|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сварочные деформации в общем случае определяют изменение линейных и угловых размеров тела и характеризуют состояние отдельных участков тела.Стр 1 из 4Следующая ⇒
Сварочные деформации в общем случае определяют изменение линейных и угловых размеров тела и характеризуют состояние отдельных участков тела.
Деформации при сварке обусловлены двумя причинами:
- свободная деформация, вызванная изменением температуры
где a — коэффициент линейного расширения металла с привязкой к температурному интервалу, 1 /К; έ – относительное удлинение (δ L/L), Т — изменение температуры точки тела, К.
- структурные изменения, происходящие в металле, также приводят к возникновению напряжений и деформаций. Структурные изменения могут происходить как при изменении температуры, так и во времени под воздействием накопленных остаточных напряжений. При использовании упрощенных методов определения остаточных напряжений и деформаций структурные изменения во внимание не принимаются.
Рассмотрим процесс изменения деформаций и напряжений в активной зоне широкой пластины при прохождении по ее краю движущегося источника теплоты (сварочной дуги). Поскольку препятствия расширению металла по толщине и в сторону края пластины отсутствуют, напряжения являются одноосными и действуют параллельно краю пластины ( вдоль траектории движении источника ). По мере приближения источника к некоторой точке пластины температура в ней повышается, а после прохождения источника мимо этой точки вновь снижается до температуры окружающей среды (рис. 11.2).
Прямо пропорционально изменению температуры растет, а затем убывает свободная температурная деформация ea.
Поскольку широкая пассивная зона пластины препятствует расширению небольшой активной зоны у края пластины, в активной зоне возникают сжимающее напряжение s и деформация укорочения eс ~ - ea, которая компенсирует деформацию удлинения от нагрева ea. Если напряжениепри нагреве не достигает предела текучести материала, то вся собственная деформация является упругой. При остывании происходит полная разгрузка и остаточное напряжение не образуется. Если же напряжение достигает предела текучести от (в точке Б на рис. 11.2), то рост напряжения и упругой деформации прекращается, дальнейшее увеличение собственной деформации при продолжении нагрева происходит за счет роста пластической деформации укорочения eпл.
В точке В начинаются снижение температуры и упругая разгрузка. Пластическая деформация укорочения сохраняется, поэтому полная разгрузка наступает раньше полного остывания (в точке Г). При дальнейшем остывании материал на краю пластины продолжает сокращаться. Остальная часть пластины препятствует этому сокращению, возникает растягивающее напряжение и упругая деформация удлинения. Если при охлаждении напряжение снова достигает предела текучести (в точке Д на рис. 11.2), то рост напряжений и упругих деформаций прекращается, начинаются пластические деформации удлинения, которые компенсируют часть пластического укорочения, возникшего при нагреве.
После полного остывания (точка Е) на краю пластины сохраняются остаточная пластическая деформация укорочения, остаточное растягивающее напряжение и остаточная упругая деформация удлинения.
Таким образом, причиной возникновения остаточного напряжения является пластическое укорочение активной зоны при нагреве. Пластическая деформация возникает в активной зоне в основном по двум причинам: 1) поперечное сечение активной зоны, как правило, меньше, чем окружающей пассивной зоны, поэтому уровень напряжения в ней выше; 2) предел текучести материала снижается при нагреве (при сварочных температурах он близок к нулю ), поэтому остаточные напряжения возникают даже при сварке очень маленьких швов.
При ограниченной жесткости свариваемой конструкции под действием сварочных напряжений в ней возникают существенные остаточные наблюдаемые деформации и перемещения, приводящие к изменению ее формы и размеров.
ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Определения остаточных сварочных деформаций и напряжений Существует большое количество экспериментальных методов определения сварочных напряжений, деформаций и перемещений. Экспериментально измерением определяют деформации, а далее расчетным путем - напряжения.
Перемещения и деформации на внешних поверхностях конструкций измерить достаточно просто. Это можно сделать с помощью различных датчиков или видеокамер. Определения временных сварочных деформаций и напряжений
Для определения временных сварочных напряжений недостаточно знать значения деформаций в данный момент времени. Необходимо регистрировать температуру Т и компоненты наблюдаемой деформации непрерывно или периодически в течение всего времени сварки. Кроме того, необходимо провести дополнительные эксперименты по определению свойств материала в условиях сварки. При сварке протекает целый ряд физических явлений, влияющих на распределение напряжений. Точность расчета напряжений зависит от полноты учета всех этих явлений.
Повышение точности расчета напряжений требует не только применения более сложных расчетных формул, но также увеличения объема экспериментов для определения дополнительных физических характеристик свариваемых материалов. В связи с этим уровень точности нужно задавать обоснованно, исходя из назначения результатов расчета.
