|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Контрольные карты управляемости ⇐ ПредыдущаяСтр 3 из 3
Контрольная карта - это разновидность графика, который отличается наличием контрольных границ, обозначающих допустимый диапазон разброса характеристик в обычных условиях течения процесса. Выход характеристик за пределы контрольных границ означает нарушение стабильности и требует проведения анализа причин и принятия, соответствующих мер. Для построения контрольных карт необходимо иметь: - четкую идентификацию процесса, - данные, по которым можно установить начальную точку отсчета, - средства для сбора данных и построения графика. Выбор методики построения контрольной карты. Основой для построения соответствующей карты управляемости, используемой при конкретных обстоятельствах может послужить биномиальный, Пуассона и нормальный математический закон распределения. Различают следующие формы контрольных карт: 1) карта средних арифметических значений (Х- карта); 2) карта медиан ( Первые четыре формы контрольных карт применяют по количественному признаку, а последние четыре формы - при контроле по альтернативному признаку. На рис. 1.8. представлен алгоритм выбора конкретной формы контрольной карты.
Рис. 1.8. Выбор контрольной карты управляемости
На рис. 1.9. перечисляются преимущества и недостатки различных форм контрольных карт.
Пример построения контрольной карты числа дефектных единиц продукции ( пр - карты) пр - карта измеряет долю изделий в проконтролированной группе, которые «не соответствуют», отличаются от прочих или являются бракованными. Размер выборки должен быть таким, чтобы из результатов опыта можно было ожидать появления в ней нескольких несоответствующих изделий, а частота осуществления выборки должна быть достаточной для определения источника погрешности, оказывающих влияние на рассматриваемый процесс. Для описания процесс наиболее эффективен биномиальный закон, для которого параметрами являются: пр - число бракованных изделий, найденных в выборке, Для построения np - карты необходимо: установить осевую линию на уровне среднего числа бракованных изделий Пример. Ежедневно в течение 5 рабочих дней качество продукции контролируется по выборкам размером в 20 единиц. При этом получены следующие результаты:
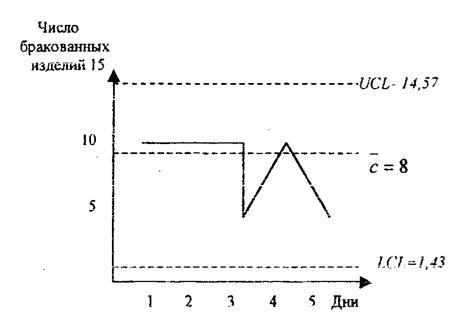
Решение: - верхнее предельное отклонение (UCL=ВО) равно - нижнее предельно отклонение (LCL=НО) равно Если НО< 0, то его значение приравнивается к нулю. По результатам произведенных расчетов строится пр - карта (рис. 1.10).
Рис. 1.10. Контрольная карта числа дефектных единиц продукции Анализируя контрольную карту, видно, что график не выходит за контрольные границы в пределах исследуемого интервала, следовательно, технологический процесс не имеет нарушений.
Задание для самостоятельной работы № 5 Проанализировать производственный процесс выпуска изделий; на основании полученных данных построить пр-карту и определить время нарушения технологического процесса. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 272; Нарушение авторского права страницы
 - карта); 3) карта стандартных отклонений (S - карта), 4) карта размахов (R - карта); 5) карта доли дефектных единиц продукции (р - карта); 6) карта числа дефектных единиц продукции (np - карта); 7) карта числа дефектов (с - карта); 8) карта числа дефектов на единицу продукции (и - карта).
- карта); 3) карта стандартных отклонений (S - карта), 4) карта размахов (R - карта); 5) карта доли дефектных единиц продукции (р - карта); 6) карта числа дефектных единиц продукции (np - карта); 7) карта числа дефектов (с - карта); 8) карта числа дефектов на единицу продукции (и - карта).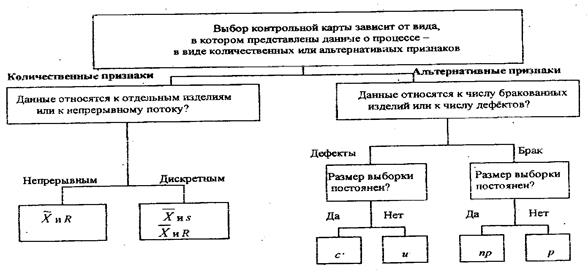



 - стандартное отклонение.
- стандартное отклонение. - среднее число бракованных изделий, найденных в первоначальном исследовании статистической выборки.
- среднее число бракованных изделий, найденных в первоначальном исследовании статистической выборки. - стандартное отклонение.
- стандартное отклонение. от среднего уровня):
от среднего уровня): 
 - (среднее число бракованных изделий в выборке, рассчитанное как среднее арифметическое) составило 40/5 = 8,
- (среднее число бракованных изделий в выборке, рассчитанное как среднее арифметическое) составило 40/5 = 8,  - (вероятность того, что отдельное изделие будет забракованным) составило 8/20 = 0.4,
- (вероятность того, что отдельное изделие будет забракованным) составило 8/20 = 0.4,  ,
,  .
.