
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Принципы проектирования литейной песчаной формы. ⇐ ПредыдущаяСтр 5 из 5
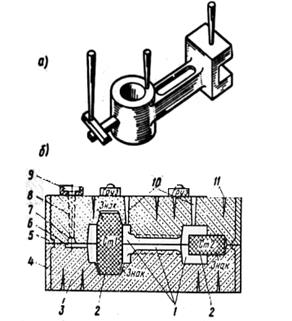
В процессе проектирования формы решается следующий комплекс вопросов: - установление количества получаемых в форме отливок; - определение толщины стенок формы; - конструирование и расчет элементов литниково – питающей системы; - конструирование холодильников. • • Рис.4. Литейные уклоны на отливках 3.1. Количество отливок в форме определяется серийностью детали, ее габаритами и массой. В условиях мелкосерийного производства отливок процесс литья обычно строится в расчете на размещение в форме небольшого числа отливок. При серийном, крупносерийном и особенно массовом производстве стремятся к размещению в форме наибольшего числа однотипных отливок, что обеспечивает максимальную металлоемкость формы. 3.2. Толщина стенок является важнейшим параметром формы, который оказывает влияние на характер теплообмена между заливаемым в нее расплавом, формирующейся отливкой и материалом форм, она определяет ее прочность и экономичность. Толщина стенок формы зависит от состава применяемой смеси и степени ее уплотнения, состояния формы (сырая, сухая, химически затвердевшая), а так же от условий обеспечения надежного сопротивления формы действий металлостатического напора, заливаемого в нее расплава (характер литниковой системы, наличие жеребеек и др). В табл. 2 приведены выработанные практикой рекомендации для определения толщины стенок песчаных толстостенных форм, показанных на рис. 3. Размеры опок выбираются по ГОСТ 2133-75. Рис. 5 Отливка рычага (а) и литейная форма (б): 1- полость формы; 2 - стержни; 3 – формовочная смесь; 4 - нижняя опока; 5 - верхняя опока; 6-9 - литниковая система; 10 - выпоры; 11 - газоканалы
3.3.Конструирование и расчет элементов литниково – питающей системы. Выбор типа и места подвода расплава к отливке, а также установление размеров элементов литниково – питающей системы - одно из условий получения отливок высокого качества. Расплав следует подводить к полости так, чтобы его струя не размывала стенок формы и не била в стержни. Из производственных данных выработаны следующие рекомендации по выбору места подвода расплава в форму. При литье из серого чугуна расплав чаще всего подводят в тонкие места отливки; в этом случае в массивные места отливки он попадает несколько охлажденным, в то время как в тонком месте он будет иметь высокую температуру вследствие непрерывного поступления более горячего расплава из ковша. Это способствует равномерному остыванию отливки, устраняет усадочные раковины и внутреннее напряжение. При литье из белого (ковкого) чугуна учитывая его пониженную жидко текучесть и увеличенную усадку, расплав подводят в наиболее толстые места отливки через питающую бобышку. При стальном литье расплав к полости формы подводится двояко: если разница в толщине различных мест отливки сравнительно небольшая - в более тонкие участки (для выравнивания скорости охлаждения отливки), а при значительной разнице в толщине - к самому массивному месту отливки, на котором обычно ставиться прибыль для создания направленного затвердевания отливки, идущего от тонких частей к толстым. При литье из цветных сплавов подвод расплава к полости должен быть плавным и обеспечить достаточное питание отливки во время ее затвердевания, так как сплавы цветных металлов очень склонны к окислению и имеют повышенную усадку. Главный подвод сплава в этом случае осуществляют при помощи рожкового питателя или зигзагообразного тормозящего стояка, а питание установкой прибылей. При заниженных размерах литниквовых каналов увеличивается длительность процесса жидко текучести расплава, а следовательно к браку з-за недолива или спая. При заниженных размерах литниковых каналов расплав поступает в форму с высокой скоростью и с большим напором, оказывая значительное давление на внутренние поверхности формы. Вследствие этого могут произойти тдельных (в первую очередь выступающих) частей формы и отливка получиться с искаженной конфигурацией. Размеры элементов литниковой системы рассчитывают в зависимости от массы получаемых отливок, их сложности, толщин стенок и др. факторов.
Литниковые системы приведены на рис.6 .
Рис. 6 Типы литниковых систем: а- верхняя, б- нижняя (сифонная), в –боковая, г,д - ярусная(этажная),е – дождевая; 1 – литниковая воронка, 2 – стояк, 3 – шлакоуловитель, 4 – питатель, 5 – выпор, 6 - отливка.
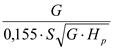
Расчет литниковой системы сводится к определению сечения питателей по формулам:
где: ∑Fn - суммарное поперечное сечение площади питателей, см2 Q - масса жидкого металла, кг τ - продолжительность заливки, с k - удельная скорость заливки, кг/см2 (табл. 7) l - коэффициент жидкотекучести для отливок из чугуна и цветных металлов, принимается равным 1, а для остальных металлов равным 0,8. Продолжительность заливки τ вычисляется: для серого чугуна и цветных сплавов по формуле: τ = 1,11 S для стали по формуле: τ = S где S - поправочный коэффициент, зависящий от толщины стенки отливки (табл. 8). После определения суммарного сечения питателей, сечения шлакоуловителя и стояка устанавливаются по соотношению: а) для серого чугуна: ∑Fn : Fшп : Fст = 1 : 1,06 : 1,11 (4) (толстостенное и мелкое литье) ∑Fn : Fшп : Fст = 1 : 1,5 : 2 (5) (среднее и крупное литье) б) для стали: ∑Fn : Fшп : Fст = 1 : 1,1 : 1,2 (6) в) для цветных сплавов: ∑Fn : Fшп : Fст = 1,5 : 1,0 : 0,9 (7) Так как при охлаждении отливки металл имеет усадку, то во избежание образования усадочных раковин в отливке, в массивных частях ее ставят прибыли. Примерный размер прибыли : - диаметр прибыли принимается в 1,3 раза больше толщины стенки или питаемого узла; - высота прибыли в 1,5 раза больше ее диаметра; - протяженность прибыли составляет 30-40% от протяженности отливки; - на долю прибылей приходиться от 30-50 % веса жидкого металла, заливаемого в форму. 3.4. Определение размеров формы и выбор опок. Установив рациональное число получаемых в форме отливок и минимальную толщину стенок формы, экономно разместив отливки и элементы литниково – питающей системы, определяют расчетно – габаритные размеры формы. Окончательные размеры литейной формы будут установлены после выбора стандартных размеров опок, которые регламентируются ГОСТ 2133-75. В табл. 1 приведены справочные данные на основные размеры опок. 3.5. Выбор необходимого оборудования и установление технологических параметров и условий получения качественных отливок. Для производства литейных песчаных форм, руководствуясь размерами применяемых опок, выбирают формовочные машины и пескометы. Оборудование для специальных методов литья также выбирается при проектировании технологического процесса получения отливки. На заключительной стадии проектирования технологического процесса литья решают следующие вопросы: • выбирают состав формовочных и стержневых смесей, состав противопригарных красок; • устанавливают режимы упрочнения (подсушки, химического твердения) форм и стержней; • определяют температуру расплава (табл.9) и формы при заливке; • определяют длительность выдержки отливки в форме; • устанавливают методы и режимы выбивки отливки из формы, очистки, окраски, термообработки и контроля. Время затвердевания отливки рассчитать по формуле: • где: τ - время охлаждения отливки, мин V - объем отливки, м3 γ - удельный вес сплава, кг/м3 Вф - коэффициент аккумуляции тепла формой, F - площадь поверхности отливки, м2 С - удельная теплоемкость отливки L - теплота кристаллизации Т3,ТL,ТS, Тк,ТВ,Тф - температура заливки, ликвидуса, солидуса, кристаллизации, выбивки, формы; град. В результате проектирования технологического процесса получения отливки составляется чертеж элементов литейной формы, чертежи и эскизы собранной (готовой к заливке) формы, модельных плит (с расположение моделей, элементов литниковой питающей системы, направляющих штырей), стержневых ящиков, подопочных щитков, плит для сушки стержней и контрольных шаблонов. Кроме того разрабатываются технологические карты и инструкции, которые включают общие данные, а именно: наименование детали, номер чертежа, массу отливки, количество расплава, необходимого для ее получения, данные о химическом составе сплава и механических свойствах отливки, способ формовки и применяемые формовочные машины, опок и других приспособлений, составы смесей и противопригарных красок, количество применяемых стержней и порядок их установки в форму, размеры сечений элементов литниковой системы, температура заливки, а также нормы времени на выполнение основных производственных операций. Пример выполнения практической части работы На данном примере приведен порядок разработки технологического процесса получения литой заготовки крышки гидроцилиндра. Наиболее простым и