
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ПЕРСПЕКТИВНЫЕ способы механической обработки восстанавливаемых деталей
В результате смещения круга по его высоте (на 1/3 — 1/2 по отношению к поверхности резания резца) удаляется корка наплавленного металла, что позволяет вести резание восстанавливаемых деталей твердосплавным инструментом. Обрабатывают детали кругами горячего прессования ЭФ МИСиС с характеристикой: ПП150Х20Х32, 38А200ВТБ. Резец, оснащенный напайкой пластиной из твердого сплава ВК.8, имеет следующие геометрические размеры, главный передний угол γ =0; главный задний угол α =8°; углы в плане φ =φ 1=45°. Скорость резания при обработке составляет 8 м/мин, скорость шлифования — 47 м/с, диапазон регулирования усилия прижима круга — 10 — 500 Н. От абразивного круга требуется высокое тепловыделение в зоне контакта с обрабатываемым материалом, т. е. он должен работать аналогично диску трения. С другой стороны, круг должен обеспечивать интенсивный съем металла на глубину ~1, 5 мм для удаления корки. Оба эти требования должны выполняться при условии высокой стойкости инструмента. Производительность при абразивно-лезвийной обработке повышается в результате увеличения скорости резания и подачи, что, в свою очередь, создает ограничения по пластической износостойкости инструмента. Производительность при абразивно-лезвийном способе равна: Qал=Qл+Qш где Qл — съем металла в минуту резцом, г/мин; Qш -съем металла в минуту абразивным кругом, г/мин; Qл=γ υ stл γ — плотность обрабатываемого металла, г /см3; υ — скорость резания, м/мнн; s — подача, мм/об; tл— глубина резания, мм; Qш= γ υ дsоtш υ д= υ — скорость вращения восстанавливаемой детали м/мин; sо = 8 — подача мм/об; tш— глубина шлифования, мм. При восстановлении деталей износостойкими материалами последующая обработка лезвийным инструментом затруднена из-за высокой стойкости покрытия, наличия ударных нагрузок в результате значительной микронеровности покрытия и шлаковых включений в слое.
Абразивные или алмазные зерна, выступая из электропроводной связки, создают зазор между связкой и поверхностью обрабатываемой детали. В зазор подают электролит. Под действием электрического тока происходит анодное растворение поверхности детали, а зерна вращающегося круга удаляют продукты растворения. В качестве режущего инструмента применяют абразивные и алмазные круги на токопроводящих связкахтипаМ1, М5, СЭШ-1, СЭШ-2, основными компонентами в которых являются медь, цинк, алюминий. В качестве рабочей среды используют токопроводящие растворы электролитов, обеспечивающие необходимое качество поверхности, требуемые точность и производительность и не вызывающие коррозии незащищенных частей оборудования, Этим условиям отвечают растворы нейтральных солей с различными добавками ингибиторов для придания нм антикоррозионных свойств. Хорошие результаты дает применение электролита, содержащего 2 — 3 % NаNО3и 0, 2 — 0, 3 % NаNО2.Присутствующий в этом электролите нитрит натрия является одновременно и антикоррозионной добавкой. Применяют также другие электролиты, в состав которых наряду с азотнокислым натрием входят сегнетовая соль, сульфиты и фосфаты натрия, олеиновая кислота и другие компоненты. Обработку проводят при окружной скорости круга 20 — 25 м/мин и скорости детали 5 — 6 м/мин. Эффективность процесса шлифования зависит от плотности тока,. удельного давления круга и состава электролита. Рекомендуемые режимы для различных видов обработки приведены в табл. 12.7.
|
Последнее изменение этой страницы: 2019-10-24; Просмотров: 178; Нарушение авторского права страницы
 К перспективным способам механической обработки восстанавливаемых деталей следует отнести абразивно-лезвийную обработку, заключающуюся в разупрочнении наплавленного металла. Источником нагрева является специальный абразивный круг, работающий в режиме самозатачивания с дополнительным выделением тепла в контактную зону и расположенный таким образом с учетом режима резания лезвия. Это обеспечивает местный прогрев на глубину, не превышающую глубины резания. Оптимальные условия нагрева соответствуют минимальному теплоотводу в обрабатываемую деталь, и, что особенно важно, тепло нагрева не поступает к передней поверхности резца (рис. 12.4).
К перспективным способам механической обработки восстанавливаемых деталей следует отнести абразивно-лезвийную обработку, заключающуюся в разупрочнении наплавленного металла. Источником нагрева является специальный абразивный круг, работающий в режиме самозатачивания с дополнительным выделением тепла в контактную зону и расположенный таким образом с учетом режима резания лезвия. Это обеспечивает местный прогрев на глубину, не превышающую глубины резания. Оптимальные условия нагрева соответствуют минимальному теплоотводу в обрабатываемую деталь, и, что особенно важно, тепло нагрева не поступает к передней поверхности резца (рис. 12.4). Способ электрохимического шлифования, схема которого представлена на рис. 12.5, в значительной степени позволяет повысить эффективность обработки восстанавливаемых деталей. Токопроводящий круг 3 при помощи скользящего контакта 2 соединяют с отрицательным полюсом источника постоянного тока 1, а обрабатываемую деталь 5 — с положительным полюсом. В зону обработки подают электролит 4. Силу тока регулируют реостатом 6.
Способ электрохимического шлифования, схема которого представлена на рис. 12.5, в значительной степени позволяет повысить эффективность обработки восстанавливаемых деталей. Токопроводящий круг 3 при помощи скользящего контакта 2 соединяют с отрицательным полюсом источника постоянного тока 1, а обрабатываемую деталь 5 — с положительным полюсом. В зону обработки подают электролит 4. Силу тока регулируют реостатом 6.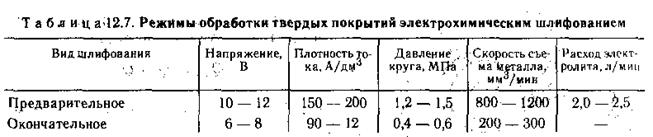 Для чернового шлифования крупных деталей, например шеек коленчатых валов автотракторных двигателей, восстановленных наплавкой твердосплавными материалами, разработан способ электроконтактного шлифования чугунным кругом. В качестве рабочей жидкости применяют 5 %-ный раствор эмульсола в воде. Шлифование проводят при оптимальных режимах: напряжении источника постоянного тока 25 В, силе тока 600— 1500 А прямой полярности, скорости вращения инструмента (чугунного диска) 40 — 50 м/с, детали 0, 30 — 0, 60 м/с. При соблюдении указанных режимов интенсивность снятия припуска достигает 0, 23— 0, 60 сма/с, а зона термического воздействия не превышает 0, 1 мм. При обработке электроконтактным методом продолжительность черновой обработки одной шейки вала сокращается в 3 —5 раз.
Для чернового шлифования крупных деталей, например шеек коленчатых валов автотракторных двигателей, восстановленных наплавкой твердосплавными материалами, разработан способ электроконтактного шлифования чугунным кругом. В качестве рабочей жидкости применяют 5 %-ный раствор эмульсола в воде. Шлифование проводят при оптимальных режимах: напряжении источника постоянного тока 25 В, силе тока 600— 1500 А прямой полярности, скорости вращения инструмента (чугунного диска) 40 — 50 м/с, детали 0, 30 — 0, 60 м/с. При соблюдении указанных режимов интенсивность снятия припуска достигает 0, 23— 0, 60 сма/с, а зона термического воздействия не превышает 0, 1 мм. При обработке электроконтактным методом продолжительность черновой обработки одной шейки вала сокращается в 3 —5 раз.