|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сварные соединения кузовных элементов
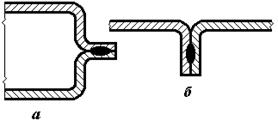
Существенное влияние на способ кузовной сварки оказывает вид сварного соединения, так как каждое соединение требует своего технологического решения. В производстве кузовов используются следующие виды соединений: стыковые, нахлесточные, фланцевые, угловые, торцовые и др. Для стыковых соединенийнаиболее производительной является контактная сварка. Однако возможности этого способа сварки ограничиваются мощностью сварочных машин, а после сварки требуется зачистка грата, повышающая трудоемкость процесса. В случаях газовой и дуговой сварки стыковых соединений имеет место коробление деталей, и поэтому требуется большой опыт сварщика и его высокая квалификация, а также применение особых технологических приемов и строгое выдерживание режимов сварки. Сборку и сварку стыковых панелей производят в специальном приспособлении с точной их фиксацией и учетом поперечной усадки сварного шва). С целью уменьшения деформаций от нагрева пламенем горелки применяют специальные прижимы по всей длине шва, которые охлаждают проточной водой. Прижимы одновременно служат и фиксирующими элементами приспособления. Получаемые при газовой сварке швы не требуют дополнительной рихтовки и зачистки. Места сварки на кузове не заметны и окрашиваются вместе с кузовом без дополнительной обработки. Коробление панелей значительно уменьшается при использовании дуговой сварки соединений встык в среде защитных газов. Хорошую лицевую поверхность можно получить при сварке изнутри изделий с расположением медных подкладок снаружи и медных зажимов в местах сварки. Наиболее хорошие результаты дает применение газоэлектрической сварки в среде смеси аргона (80%) и углекислого газа (20%). Применение газовой и газоэлектрической сварки в среде углекислого газа нежелательно при соединении встык деталей, выходящих на лицевую поверхность кузова, так как в этом случае требуется сложное технологическое оборудование для предварительной обработки деталей, а также сборки и сварки. Кроме того, после сварки требуются дополнительные ручные операции рихтовки лицевой поверхности и мест сварки. При соединении деталей встык применение эффективной точечной и роликовой сварок полностью исключается. Наиболее широкое применение в производстве кузовов находит нахлесточное соединение панелей. Варианты нахлесточных соединений показаны на рис. 12.1.
При этом на наружных поверхностях деталей делается подштамповка одной из кромок для исключения ступеньки после сварки (рис. 12.1, б). Подштамповка кромок несколько усиливает жесткость соединения и образует своеобразную подкладку. После сварки на лицевой поверхности можно производить выравнивание методом опайки оловянисто-свинцовым припоем или нанесением пластмассы типа ТПФ-37. Нахлесточное соединение позволяет несколько смещать детали при сборке (для соблюдения общего размера) и тем самым исправлять неточности. При этом не обязательно точное совпадение кромок деталей, однако необходимо совпадение их поверхностей. В сравнении со стыковой сваркой при нахлесточной, требуется менее сложное приспособление. Недостатками нахлесточного соединения являются: излишний расход металла и необходимость защиты поверхности от коррозии в местах нахлестки. Наиболее целесообразными с точки зрения возможности применения самых производительных видов сварки (точечной и шовной) являются фланцевые соединения. Различные виды этих соединений с наружной и внутренней отбортовкой фланцев показаны на рис. 12.2. При сварке кузова наиболее часто фланцевые соединения применяют при соединении крупных сборочных единиц, свариваемых при помощи подвесных точечных или многоточечных сварочных машин. Для фиксации соединяемых деталей в этом случае применяют сравнительно несложные приспособления. Соединения по фланцам обычно рекомендуется в тех случаях, когда их расположение на соединяемых деталях не меняется, так как величина фланцев под сварку не может регулироваться. Эти соединения очень удобны для пространственных конструкций, так как их выполнение облегчено применением легких подвесных инструментов, клещей, пистолетов для точечной сварки с малой величиной вылета.
Нахлесточные и фланцевые соединения можно сваривать точечной бесследной сваркой без отпечатков и вмятин на лицевой поверхности. Пример такой сварки показан на рис. 12.3.
В этом случае между электродами 2 и свариваемыми панелями со стороны лицевой поверхности одного из соединений устанавливают пластину 1 из твердого медного сплава. Бесследную сварку со стороны лицевой поверхности можно также получить при использовании электрода с большой поверхностью. Особую трудность при сварке вызывают нахлесточные соединения на криволинейных поверхностях. Собирать и сваривать такие соединения очень трудно из-за недостаточной жесткости деталей (не обеспечивается плотное прилегание), а при сварке-сборке появляются глубокие вмятины от электродов, прожоги и другие дефекты. В таких случаях фланцы целесообразно сваривать со стороны внутренней поверхности. При сварке кузовов нахлесточные соединения часто делают на лицевых поверхностях с последующей обработкой припоем (рис. 12.4, а) или его заменителями. Часто эти соединения закрывают специальными декоративными накладками и тогда нет необходимости в дополнительной обработке (рис. 12.4, б).
Угловые соединения обычно применяют в случаях, когда они находятся на полузакрытых и закрытых поверхностях с затрудненным доступом оснасток точечных сварочных машин. Угловые и торцевые соединения характерны для конструкций каркасов платформ автобусов. Важным условием сварки кузовных конструкций является возможность её выполнения в нижнем горизонтальном положении, упрощающем расположение сварных инструментов, приспособлений и подвижных устройств. Угловые и торцевые соединения можно подразделить на открытые(рис. 12.5, а), когда обеспечен подход электродов к месту контактной сварки; полузакрытые соединения(рис. 12.5, б) с ограниченным подходом электродов к месту сварки; закрытые соединения (рис. 12.5, в), когда нет открытого подхода электродов. Для сварки каждого вида таких соединений применяют свои оригинальные технологические приемы и методы сварки.
Большое значение при достижении высокого качества сварки имеет ширина фланцев или величина перекрытия. При малой ширине фланцев происходят выплески металла, тем самым ослабляется соединение, ухудшается внешний вид. Минимальную ширину фланцев и перекрытия для точечной сварки устанавливают в пределах 14-16 мм, что позволяет в любых пространственных положениях сварного соединения применять прогрессивные виды контактной точечной сварки переносными сварочными оснастками. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 266; Нарушение авторского права страницы