экономически выгодным способом получения заготовок крышек гидроцилиндра, выбранным с учетом требований чертежа и серийности изготовления (см. рис.7) и обеспечивающим качество детали, является литье в разовые формы с формовкой по модели. Конструирование модели начинаем с нанесения на чертеже детали всех технологических указаний в соответствии с ГОСТ 2.423-73 (см. рис. 7) Для извлечения модели из уплотненной формовочной смеси делаем ее разъемной. Так как разъем модели совпадает с разъемом формы, то обозначаем его - МФ. Располагаем отливку в форме так, чтобы ее ответственные поверхности Б при заливке находились внизу или вертикально. Положение отливки в форме при заливке обозначаем буквами В (верх) и Н (низ). Мелкие выемки, выступы Г и отверстия Д, М, диаметром менее 10 мм в литье не получают, а рассчитывают на их оформление при последующей механической обработке. Для облегчения извлечения модели из форм, на поверхностях Е, Ж,З,К в соответствии с ГОСТ 3212-80 предусматриваем формовочные уклоны. Величина формовочных уклонов на чертеже выбрана для деревянного модельного комплекта. Для поверхностей, подвергающихся механической обработке по ГОСТ 1855-55 определяем припуски, их величину показываем цифрами перед знаками шероховатости. Изображаем на чертеже стержень, оформляющий внутреннюю полость отливки. При этомо ГОСТ 3606-80 определяем длину знаков, и величину формовочных уклонов «β» и «α» на знаковых поверхностях. Устанавливаем величину усадки, на которую необходимо увеличить размеры модели и рабочей поверхности стержневого ящика. Принимаем величину усадки равную 1%. По чертежу детали с учетом припусков уклонов, стержневых знаков и усадки вычерчиваем верхнюю и нижнюю части модели (рис. 8.). Чертеж детали с технологическими указаниями допускается применять в качестве чертежа отливки. Внутренний контур обрабатываемых поверхностей, а также отверстий, впадин, выточек, не выполняемых в литье, наносят сплошной тонкой линией. После разработки чертежа отливки и модели, приступаем к проектированию литейной формы (рис. 9). Прежде всего учитываем количество получаемых в форме отливок. Учитывая мелкосерийное производство данной детали, ее габариты и массу, размещаем в форме одну отливку. Производим конструирование и расчет элементов литниково – питающей системы. Прибыли применяются при изготовлении отливок из белого, ВЧШГ и высоколегированных чугунов, а из серого чугуна они применяются при низком содержании углерода или наличии толстых стенок. В данном случае имеются сечения в местах приливов под отверстия Д. Для предотвращения образования усадочной рыхлости в этих местах устанавливаем по числу отверстий две небольшие прибыли, объем которых рекомендуется принимать 2-4% от объема отливки. Масса каждой прибыли в нашем примере составит 5 кг, а диаметр 70 мм при высоте 180 мм. Для удаления газов на верхнем торце отливки предусматриваем два выпора. Масса отливки четом принятых прибылей и назначенных припусков составит примерно 260 кг. Расплав подводим по разъему к нижней поверхности фланца (рис. 9). Остаток питателя в этом случае будет удаляться при снятии припуска на механическую обработку (рис. 10). Сечение питателей ΣFпит определяем по формуле: ΣFпит = Продолжительность заливки τ вычисляем по формуле: τ = 1,11× S Поправочный коэффициент S выбираем по табл. 9; S = 1,7. Удельную скорость заливки К берем по табл. 8 в зависимости от относительной плотности отливки Потн (относительная плотность отливки определяется как отношение массы отливки к ее габаритному объему). Габаритный объем отливки определяется по габаритным размерам с учетом объема прибылей. В нашем примере габаритный объем равен v = 127 дм3. Потн = По табл. 8 К=0,75.
Расплав в полость формы подводим через 2 питателя (см. рис. 7), следовательно, сечение каждого питателя равно 5,7 см2. Из соотношения (4):
определяем сечение шлакоуловителя и стояка Fшл=12,1 см2 Fст=13,4 см2 Определим диаметр стояка. Он равен 4,1 см. Принимаем Дст = 45 мм. Устанавливаем по табл. 2 минимальные толщины стенок песчаной формы (см. рис. 3) а = 100 мм, в = 100 мм, с = 60 мм, d = 70 мм, е = 60 мм. Окончательные размеры опок выбираем по ГОСТ 2133-75 L×B×H = 900 х 800 х 300 Температуру заливки находим из таблицы 10, она равна 1300 – 1350◦◦С. Время затвердевания отливки рассчитать по формуле 8. Все значения теплофизических величин приведены в табл. 11 Таблица 2. Минимальные толщины стенок песчаной формы, мм
Таблица 3. Припуски на обработку в зависимости от размера детали, способа производства характеристики ложности отливки.
