|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Описание конструкции детали. ⇐ ПредыдущаяСтр 2 из 2
Дано — втулка. Изготавливается из сортового проката круг Втулка конструктивно представляет собой вал с отверстием. Втулка — тело вращения. Из требований предъявляемых к шероховатости обрабатываемых поверхностей можно сделать вывод, что поверхности, обрабатываемые по 6-ому классу точности (RA=2, 5) являются остновными, то есть по ним присходит соединение втулки с другими деталями. Втулку в основном изготавливают из конструкционных и легированных сталей, отвечающих требованиям высокой точности, хорошей обрабатываемости, малой чувствительности к конструкционным напряжениям, повышенной износостойкостью. Втулка работает без смазки; нагрузки, действующие на неё, передаются черезтри отверстия диаметром 5мм. При помощи этих отверстий втулка крепится к корпусу, а отверстие диаметром 30мм используется для вала, который передаёт вращательное движение. Деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности и проста по конструкции. Расположение крепёжных отверстий допускает многоинструментальную обработку. Поверхности вращения могут быть обработаны на многошпиндельных станках.
Выбор заготовки.
При выборе заготовки учитывают: 1. тип производства; 2. материал заготовки; 3. конфигурацию; 4. размеры; 5. элементы детали.
Данная деталь — втулка — изготавливается штамповкой на горизонтально-ковочных машинах (ГКМ). Штамповка на ГКМ является одним из самых производительных способов и рентабельна для заготовки данной детали. Производительность до 400 поковок в час. Допуски и припуски на поковки, изготовляемые на ГКМ, ркгламентируются ГОСТом 7505-55. Требуемое усилие на ГКМ расчитывается по формуле:
где Dnk — диаметр поковки в мм; k— коэффициент. Для поковок простой формы k=0.05 P=0.05·(80)2 = 320, тс Точность и качество поверхности заготовки, изготовливаемой ковкой по ГОСТу 7505-55 3-я группа точности, определяется высотой неровностей и дефектным слоем (Rz+T)=1.5 мм Кривизна DК (мкм/мм) для поковок диаметром 85мм, обработанных ковкой, 3мм. Общая кривизна заготовки: rК0 = DКL, где L — общая длина заготовки в м (с учётом припуска 63мм). rК0 = 0.003·0.063 = 1.89·10-4м Значение коэффициента уточнения Ку после обтачивания: чернового и однократного — 0.06 получистового — 0.05 чистового — 0.04. Данная деталь — втулка — относится ко второй группе (повышенной точности) — деталь крупносерийного и среднесерийного производства. Втулка изготавливается из материала Сталь45Х (ГОСТ 1050-74). Приведём особенности этой стали.
Материал заготовки. Сталь 45Х.
Заменитель — стали: 40Х, 50Х, 45ХЦ, 40ХГТ, 40ХФ, 40Х2АФЕ. Вид поставки: 1. Сортовой прокат, в том числе фасонный. ГОСТы: 4543-71, 2590-71, 2591-71, 10702-78. 2. Калиброванный пруток. ГОСТы: 7417-75, 8559-75, 8560-78, 1051-73. 3. Шлифованный пруток и серебрянка. ГОСТ 14955-77. 4. Лист толстый. ГОСТы: 1577-81, 19903-74. 5. Полоса. ГОСТы: 103-76, 82-70. 6. Поковки и кованные заготовки. ГОСТы: 1133-71, 8479-70. Назначение: валы, шестерни, оси, болты, шатуны, втулки и другие детали, к которым предъявляются требования повышенной твёрдости, износостойкости, прочности и работающие при незначительных ударных нагрузках.
Температура критических точек, 0С
Химичекий состав (ГОСТ 4543-71):
Ударная вязкость, КСИ, Дж/см2
Механические свойства.
Технологические свойства. Температура ковки, 0С: начала —1250, конца — 780. Заготовки сечением до 100мм охлаждаются на воздухе. 101-300 — в мульде. Свариваемость: трудносвариваемая. Способы сваривания: РДС, необходимы подогрев и последующая термообработка. Обрабатываемость резанием — в горячекатном состоянии при НВ 163-168, sВ=610МПа, Кvтв.спл.=1.20, Кv б.ст.=0.95 Флокеночувствительность: есть. Склонность к отпускной хрупкости: есть.
Прокаливаемость (ГОСТ 4543-71)
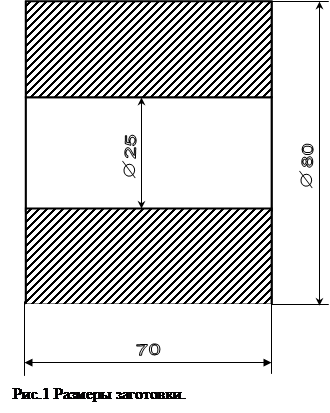
Размеры заготовки.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2020-02-16; Просмотров: 133; Нарушение авторского права страницы
 . Материал детали Сталь 45Х (данные по этой стали приведены ниже); определяется ГОСТом 1050-74. Вид проката, из которого изготавливается деталь, — круг горячекатный повышенной и нормальной точности с постоянной характеристикой поперечного сечения; диаметр — 80мм. Определяется ГОСТом 2590-71. Внутренний диаметр проката — 25мм.
. Материал детали Сталь 45Х (данные по этой стали приведены ниже); определяется ГОСТом 1050-74. Вид проката, из которого изготавливается деталь, — круг горячекатный повышенной и нормальной точности с постоянной характеристикой поперечного сечения; диаметр — 80мм. Определяется ГОСТом 2590-71. Внутренний диаметр проката — 25мм.
 КП
КП