и проковку сварных швов на специализированных станках. Прокатка осуществляется роликами, а проковка – высокоскоростным ударным пневматическим устройством. При этом металл шва осаживается по толщине, в результате чего происходит его раздача в продольном и поперечном направлениях. Это приводит к небольшому устранению поперечной усадки и существенному или полном устранению продольных деформаций укорочения зоны сварки (рис. 15). Таким же образом удается устранять выпучины в листовых деталях, производя проковку с краев детали и перемещаясь к ее центру.
Рис. 15. Устранение угловых деформаций прокаткой и проковкой
Термомеханическая правка
Она заключается в сочетании местного нагрева с приложением статической нагрузки, изгибающей исправляемый элемент конструкции в нужном направлении. Эта нагрузка может создаваться домкратами, прессами или другими устройствами (рис. 14). Применение дополнительного нагрева способствует снижению усилий, необходимых для устранения деформаций. Такой способ правки обычно применяют для жёстких сварных узлов.
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 2070; Нарушение авторского права страницы

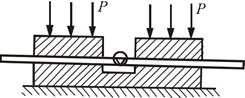


 Рис. 14. Термомеханическая правка сварного фундамента с применением домкрата (цифра-ми показана последовательность мест нагрева): 1 – опоры; 2 – места нагрева; 3 – домкрат
Рис. 14. Термомеханическая правка сварного фундамента с применением домкрата (цифра-ми показана последовательность мест нагрева): 1 – опоры; 2 – места нагрева; 3 – домкрат