Таблица 4. Радиусы галтелей при сопряжении стенок отливки
Таблица 5. Минимальные размеры отверстий, получаемых в литье
Таблица 6 Уклоны в моделях и стержневых ящиках
Таблица 7 Габаритные размеры знаков стержней
Таблица 8. Значение удельной скорости заливки «к»
(относительная плотность отливки определяется как отношение массы отливки к ее габаритному объему) Таблица 9 Значение коэффициента S в зависимости от толщины стенки отливки
Таблица 10 Рекомендуемая температура заливки сплавов, 0С
Таблица 11 Значения теплофизических величин для расчета времени затвердевания отливки
Рис.7
Рис.8
Рис.9
Рис.10
ПРИЛОЖЕНИЕ 1
КОНСТРУКЦИЯ И ПАРАМЕТРЫ ЛИТНИКОВЫХ СИСТЕМ
ДЛЯ ЧУГУНА.
ΣFпит = G - масса отливки с литниками и прибылями, г. S - коэффициент, характеризующий толщину стенки отливки δ
H р = h ст – р2 /2h отл Здесь р - расстояние от уровня подвода металла до верхней точки полости формы, м ; hcт = р+1/2 hотл - при боковой системе; hcт = 1/2 hотл - при верхней; hcт = 1/2 hотл - при нижней. Значения Hр, p, hст выбирают в зависимости от типа литниковой системы (рис.11).
а б в Рис. 11 – Расчет литниковой системы. а – боковой подвод; б – верхний подвод; в – нижний подвод металла.
1. Fшл = 1,05 ΣFnит Fст = 1,1 ΣFnит 2. Fшл = 1,1 ΣFnит Fст = 1,2 ΣFnит 3. Fшл = 1,2 ΣFnит Fст = 1,3 ΣFnит Fnит - площадь питателя, см Fшл - площадь шлакоуловителя, см Fст - площадь стояка, см ДЛЯ СТАЛИ ΣFnит = L = 0,85 - углеродистые стали L = 1,0 - низколегированные стали L = 1,15 - легированные стали КУ - удельная скорость заливки, кг/см2 · с V - габаритный объем, дм3 КV =
ΣFпит : Fшл : Fст = 1 : 1,1 : 1,2 ДЛЯ МЕДНЫХ СПЛАВОВ ΣFnит =
кV = V - габаритный объем отливки, дм3 G - масса отливки кг
Для Al бронзы ку меньше на 0,05 Для бронзы : ΣFпит : Fшл : Fст = 3 : 1,2 : (2….1,2) Для латуни: ΣFпит : Fшл : Fст = 1 : 1,3 : (1,6 ….2) ДЛЯ АЛЮМИНИЕВЫХ СПЛАВОВ ΣFnит =
Fст : Fкол : ΣFпит = 1 : (1,5…3,0) : (3….6) Fст : Fкол : ΣFпит = 1 : 2 : 4(3) t = S Н - высота отливки Fст - площадь стояка Fкол - площадь коллектора Fпит - площадь питателя ПРИЛОЖЕНИЕ 2 Индивидуальные задания
1.Отливка «Маховик» Материал СЧ15 Масса 3,7 кг Серийность -100 шт
2.Отливка «Крышка» Материал СЧ21 Масса 10 кг Серийность -4000 шт
3.Отливка «Текстропный шкив» Материал СЧ18
Серийность -10 шт
4.Отливка «Патрубок масляного фильтра» Материал СЧ18
Серийность -200 шт
Материал Сталь 45Л Масса 1 кг Серийность -800 шт.
Материал Сталь 30ХНЛ Масса 225 кг Серийность -1000 шт.
Материал Сталь 35Л Масса 23500 кг Серийность -20 шт.
