
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Трехфазная мостовая схема выпрямления
Выпрямитель в данной схеме состоит их трансформатора, первичные и вторичные обмотки которого соединяются в звезду или треугольник, и шести диодов, которые разделены на две группы (рис. 81, а): 1) катодную, или нечетную (диоды V1, V3 и V5), в которой электрически связаны катоды вентилей и общий вывод их является положительным полюсом для внешней цепи, а аноды присоединены к выводам вторичных обмоток трансформатора; 2) анодную, или четную (диоды V2, V4 и V6), в которой электрически связаны между собой аноды вентилей, а катоды соединяются с анодами первой группы.
Рисунок 81 - Трехфазная мостовая схема выпрямителя: а - схема соединения элементов; б - в-временные диаграммы напряжений и токов При мгновенной коммутации тока в трехфазной мостовой схеме в любой момент времени проводят ток два вентиля - один из катодной, другой из анодной группы, при этом любой вентиль одной группы работает поочередно с двумя вентилями другой группы, соединенными с разными фазами вторичной обмотки (рис. 81, г и д). Иными словами, проводить ток будут те два накрест лежащих вентиля выпрямительного моста, между которыми действует в проводящем направлении наибольшее линейное напряжение u2л. Например, на интервале времени t1 – t2ток проводят вентили V1, V6, на интервале t2 - t3—вентили V1, V2, на интервале t3 – t4 - вентили V3, V2 и т.д. Таким образом, интервал проводимости каждого вентиля составляет 2π /3, или 120° (рис. 81, е), а интервал совместной работы двух вентилей равен π /3, или 60°. За период напряжения питания Т = 2π происходит шесть переключений вентилей (шесть тактов), в связи с чем такую схему выпрямления часто называют шестипульсной. Выпрямленное напряжение ud в этой схеме описывается верхней частью кривых междуфазных (линейных) напряжений (рис. 81, е). Частота пульсаций кривой ud равна 6f1, коэффициент пульсаций напряжения на выходе выпрямителя q = 2/(m2 -1) = 2/(62 -1) = 0, 25= 0, 057 Напряжение на нагрузке по сравнению с трехфазной схемой с нулевым выводом получается вдвое большим. Это объясняется тем, что трехфазная мостовая схема выпрямителя представляет собой как бы две трехфазные схемы с нулевым выводом, выходы которых включены последовательно. Это сокращает число витков вторичных обмоток трансформатора и снижает требования к изоляции. U2 = π /3√ 6 = 0, 425Ud Среднее значение тока через каждый вентиль в 3 раза меньше тока Id Iв.ср = 0, 33Id Токи во вторичной и первичной обмотках трансформатора определяются по формулам I2 = Iв, д = √ (2/3) = 0, 585Id I1 = I2/n Типовая мощность трансформатора ST = π /3 Pd = 1, 045Pd 36. Состав и функции системы управления сварочным полуавтоматом. Циклограммы механизированной сварки при выполнении протяженных, прерывистых и точечных швов. Синергетические системы управления параметрами процесса сварки. Синергетические системы управления параметрами процесса сварки. Сварка ТIG СВАРКА НА МАЛЫХ ТОКАХ (MICRO-START). Обычные источники тока для аргонодуговой сварки построены на базе управляемого выпрямителя. Такой выпрямитель при работе на малых токах формирует очень короткие импульсы. Даже применение фильтрующего дросселя не позволяет сгладить эти импульсы настолько, чтобы стабилизировать дугу. Возникающий эффект " ряби" приводит к нестабильности дуги и внезапным включениям высокочастотного блока поджига, отрицательно сказываясь на качестве сварного соединения. Бороться с этим, как правило, пытаются, приобретая более мощные источники тока — в расчёте на то, что их дроссели имеют большую индуктивность и лучше сгладят колебания тока. К сожалению, это далеко не так. На нижнем пределе значения выхода управляемого выпрямителя дроссель не может запасти энергию, требуемую для поддержания такого тока при рабочем напряжении сварки, который был бы достаточен для поджига и удержания дуги без участия схемы высокочастотного поджига. ЗАЖИГАНИЕ ДУГИ ОТРЫВОМ ЭЛЕКТРОДА (LIFT ARC) ЗАЖИГАНИЕ ДУГИ С ПОМОЩЬЮ ВЫСОКОЧАСТОТНОГО РАЗРЯДА (НF START)(C асцелятором) НОТ START («Горячий старт») ARC FORCЕ (функция стабилизации процесса сварки) ANTI-STICKING («Антиприваривание») В режиме полуавтоматической сварки (МIG/МАG) Вам необходимо определить тип свариваемого материала, диаметр сварочной проволоки и вид защитного газа. После этого Вам останется только четко установить напряжение сварки и подобрать к нему скорость подачи проволоки (эти два параметра определяют сварочный ток). Этот набор параметров создает возможность получить почти идеальный процесс сварки. • ПЕРЕНОС КОРОТКОЙ ДУГОЙ (SHORT ARC TRANSFER )(сварка с короткими замыканиями) СТРУЙНЫЙ ПЕРЕНОС КОРОТКОЙ ДУГОЙ (SHORT - SPRAY ARC) ИМПУЛЬСНЫЙ СТРУЙНЫЙ ПЕРЕНОС (PULSED-SPRAY ARC) СВАРКА В 4-ТАКТНОМ РЕЖИМЕ (4-STAGE OPERATION) СВАРКА В РЕЖИМЕ ТАЙМЕРА (сварка по времени)(TIME WELDING) АВТОМАТИЧЕСКАЯ СВАРКА ТОЧКАМИ (AUTOMATIC SPORT WELDING) ФУНКЦИЯ «ГОРЯЧЕГО СТАРТА» ДЛЯ МИГ/МАГ СВАРКИ (INITIAL INCREASE) «ЗАВАРКА» КРАТЕРА (CRATER FILLER) ЗАМЕДЛЕННАЯ СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ ПЕРЕД СВАРКОЙ (MOTOR SOFT START) ВРЕМЯ НАРАСТАНИЯ СКОРОСТИ ПОДАЧИ ПРОВОЛОКИ ПОСЛЕ ВОЗБУЖДЕНИЯ ДУГИ (MOTOR SLOPE) РАСТЯЖКА ДУГИ (BURN BACK) ВРЕМЯ ПОСЛЕДУЮЩЕЙ ПРОДУВКИ ЗАЩИТНЫМ ГАЗОМ (POST GAS TIME) ГАЗ-ТЕСТ (GAS TEST) 37. Управление переносом электродного металла при механизированной дуговой сварке плавящимся электродом. Источники питания для импульсно-дуговой сварки плавящимся электродом. Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва. Существуют два основных вида переноса электродного металла: · с непрерывным горением дуги - " длинной дугой"; · с короткими замыканиями дугового промежутка - " короткой дугой"
Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке " длинной дугой" возможны две разновидности переноса: · один импульс - одна капля; · один импульс - несколько капель. Перенос " короткой дугой" характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании. При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом. Для каждого диаметра проволоки имеется широкий диапазон токовых значений режима, который позволяет сваривать материалы разной толщины и во всех пространственных положениях. Синергетические системы повышают производительность на 20% по сравнению с обычной сваркой MIG/MAG.
38. Сварочные автоматы. Назначение и классификация. Самоходные и подвесные сварочные автоматы. Требования к конструкции сварочных автоматов. Существующие сварочные автоматы по их назначению и конструктивному исполнению можно разделить на три типа; 1. Сварочные автоматы тракторного типа—серии АДФ (сварка под флюсом) и серии АДГ (сварка под газом), сварочный автомат А-1506 (ТС-44) — (сварка под флюсом), автомат А-1648 (ТС - 43)—сварка толстых изделий под флюсом, малогабаритный автомат А-1711 —сварка в среде углекислого газа. 2. Подвесные сварочные автоматы — серии А-1400 (сварка под флюсом), сюда же относятся и модификации А-1401 и А-1410. Для сварки в среде углекислого газа создан автомат А-1417, для сварки в среде инертного газа—А-1431. Автомат А-1411П (сварка в среде углекислого или инертного газа) имеет увеличенное почти в два раза горизонтальное и вертикальное перемещение сварочной головки (по сравнению с А-1400), автомат АД-111 ведет сварку в среде защитного газа криволинейных и сложных швов. Для сварки титана и его сплавов создан автомат АД-143. Этот автомат может варить швы любой конфигурации. 3. Многодуговые сварочные автоматы конструктивно выполняются как наземного перемещения (тракторные), так и подвесного типа. К примеру, автомат двухдуговой А-1412 выполнен в подобие»! варианте, адвухдуговой автомат ДТС-38 выполнен на базе сварочного трактора. Трехдуговой автомат А-1373 также расположен на самоходной тележке. тобы иметь более подробное представление об автомате •дной тележке (тракторного типа), представим его в е на рис. 20. В качестве образца ■ > ит из подающего
кассеты для электродной проволоки 6, маховиков регулировки положения головки относительно шва 7, 10, самоходной тележки 8, рукоятки сцепления с приводом тележки 9. Для удобства пользования предлагается таблица основных параметров сварочных автоматов на самоходной тележке.
