|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация сварочных трансформаторов. Достоинства и недостатки.
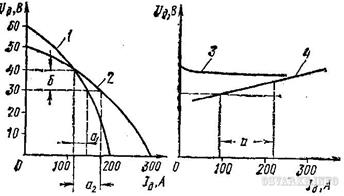
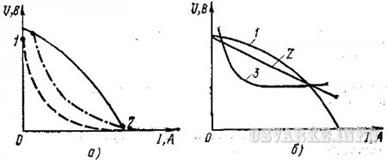
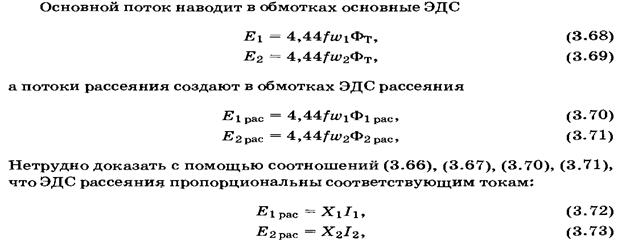
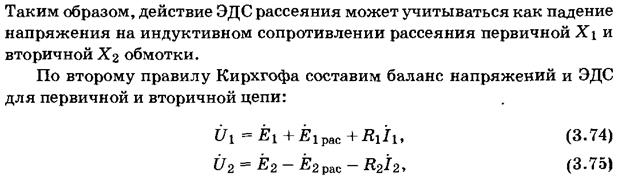
1. Трансформаторы амплитудного регулирования с нормальным рассеянием: а) с дросселем с воздушным зазором, 2. Трансформаторы амплитудного регулирования с увеличенным рассеянием: а) с подвижными обмотками, 3. Трансформаторы фазового регулирования (тиристорные): 14. Уравнение внешней вольт-амперной характеристики однофазного трансформатора для дуговой сварки. Формирование падающей внешней характеристики. Регулирование сварочного тока. Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) - это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги. Внешние характеристики источников питания сварочной дуги показаны на рис. 1. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1 при пологопадающей - а2. Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 1). В момент зажигания дуги (рис. 1, а) напряжение падает по кривой от точки 1 до точки 2 - до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3-5 мм напряжение возрастает по кривой 2-3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1, 5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0, 05 с. На рис. 2, б показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке. Рис. 2. Внешние характеристики источников питания (а) и сварочной дуги (б) Зависимость напряжения на дуге от сварочного тока векторной форме можно записать
Uд - напряжение дуга; Uо - напряжение холостого хода трансформатора; Iд – ток дуги; XТ; КТ — индуктивное и активное сопротивления первичной обмотки, приведенное ко вторичной обмотке трансформатора; Xр; Кр — индуктивное и активное сопротивления реактивной катушки (регулятора). Наличие индуктивности в сварочной цепи обеспечивает получение крутопадающей внешней вольт-амперной характеристики источника питания и дает возможность его настройки на заданный режим сварки. Таким образом, для получения падающей характеристики источника питания сварочной дуги во вторичную цепь трансформатора с нормальным магнитным рассеянием включают дополнительно реактивную катушку — дроссель, имеющую значительное индуктивное сопротивление. Величину сварочного тока регулируют путем изменения воздушного зазора а между подвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора а магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора а дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока — зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
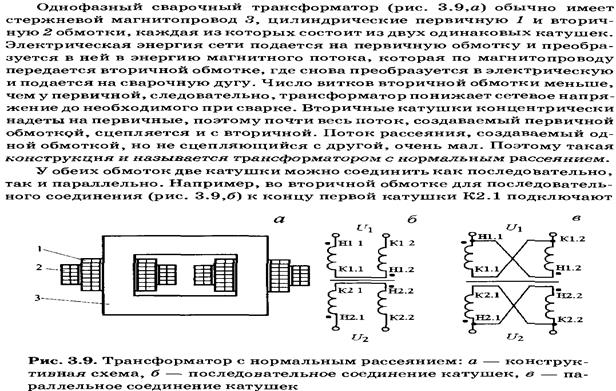
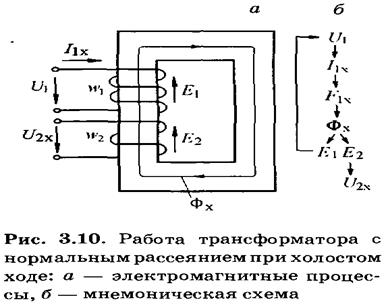
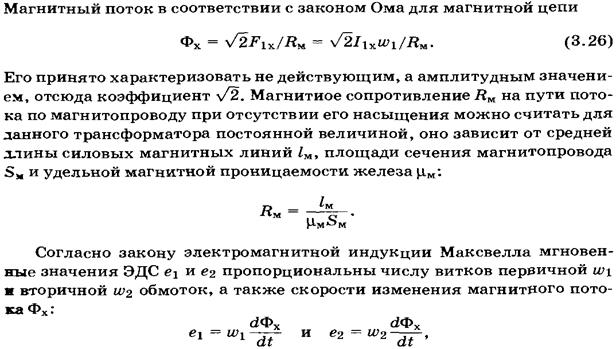
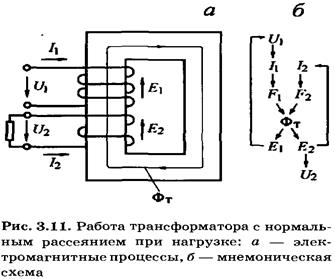
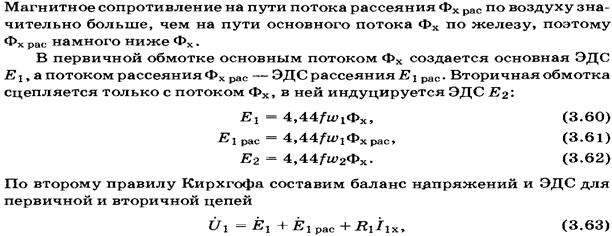
15. Трансформатор с нормальным магнитным рассеянием. Общее устройство, основные соотношения при работе на холостом ходу и под нагрузкой.