8.Отливка «Маховик» Материал СЧ 18 Масса 5400 кг Серийность -10 шт
Материал СЧ 21 Масса 70 кг Серийность -100 шт
10.Отливка «Крышка» Материал Сталь 35Л Масса 2 кг Серийность -5000 шт
Литература: • Материаловедение и технология металлов: Учебное пособие /Г.П.Фетисов, М.Г.Карпман, В.М.Матюнин и др. М.: Высшая школа. 2001. 638 с. • Материаловедение: Учебник для вузов/ Б.Н.Арзамасов, В.И. Макарова, Г.Г. Мухин и др., Под общ. ред. Б.Н. Арзамасова, Г.Г. Мухина, - М.: Изд-во МГТУ им. Н.Э. Баумана, 2002 -648с. • .Галимов Э.Р., Исмаилова А.Г., Галимова Н.Я. и др. Полимерные материалы: структура, свойства и применение. Учебное пособие / Казань: Изд-во Казан. гос. техн. ун-та, 2001.187 с. 312 экз. • Технология конструкционных материалов: учебник для студ. машиностр. вузов/А.М. Дальский, Т.М.Барсуков, А.Ф.Вязов и др. Под общ. ред.А.М. Дальского: М. Машиностроение 2005.- 592с. (69шт) • Лахтин Ю.М. Материаловедение: учебник для вузов / Ю.М.Лахтин. В.П.Леонтьева. М.; ЭКОЛИТ -2011,- 528 с (200шт) • Материаловедение и технология конструкционных материалов: учебник для студ.вузов/ В.Б. Арзамасов, А.Н.Волчков, В.А.Головин Под ред. В.Б. Арзамасова. М.: Академия, 2009,- 448 с. (20шт) • Материаловедение. Технология конструкционных материалов: учебное пособие для студ вузов/ А.В.Шишкин, В.С.Чередниченко, А.Н.Черепанов и др; под ред. В.С.Чередниченко :М.Омега-Л, 2009, 752 с. (81шт) • Колесов С.Н. Материаловедение и технология конструкционных материалов: учеб. Для вузов/ С.Н.Колесов, И.С.Колесов М.: Высш. Школа -2008г.- 535с (60шт) • С.И.Богодухов Курс материаловедения в вопросах и ответах. Учебное пособие для вузов/ С.И.Богодухов, В.Ф. Гребенюк, А.В. Синюхин. М. Машиностроение 2005.- 288 с. (70шт) • Технология конструкционных материалов/А.Г.Алексеев, Ю.М.Барон, М.Т.Коротких и др; под ред. проф. М.А.Шатерина. 2005,- 597 с. • Технология конструкционных материалов: учебник для студ. машиностр. вузов/А.М. Дальский и др.; под общ. ред. А.М. Дальского 4-е изд. перераб. И доп. – М: Машиностроение, 2002.-511с. • Амирова Л.М., Сударев Ю.И., Ильинкова Т.А., Ковалев А.А., Исмаилова А.Г. Сварка пластических масс: Учебное пособие. Казань, Изд-во Казан. Гос. техн. ун-та, 2001, 28с.
Содержание Методические указания к изучению курса..........................................................4 Содержание тем вынесенных на самостоятельное изучение............................5 Методические указания по выполнению задания…………………………. 9 Вопросы к контрольной работе…………………………………………………14 Разработка технологического процесса получения отливки………………19 Пример выполнения практической части работы……………………………..32 Приложение1……………………………………………………………………..45 Приложение2…………………………………………………………………….49 Литература.............................................................................................................54
Под редакцией проф. Э.Р. Галимова А.В.Черноглазова Ф.Н.Куртаева
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-06-09; Просмотров: 399; Нарушение авторского права страницы


 (1)
(1) (2)
(2) (3)
(3) (8)
(8)



 = 1,11 × 1,7
= 1,11 × 1,7  = 30,4c
= 30,4c =
=  = 2,04 кг/дм3
= 2,04 кг/дм3
 ∑Fn : Fшп : Fст = 1 : 1,06 : 1,11
∑Fn : Fшп : Fст = 1 : 1,06 : 1,11 



















 =
= 






 v = Н/t ,
v = Н/t ,

 Масса 880 кг
Масса 880 кг Масса 57 кг
Масса 57 кг 5.Отливка «Рычаг»
5.Отливка «Рычаг» 6.Отливка «Звездочка»
6.Отливка «Звездочка» 7.Отливка «Конус»
7.Отливка «Конус»
 9.Отливка «Корпус регулятора»
9.Отливка «Корпус регулятора»