Сварочный автомат подвесного типа представляет собой конструкцию, изображенную на рис. 21. За основу взят автомат А-1400. Этот автомат состоит из унифицированных узлов, может работать как самостоятельно, так и входить в сварочные линии. Автомат состоит из подающего механизма 1, суппорта 2, механизма вертикального перемещения 3, флюсовой аппаратуры 4, кассеты с электродной проволокой 5, пульта управления 6. В автомате 1400 применена схема тянущего подающего механизма, что хорошо для любого вида проволоки (как стальной, так и алюминиевой). Этот автомат пригоден для сварки различных типов швов. Автомат быстро переналаживается под любую технологию. Многодуговые сварочные автоматы. Привлекательность этих автоматов в том, что они могут осуществлять одновременную сварку несколькими сварочными головками. Нарис. 22 представлены различные варианты выполнения швов многодуговыми авто-
Рис. 21. Сварочный автомат Л-1400
матами. На варианте 1 показана схема сварки по контуру изделия, которую можно выполнять двумя сварочными головками при их движении в одно место, а при движении с одного места в разные стороны сварку пересекающихся швов выполняют по варианту 2. Сварку по контуру с одного места в разные стороны выполняют с некоторым рассогласованием начала сварки каждой головкой. Одновременное параллельное движение сварочных головок в одну сторону или в противоположные стороны (вариант 3) осуществляется также устройством смещения. Довольно широкое распространение получила многодуговая сварка последовательных швов с перекрытием предыдущего (вариант 5) и без перекрытия предыдущего шва (вариант 4).
Этот способ применяют для дуговой сварки длинномерных конструкций. При сварке под флюсом выполнение отдельных швов усложняется из-за наличия шлаковой корки, которая должна удаляться специальным устройством. В некоторых случаях одна из сварочных головок выполняет сварку по твердожидкой корке. Многодуговые автоматы по своей конструкции аналогичны однодуговым, и их также изготавливают из унифицированных узлов. В отличие от однодуговых автоматов многодуговые имеют большее число сварочных головок, подающих механизмов, кассет для электродной проволоки.
39. Требования к оборудованию для автоматической сварки. Система автоматического регулирования напряжения дуги и ее статические характеристики. Настройка режима автоматической сварки. Стабилизация скорости сварки. Напряжение сварочной дуги, т. е. напряжение между электродом и изделием, зависит от длины дуги, сварочного тока, диаметра электродной проволоки, состава флюса и других факторов. Графическое изображение зависимости напряжения дуги от сварочного тока при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. При сварке под флюсом на обычно применяемых токах напряжение дуги мало изменяется с увеличением тока, и лишь при очень большой плотности тока на электродах, в особенности при малых диаметрах электродной проволоки (1, 6-2 мм), напряжение дуги с увеличением тока возрастает.
На рис. 2 приведены графики, характеризующие изменение напряжения дуги в зависимости от сварочного тока при трех различных установившихся длинах дуг. Напряжение дуги в значительной мере зависит от ее длины: с увеличением длины дуги напряжение возрастает, при укорочении - снижается. При измерении напряжения дуги в его значение входит также падение напряжения на вылете электрода. Поэтому действительное напряжение дуги несколько ниже показываемого электроизмерительным прибором. Устойчивое горение дуги зависит от характеристик источника питания. Важное значение имеет так называемая внешняя вольт-амперная характеристика, выражающая зависимость напряжения на зажимах источника питания от тока нагрузки. Внешние вольт-амперные характеристики источников питания могут быть крутопадающими, пологопадающими, жесткими (независимыми от тока нагрузки) и даже возрастающими (рис. 3).
