|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Тема курсового проекта: РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА КОМПРЕССОРА КТ-6
I. Пояснительная записка Графическая часть Перечень вопросов, подлежащих рассмотрению
Введение I. Основная часть проекта 1. Периодичность, сроки контроля технического состояния и выполнение Ремонта 2. Условия работы на тепловозе, характерные повреждения и их причины 3. Разработка карты технологического процесса очистки и ведомости дефектации сборочной единицы и ее деталей
4 Выбор и обоснование, способы устранения неисправностей деталей сборочной единицы (замена, восстановление ремонта) ~ 5 Разработка технологической инструкции на ремонт сборочной единицы 6 Объем работ, выполняемых при ремонте 7 Метод ремонта н повышение надежности 8 Предельно-допустимые размеры детали при выпуске из ремонта (для сборочных единиц, за юры опереженных деталей) 9 Проверка, регулировка и испытание после ремонта 10 Оборудования, применяемые при ремонте 11 Технологическое оборудование (приспособление) его устройство и действие 12 Организация рабочего места и техника безопасности при ремонте Заключение
2. Перечень графического материала Карта технологического процесса ремонта водо воздушных и масловоздушных секций холодильника тепловоза; 3.Рекомендуемые источники 1. Питропавлов. Ю.П. «Технология ремонта подвижного состава» М., Транспорт 2006г. 2. «Технология ремонта подвижного состава» Методическое пособие для специальности 23.02.06 «Техническая эксплуатация подвижного состава железных дорог» М.. 2010г. 3. Данковцев, В Г. Киселёв. В.И. Четвергов, В.А. «Техническое обслуживание и ремонт локомотивов» М.. 2007г. 4. Забалотный Н.Г. «Устройство и ремонт тепловозов. Управление и техническое обслуживание тепловозов» М „ 2007г. 5. Левицкий. А.Л. Снбаров, Ю.Г «Охрана труда в локомотивном хозяйстве» М., Транспорт 2009г. 6. Бервинов В.И. Доронин. Е.Ю. Зенин. И.П. «Техническое диагностирование и неразрушающий контроль деталей и узлов локомотивов» М „ 2008г. 7. Пойда. С.М. Кокошинскнй. А.Ф Хуторянский. Н.Н. «Механическое оборудование тепловозов (устройство и ремонт)» М., Транспорт 2005г. 8. Кузнецов. К.В. Дайлидко. А.А. и др. «Локомотивные устройства безопасности» М., 2008г.
Дата выдачи задания «07» 11.2017г. Срок сдачи студентом законченной курсового проекта «__»_____2017г. Руководитель проекта _____________ А.В.Чеджемов Задание принял к исполнению _____________ /П.А.Булавинов
СОДЕРЖАНИЕ
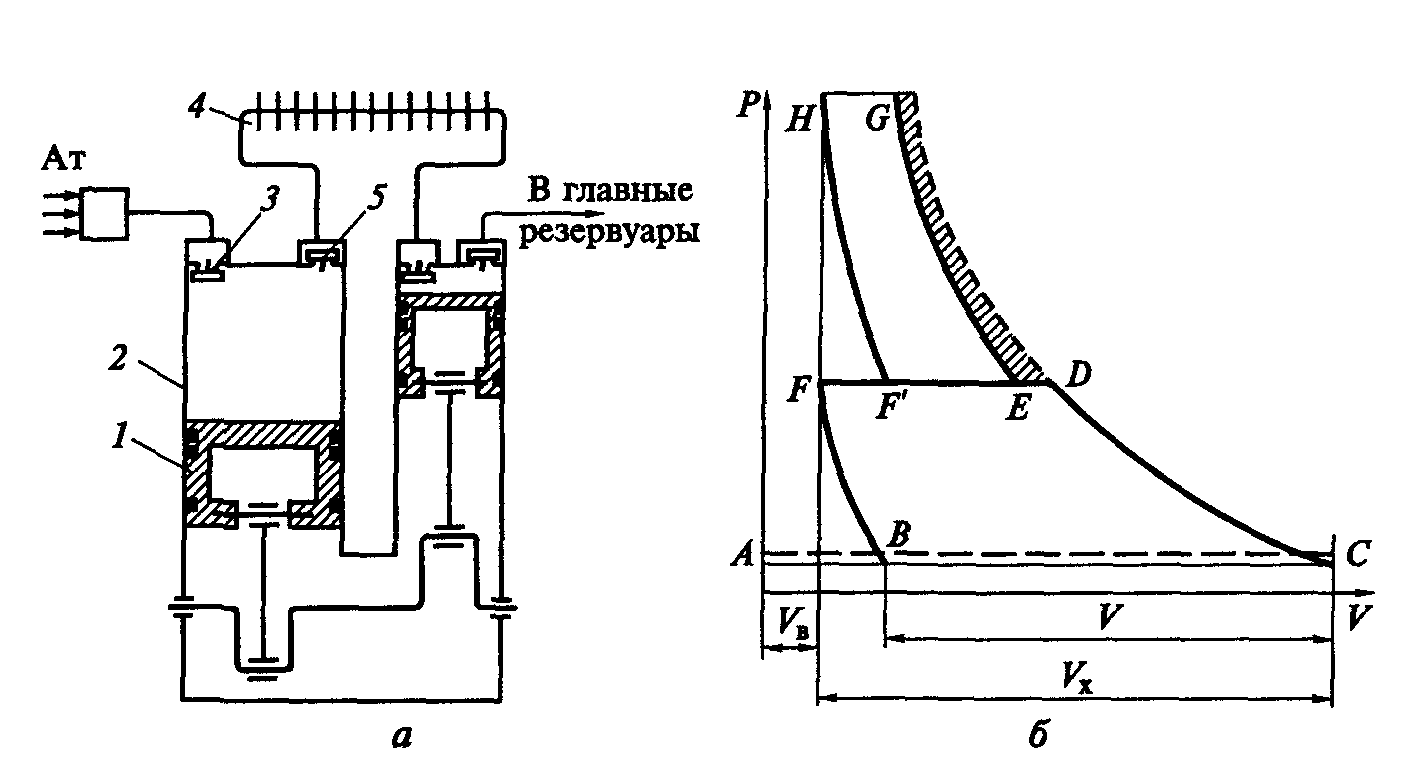