Теоретические методы определения сварочных деформаций и напряжений Графорасчетные методы Для определения продольных деформаций и напряжений при наплавке валика на кромку полосы и при сварке узких пластин встык используется графорасчетный метод, разработанный Г. А. Николаевым и Н. О. Окербломом. При этом принимается:
- гипотеза плоских сечений, устанавливающая, что поперечные сечения пластин в процессе сварки не искривляются;
- гипотеза одноосных напряжений, согласно которой в свариваемых пластинах возникают лишь напряжения sх (вдоль оси шва); - схематизация свойств материала в виде диаграммы идеального упругопластического тела с постоянным значением sт до Т = 773 К с последующим линейным изменением его до sт = 0 при Т = 873 К, - остальные теплофизические и механические свойства считают постоянными.
В этом методе решения рассматривается квазистационарное температурное состояние в пластине (пластина переходит мгновенно из холодного состояния в максимально нагретое состояние): 1. Деформации и напряжения на стадии нагрева определяют в поперечном сечении пластины, где зона разогрева до 600°С имеет максимальную ширину. Напряжения и пластические деформации укорочения в этом сечении определяютсяиз условия равновесия внутренних сил, выполняемого в результате графических построений.
2. Аналогичные построения выполняют для сечения пластины в зоне полного остывания, в результате чего определяют остаточные напряжения и деформации.
По результатам расчетов, выполненных для низкоуглеродистых сталей, остаточные продольные напряжения sхост в шве и околошовной зоне равны пределу текучести металла, что удовлетворительно согласуется с многочисленными экспериментальными данными. Для каждого сечения выполняют графические построения, аналогичные рассмотренным выше, с последовательным учетом накапливаемых пластических деформаций. Это позволяет более точно определять напряжения в процессе сварки, а остаточные напряжения в шве и околошовной зоне также оказываются равными пределу текучести металла.
Однако осуществлять вручную графорасчетные построения для ряда сечений трудно, и поэтому метод Н. О. Окерблома нашел практическое применение лишь в последние годы при численной реализации его на ЭВМ. Результаты расчетов удовлетворительно совпадают с экспериментальными данными, полученными на узких пластинах из низкоуглеродистой стали. Узкими пластинами в данном случае следует считать такие, при сварке которых ширина зоны пластических деформаций меньше ширины пластины в 3...4 раза, т. е. понятие ширины пластины при сварке связано непосредственно с шириной зоны нагрева и соответственно с шириной зоны пластических деформаций.
Графорасчетные методы можно использовать для определения остаточных продольных напряжений при сварке низкоуглеродистой, а также аустенитной коррозионно-стойкой стали. По результатам экспериментов значения остаточных напряжений в шве и околошовной зоне для этих материалов близки к пределу текучести, т. е. к расчетному значению. Для титановых, алюминиевых, магниевых сплавов графорасчетные методы Г. А. Николаева и Н. О. Окерблома не рекомендуется применять, так как остаточные напряжения в шве по экспериментальным данным получаются меньше предела текучести.
При сварке реальных конструктивных элементов ( в отличие от наплавки валика на кромку полосы и сварки встык узких пластин ) существует, как правило, сложное напряженное состояние, для которого нельзя применять графорасчетные методы. В этом случае следует применять методы, основанные на использовании теории упругости и пластичности.
МЕТОДЫ, ИСПОЛЬЗУЮЩИЕ АППАРАТ ТЕОРИИ УПРУГОСТИ И ПЛАСТИЧНОСТИ
Для решения задач по определению напряжений, возникающих в теле при неравномерном распределении температур, используется математический аппарат теории упругости. Однако сварочный процесс связан с изменением температуры в значительных пределах и, как следствие, с пластическими деформациями. Поэтому очень редко в сварке встречаются случаи, когда теория упругости может быть применена для количественного анализа сварочных напряжений.
Но теория упругости может успешно применяться в сварочных задачах, так как: решение температурной задачи теории упругости в компонентах деформаций и перемещений пригодно для практических целей, и в теории сварочных деформаций ряд решений успешно используется, как первый этап решения упругопластической задачи.
Более точные количественные соотношения при решении задач о сварочных деформациях и напряжениях могут быть получены лишь при помощи теории пластичности в условиях переменных температур.
…………………………………………………………………………………………………………………………………………………………………………………………………………
Виды сварочных деформаций 1. Деформации в плоскости свариваемых деталей (рис. 55, а), когда перемещениями в направлении третьей оси (по толщине) можно пренебречь. Такие деформации, например, возникают при сварке пластин, которые не теряют устойчивости и не выходят из плоскости из-за неравномерной по толщине пластины поперечной усадки.
2. Деформации в плоскости, перпендикулярной шву (рис. 55, б, в), например, деформации грибовидности и углового поворота.
3. Деформации изгиба конструкций типа балочных (рис. 55, г). В этом случае продольная ось балки искривляется вследствие усадки швов в продольном или поперечном направлении.