Процесс сварки считается устойчивым, если в течение длительного времени дуга горит при заданных значениях тока и напряжения. При сварке под флюсом устойчивое, стабильное горение дуги обеспечивается при применении источников питания с пологопадающими внешними характеристиками. На рис. 4 приведены статическая вольт-амперная характеристика дуги (кривая 1) и внешняя вольт-амперная характеристика источника питания (кривая 2), Эти характеристики определяют зависимость между током и напряжением дуги. Процесс сварки протекает при параметрах, отвечающих пересечению статической характеристики дуги 1 с внешней вольт-амперной характеристикой источника питания 2 в точке О. При увеличении длины дуги кривая 1 смещается вверх -сварочный ток в соответствии с кривой 2 уменьшается, а при укорочении дуги кривая 1 смещается вниз - сварочный ток возрастает. В случае колебания напряжения сети напряжение холостого хода трансформатора будет повышаться либо понижаться, при этом внешняя вольт-амперная характеристика источника питания 2 будет соответственно смещаться вверх либо вниз. С повышением напряжения холостого хода сварочный ток будет увеличиваться и наоборот. При сварке электродной проволокой малых диаметров (1, 6-2, 0 мм) на токе высокой плотности стабильный процесс может быть обеспечен источниками питания с жесткими или даже со слегка возрастающими внешними характеристиками. Для соблюдения условий устойчивости горения дуги крутизна возрастания внешней вольт-амперной характеристики источника питания должна быть меньше крутизны возрастания статической вольт-амперной характеристики дуги. При автоматической сварке под флюсом могут применяться источники переменного и постоянного тока. Сварка на переменном токе является наиболее экономичной, так как сварочные трансформаторы имеют более высокий коэффициент полезного действия, чем источники питания постоянного тока. Сварочные трансформаторы просты в изготовлении, дешевы, надежны в эксплуатации, отличаются малыми размерами и массой. Для сварки под флюсом серийно выпускаются трансформаторы типов ТСД-500, ТСД-500-1, ТСД-1000-3, ТСД-1000-4 и ТСД-2000 в однокорпусном исполнении, со встроенными дросселями, с дистанционным управлением. Питание дуги постоянным током дороже, чем переменным. Однако применение постоянного тока в некоторых случаях целесообразно, в частности когда к качеству швов предъявляются особо высокие требования, а также когда использование переменного тока затруднено, как, например, при сварке изделий малых толщин. При питании дуги постоянным током от сварочных генераторов колебания напряжения сети не влияют на характеристики источника питания и, следовательно, на качество сварного шва. В качестве источников питания дуги при сварке под флюсом постоянным током применяются серийно выпускаемые преобразователи ПС-500, ПСО-500, ПС0-800, ПС-1000 на токи 500, 800 и 1000 А. В настоящее время достигнуты значительные успехи в производстве сварочных выпрямителей для преобразования переменного тока в постоянный. Сварочный выпрямитель состоит из трансформатора с выпрямительным устройством. Выпрямители не имеют подвижных частей, по размеру и массе они лишь незначительно превосходят сварочный трансформатор. Сварочные выпрямители бесшумны в работе, обеспечивают устойчивое горение дуги. Коэффициент полезного действия выпрямителей значительно выше, чем у мотор-генераторных преобразователей. Сварочные выпрямители весьма перспективны, в ближайшие годы они найдут широкое применение в сварочной технике и, как более удобные и экономичные, заменят мотор-генераторные преобразователи. Для сварки под флюсом выпускаются автоматы с зависимой от напряжения дуги скоростью подачи электродной проволоки либо с постоянной, независимой скоростью подачи электрода. Задачей автоматического регулирования является поддержание установленного тока и напряжения дуги. При падающих внешних характеристиках источника питания в качестве регулируемой величины принимается напряжение дуги. При неизменной настройке источника питания и постоянстве напряжения сети ток и напряжение дуги находятся в зависимости от длины дугового промежутка. Стабильное значение длины дуги возможно только в том случае, если электродная проволока будет подаваться в зону горения дуги со скоростью, равной скорости ее плавления. На практике длина дуги может претерпевать значительные изменения, вызываемые