Введение Обеспечение качества и безопасности услуг одна из самых актуальных проблем любой отрасли, не исключается и ж/д транспорт, который по-прежнему является одним из ведущих видов транспорта России. Железнодорожный подвижной состав представляет собой сложную многоэлементную техническую систему, в которой отдельные элементы объединены в многочисленные узлы и агрегаты. Основной задачей ж/д транспорта является полное и своевременное удовлетворение потребностей народного хозяйства и населения в перевозках, повышение эффективности и качества работы транспортной системы. Одним из решающих факторов, обеспечивающих четкую, ритмичную работу ж/д транспорта является устойчивая работа локомотивного хозяйства, улучшение технического состояния, содержание и использование локомотивного парка. Правильная организация и своевременная технология ремонтов локомотивов, как показывает опыт передовых локомотивных депо и ж/д, позволяет содержать их в исправном состоянии при минимальных трудовых и материальных затратах. Большое значение при этом имеет наличие ремонтной базы и её оснащенность. В тепловозоремонтном производстве в настоящее время используют методы организации ремонта: агрегатный и поточно-конвейерный, специализация и концентрация производства по сериям тепловозов и виды ремонта, комплексная механизация и автоматизация производства, планирование и управление. Ремонт компрессора КТ-6 Компрессоры предназначены для обеспечения сжатым воздухом тормозной сети поезда и пневматической сети вспомогательных аппаратов: электропневматических контакторов, реверсоров, песочниц и др. Применяемые на подвижном составе компрессоры классифицируются по числу цилиндров (одно-, двухцилиндровые и т.д.); по расположению цилиндров (горизонтальные, вертикальные, V-и W-образные); по числу ступеней сжатия (одно- и двухступенчатые); по типу привода (с приводом от электродвигателя или от двигателя внутреннего сгорания). Вспомогательные компрессоры служат для наполнения сжатым воздухом пневматических магистралей, например, главного воздушного выключателя, блокирования щитов высоковольтной камеры и токоприемника при отсутствии сжатого воздуха в главных резервуарах и резервуаре токоприемника после длительной стоянки электроподвижного состава в нерабочем состоянии. Компрессоры должны полностью обеспечивать потребность в сжатом воздухе при максимальных расходах и утечках его в поезде. Во избежание недопустимого нагрева режим работы компрессора устанавливается повторно-кратковременным. При этом продолжительность включения (ПВ) компрессора под нагрузкой допускается не более 50 %, а продолжительность цикла до 10 мин. Основные компрессоры, применяемые на подвижном составе, как правило, являются двухступенчатыми. Сжатие воздуха в них происходит последовательно в двух цилиндрах с промежуточным охлаждением между ступенями. Работа такого компрессора показана рис. 1. При первом ходе вниз поршня 1 (рис. 1, а) открывается всасывающий клапан 3, и в цилиндр 2 первой ступени поступает воздух из атмосферы Ат при постоянном давлении. Линия всасывания АС (рис. 1, б) располагается ниже штриховой линии атмосферного барометрического давления на значение потерь на преодоление сопротивления всасывающего клапана. При ходе поршня 1 вверх всасывающий клапан 3 закрывается, объем рабочего пространства цилиндра 2 уменьшается и воздух сжимается по линии CD до Рисунок 1 - Схема двухступенчатого компрессора (а) и теоретическая индикаторная диаграмма его работы (б): 1 — поршень; 2 — цилиндр первой ступени; 3 — всасывающий клапан; 4 — холодильник; 5— нагнетательный клапан