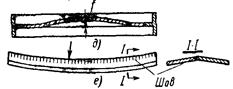
4. Деформации потери устойчивости листовых элементов конструкций (рис. 55, д, е). Под действием сжимающих остаточных напряжений происходит коробление, форма которого может иметь самый разнообразный вид. Общими являются значительные по величине перемещения листовых элементов в направлении из плоскости листа.
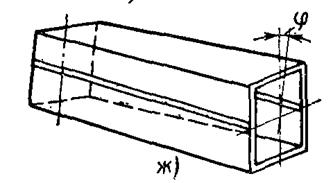
5. Деформации скручивания относительно продольной оси (рис. 55, ж).
6. Деформации оболочковых конструкций от заварки кольцевых и продольных швов, а также от заварки круговых и криволинейных швов на поверхностях вращения (рис. 55, з, и). 7. Деформации сложных конструкций типа рам, станин, блоков двигателей и т. п., когда возникающие деформации состоят из нескольких видов, влияют друг на друга и вызывают специфические для каждой конструкции искажения ее форм.
Сварочные деформации в общем случае определяют изменение линейных и угловых размеров тела и характеризуют состояние отдельных участков тела.
Деформации при сварке обусловлены двумя причинами:
- свободная деформация, вызванная изменением температуры
где a — коэффициент линейного расширения металла с привязкой к температурному интервалу, 1 /К; έ – относительное удлинение (δ L/L), Т — изменение температуры точки тела, К.
- структурные изменения, происходящие в металле, также приводят к возникновению напряжений и деформаций. Структурные изменения могут происходить как при изменении температуры, так и во времени под воздействием накопленных остаточных напряжений. При использовании упрощенных методов определения остаточных напряжений и деформаций структурные изменения во внимание не принимаются.
Рассмотрим процесс изменения деформаций и напряжений в активной зоне широкой пластины при прохождении по ее краю движущегося источника теплоты (сварочной дуги). Поскольку препятствия расширению металла по толщине и в сторону края пластины отсутствуют, напряжения являются одноосными и действуют параллельно краю пластины ( вдоль траектории движении источника ). По мере приближения источника к некоторой точке пластины температура в ней повышается, а после прохождения источника мимо этой точки вновь снижается до температуры окружающей среды (рис. 11.2).
Прямо пропорционально изменению температуры растет, а затем убывает свободная температурная деформация ea.
Поскольку широкая пассивная зона пластины препятствует расширению небольшой активной зоны у края пластины, в активной зоне возникают сжимающее напряжение s и деформация укорочения eс ~ - ea, которая компенсирует деформацию удлинения от нагрева ea. Если напряжениепри нагреве не достигает предела текучести материала, то вся собственная деформация является упругой. При остывании происходит полная разгрузка и остаточное напряжение не образуется. Если же напряжение достигает предела текучести от (в точке Б на рис. 11.2), то рост напряжения и упругой деформации прекращается, дальнейшее увеличение собственной деформации при продолжении нагрева происходит за счет роста пластической деформации укорочения eпл.
В точке В начинаются снижение температуры и упругая разгрузка. Пластическая деформация укорочения сохраняется, поэтому полная разгрузка наступает раньше полного остывания (в точке Г). При дальнейшем остывании материал на краю пластины продолжает сокращаться. Остальная часть пластины препятствует этому сокращению, возникает растягивающее напряжение и упругая деформация удлинения. Если при охлаждении напряжение снова достигает предела текучести (в точке Д на рис. 11.2), то рост напряжений и упругих деформаций прекращается, начинаются пластические деформации удлинения, которые компенсируют часть пластического укорочения, возникшего при нагреве.
После полного остывания (точка Е) на краю пластины сохраняются остаточная пластическая деформация укорочения, остаточное растягивающее напряжение и остаточная упругая деформация удлинения.
Таким образом, причиной возникновения остаточного напряжения является пластическое укорочение активной зоны при нагреве. Пластическая деформация возникает в активной зоне в основном по двум причинам: 1) поперечное сечение активной зоны, как правило, меньше, чем окружающей пассивной зоны, поэтому уровень напряжения в ней выше; 2) предел текучести материала снижается при нагреве (при сварочных температурах он близок к нулю ), поэтому остаточные напряжения возникают даже при сварке очень маленьких швов.
При ограниченной жесткости свариваемой конструкции под действием сварочных напряжений в ней возникают существенные остаточные наблюдаемые деформации и перемещения, приводящие к изменению ее формы и размеров.
ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Определения остаточных сварочных деформаций и напряжений Существует большое количество экспериментальных методов определения сварочных напряжений, деформаций и перемещений. Экспериментально измерением определяют деформации, а далее расчетным путем - напряжения.
Перемещения и деформации на внешних поверхностях конструкций измерить достаточно просто. Это можно сделать с помощью различных датчиков или видеокамер. |
Последнее изменение этой страницы: 2017-05-11; Просмотров: 428; Нарушение авторского права страницы