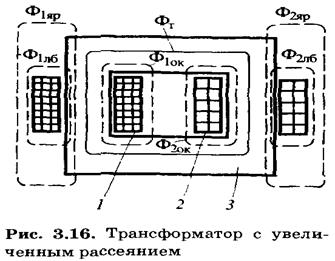
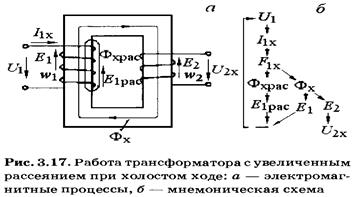
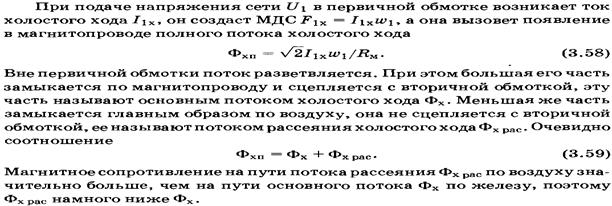
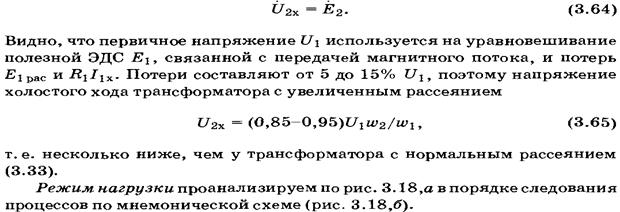
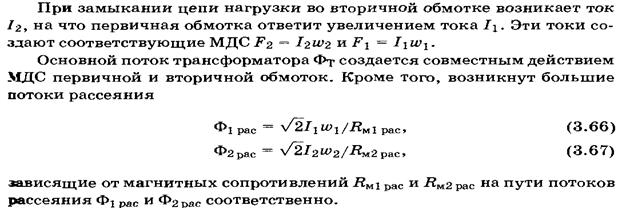
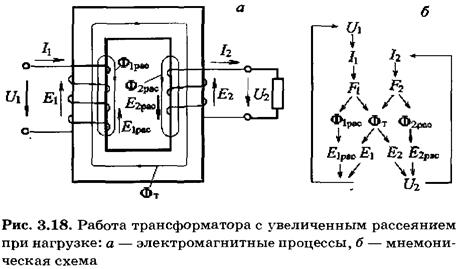
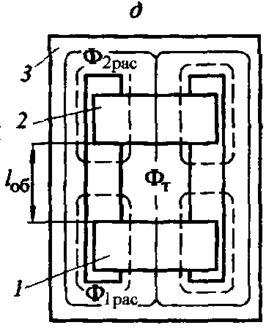
16. Трансформатор с увеличенным магнитным рассеянием. Общее устройство, основные соотношения при работе на холостом ходу и под нагрузкой.
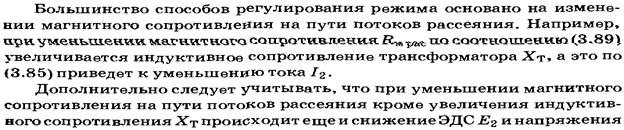
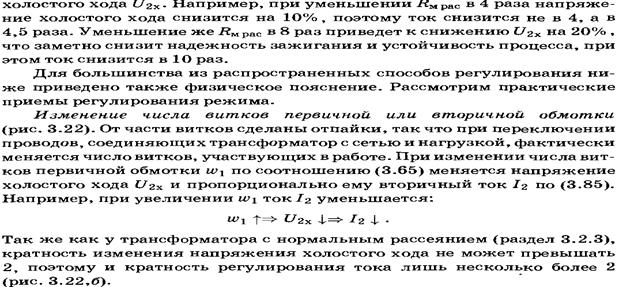
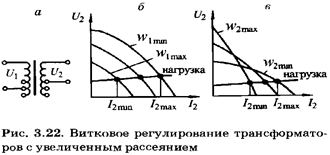
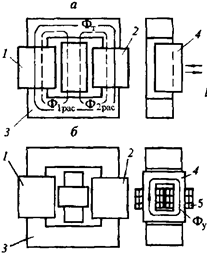
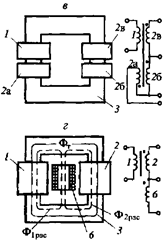
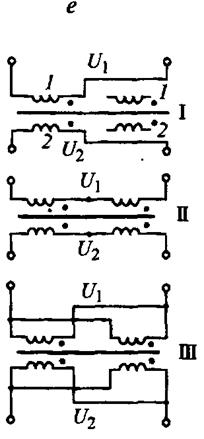
17. Регулирование режима сварки в трансформаторе с увеличенным магнитным рассеянием. Основные схемы.
|
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1251; Нарушение авторского права страницы