Давления в холодильнике 4, после чего открывается нагнетательный клапан 5 и происходит выталкивание сжатого воздуха в холодильник по линии нагнетания DF с постоянным противодавлением. В процессе последующего хода поршня 1 вниз происходит расширение оставшегося во вредном пространстве (объем пространства над поршнем в его верхнем положении) сжатого воздуха по линии FB до тех пор, пока давление в рабочей полости не понизится до определенного значения и всасывающий клапан 3 откроется атмосферным давлением. Далее процесс повторяется. На первой ступени воздух сжимается до давления 2, 0...4, 0 кгс/см2. Аналогично работает вторая ступень компрессора со всасыванием воздуха из холодильника 4 по линии FE, сжатием по линии EG, нагнетанием в главные резервуары по линии GH, расширением во вредном пространстве цилиндра второй ступени по линии HF'. Заштрихованная площадь индикаторной диаграммы характеризует уменьшение работы сжатия вследствие охлаждения воздуха между ступенями. Сжатие воздуха сопровождается выделением теплоты. В зависимости от интенсивности охлаждения и количества теплоты, отбираемой от сжимаемого воздуха, линия сжатия может быть изотермой, когда отводится вся выделяющаяся теплота и температура остается постоянной, адиабатой, когда процесс сжатия идет без отвода теплоты, или политропой при частичном отводе выделяющейся теплоты. Адиабатический и изотермический процессы сжатия являются теоретической идеализацией. Действительный процесс сжатия является политропным. Основными показателями работы компрессора являются производительность (подача), объемный, изотермический и механический КПД. Производительностью компрессора называется объем воздуха, нагнетаемый компрессором в резервуар в единицу времени, замеренный на выходе из компрессора, но пересчитанный на условия всасывания. Производительность компрессора локомотива определяют по времени повышения давления в главных резервуарах с 7, 0 до 8, 0 кгс/см2. Объемный КПД характеризует уменьшение производительности компрессора под влиянием вредного пространства; он зависит от объема вредного пространства и давления. Двухступенчатое сжатие позволяет понизить температуру воздуха в конце сжатия, улучшить условия смазывания компрессора и уменьшить потребляемую компрессором мощность за счет работы, сэкономленной благодаря охлаждению воздуха в промежуточном холодильнике, а также повысить объемный КПД за счет уменьшения соотношения давлений нагнетания и всасывания. |
Последнее изменение этой страницы: 2019-06-08; Просмотров: 1419; Нарушение авторского права страницы