неравномерностью разделки кромок, зазора, превышением кромок и другими возмущениями, которые влияют на процесс сварки. Чтобы обеспечить постоянство длины дуги, а следовательно, и напряжения дуги, в автоматических системах регулирования электродную проволоку подают со скоростью, зависимой от напряжения дуги. При работе на автомате с зависимой от напряжения дуги скоростью подачи электродной проволоки настройка режима по току производится изменением внешних характеристик источника питания. В сварочных трансформаторах наиболее часто настройка осуществляется изменением индуктивного сопротивления при неизменном напряжении холостого хода трансформатора. Регулятор напряжения дуги с достаточной точностью поддерживает напряжение дуги. В случае удлинения дуги и увеличения ее напряжения скорость подачи электродной проволоки возрастает, а при уменьшении напряжения дуги скорость подачи электродной проволоки уменьшается. Благодаря этому автоматически поддерживается постоянное расстояние между плавящимся концом электродной проволоки и сварочной ванной. Примером автомата, осуществляющего непрерывное регулирование скорости подачи электродной проволоки, может служить автомат АДС-1000-2, в котором число оборотов электродвигателя сварочной головки зависит от напряжения дуги. При способе автоматической сварки с независимой от напряжения дуги скоростью подачи электродной проволоки электродная проволока подается с некоторой постоянной скоростью, устанавливаемой в соответствии с током. Случайные отклонения длины дугового промежутка от первоначально установленного значения устраняются не изменением скорости подачи электродной проволоки, как при зависимой от напряжения дуги скорости подачи электродной проволоки, а вследствие временного изменения скорости плавления проволоки, происходящего вследствие зависимости между напряжением дуги и сварочным током, определяемой формой внешней характеристики источника питания. Так как постоянство режима дуги поддерживается без принудительного регулирования, то это свойство дуги с плавящимся электродом получило название саморегулирования. При сварке с независимой скоростью подачи электродной проволоки настройка режима сварки по току производится изменением скорости подачи электродной проволоки. Для настройки автомата на различные напряжения дуги необходимо изменять внешнюю характеристику источника питания. Для обычных режимов автоматической сварки под флюсом существующие источники питания с падающей внешней характеристикой обеспечивают достаточную интенсивность и быстродействие системы саморегулирования дуги. Во многих случаях саморегулирование дуги настолько значительно, что нет необходимости в применении схемы автоматического принудительного регулирования. Заданная длина дуги будет восстанавливаться тем быстрее, чем значительнее будет изменяться скорость плавления электрода. Наибольшее влияние на саморегулирование дуги оказывает форма внешней характеристики источника питания и плотность тока в электроде. Для увеличения интенсивности саморегулирования дуги крутизна падающей внешней характеристики источника питания должна быть по возможности небольшой. Для источников постоянного тока желательно, чтобы напряжение холостого хода на 10-12 В превышало рабочее напряжение. При сварке на переменном токе для обеспечения непрерывности горения дуги в момент перехода тока через нуль необходимо, чтобы напряжение холостого хода превышало рабочее напряжение дуги примерно в два раза. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 812; Нарушение авторского права страницы
 Вентили катодной группы открываются в момент пересечения положительных участков синусоид (точки а, 6, в и г на рис. 81, 6), а вентили анодной группы - в момент пересечения отрицательных участков синусоид (точки к, л, м и н). Каждый из вентилей работает в течение одной трети периода (Т/3, или 2π /3).
Вентили катодной группы открываются в момент пересечения положительных участков синусоид (точки а, 6, в и г на рис. 81, 6), а вентили анодной группы - в момент пересечения отрицательных участков синусоид (точки к, л, м и н). Каждый из вентилей работает в течение одной трети периода (Т/3, или 2π /3).
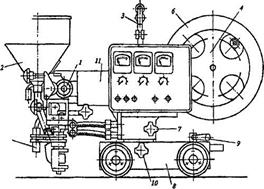 Рис. 20. Сварочный автомат АДФ
Рис. 20. Сварочный автомат АДФ

 Рис. 2- Виды сварки многодуговыми автоматами
Рис. 2- Виды сварки многодуговыми автоматами

