|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Весьма эффективным, обеспечивающим регистрацию всех компонент перемещения, является лазерный голографический метод.
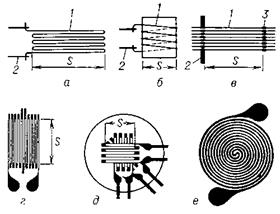
Для измерения деформаций наибольшее применение находят тензодатчики, наклеиваемые на поверхность детали после сварки перед разрезанием на конечные элементы.
Напряжения, как правило, рассчитывают по результатам измерений перемещений, деформаций или других физических параметров, изменяющихся при появлении в металле напряжений. Для измерений используют механические, магнитные, ультразвуковые, рентгеновские методы, нейтронное облучение, методы измерения твердости и т. д.
Экспериментальные методы чаще всего применяют для определения остаточных напряжений. Механический метод определения напряжений дает наиболее достоверные результаты, но приводит к повреждению (разрушению) исследуемой сварной конструкции.
Напряжения рассчитывают по тем деформациям, которые возникают в конструкции при устранении напряжений. Для этого выполняют следующие действия: 1) устанавливают датчики деформации и снимают начальные показания; 2) устраняют остаточные напряжения в анализируемой зоне конструкции, где установлены датчики; 3) снова снимают показания датчиков и определяют деформации в результате устранения напряжений; 4) рассчитывают остаточные напряжения по формулам теории упругости.
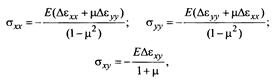
Устранение напряжений проводят различными способами в зависимости от вида сварной конструкции: - вырезанием из нее небольшого участка с датчиками; - послойным снятием металла на токарном или фрезерном станке; - сверлением отверстий; - прорезанием канавок и т. д. Важно в процессе этой обработки не вызвать появления новых напряжений в анализируемой зоне. Если известно, что в зоне измерения действует только одна компонента остаточного напряжения (остальные компоненты малы ), то ее можно рассчитать по формуле s = - E*e где Е - модуль упругости (модуль Юнга) материала. В общем случае необходимо в каждой точке поверхности установить три датчика по разным направлениям и определить изменения трех компонент деформации.
где m - коэффициент Пуассона материала. Коэффициент Пуассона - величина отношения относительного поперечного сжатия к относительному продольному растяжению. Этот коэффициент зависит не от размеров тела, а от природы материала, из которого изготовлен образец.
Достоинством этой методики является отсутствие необходимости замеров до сварки и во время сварки (она пригодна для исследования готовых конструкций), а недостатком – повреждение конструкции. Некоторые другие методы (магнитные и ультразвуковые ) также применяются для определения остаточных напряжений в готовых конструкциях (и при этом не повреждают их ), но они дают достоверные результаты только для однородного основного металла ( вдали от сварного шва ). Это связано с тем, что измеряемые в этих методах параметры (магнитная проницаемость, скорость распространения ультразвуковых волн и т. д.) изменяются не только при появлении остаточных напряжений, но также при изменении химического состава, размера зерна, структуры металла и других факторов.
Определения временных сварочных деформаций и напряжений
Для определения временных сварочных напряжений недостаточно знать значения деформаций в данный момент времени. Необходимо регистрировать температуру Т и компоненты наблюдаемой деформации непрерывно или периодически в течение всего времени сварки. Кроме того, необходимо провести дополнительные эксперименты по определению свойств материала в условиях сварки. При сварке протекает целый ряд физических явлений, влияющих на распределение напряжений. Точность расчета напряжений зависит от полноты учета всех этих явлений.
Повышение точности расчета напряжений требует не только применения более сложных расчетных формул, но также увеличения объема экспериментов для определения дополнительных физических характеристик свариваемых материалов. В связи с этим уровень точности нужно задавать обоснованно, исходя из назначения результатов расчета.
Теоретические методы определения сварочных деформаций и напряжений Графорасчетные методы Для определения продольных деформаций и напряжений при наплавке валика на кромку полосы и при сварке узких пластин встык используется графорасчетный метод, разработанный Г. А. Николаевым и Н. О. Окербломом. При этом принимается:
- гипотеза плоских сечений, устанавливающая, что поперечные сечения пластин в процессе сварки не искривляются;
- гипотеза одноосных напряжений, согласно которой в свариваемых пластинах возникают лишь напряжения sх (вдоль оси шва); - схематизация свойств материала в виде диаграммы идеального упругопластического тела с постоянным значением sт до Т = 773 К с последующим линейным изменением его до sт = 0 при Т = 873 К, - остальные теплофизические и механические свойства считают постоянными.
В этом методе решения рассматривается квазистационарное температурное состояние в пластине (пластина переходит мгновенно из холодного состояния в максимально нагретое состояние): 1. Деформации и напряжения на стадии нагрева определяют в поперечном сечении пластины, где зона разогрева до 600°С имеет максимальную ширину. Напряжения и пластические деформации укорочения в этом сечении определяютсяиз условия равновесия внутренних сил, выполняемого в результате графических построений.
2. Аналогичные построения выполняют для сечения пластины в зоне полного остывания, в результате чего определяют остаточные напряжения и деформации.
По результатам расчетов, выполненных для низкоуглеродистых сталей, остаточные продольные напряжения sхост в шве и околошовной зоне равны пределу текучести металла, что удовлетворительно согласуется с многочисленными экспериментальными данными. Для каждого сечения выполняют графические построения, аналогичные рассмотренным выше, с последовательным учетом накапливаемых пластических деформаций. Это позволяет более точно определять напряжения в процессе сварки, а остаточные напряжения в шве и околошовной зоне также оказываются равными пределу текучести металла.
Однако осуществлять вручную графорасчетные построения для ряда сечений трудно, и поэтому метод Н. О. Окерблома нашел практическое применение лишь в последние годы при численной реализации его на ЭВМ. Результаты расчетов удовлетворительно совпадают с экспериментальными данными, полученными на узких пластинах из низкоуглеродистой стали. Узкими пластинами в данном случае следует считать такие, при сварке которых ширина зоны пластических деформаций меньше ширины пластины в 3...4 раза, т. е. понятие ширины пластины при сварке связано непосредственно с шириной зоны нагрева и соответственно с шириной зоны пластических деформаций.
Графорасчетные методы можно использовать для определения остаточных продольных напряжений при сварке низкоуглеродистой, а также аустенитной коррозионно-стойкой стали. По результатам экспериментов значения остаточных напряжений в шве и околошовной зоне для этих материалов близки к пределу текучести, т. е. к расчетному значению. Для титановых, алюминиевых, магниевых сплавов графорасчетные методы Г. А. Николаева и Н. О. Окерблома не рекомендуется применять, так как остаточные напряжения в шве по экспериментальным данным получаются меньше предела текучести.
При сварке реальных конструктивных элементов ( в отличие от наплавки валика на кромку полосы и сварки встык узких пластин ) существует, как правило, сложное напряженное состояние, для которого нельзя применять графорасчетные методы. В этом случае следует применять методы, основанные на использовании теории упругости и пластичности.
МЕТОДЫ, ИСПОЛЬЗУЮЩИЕ АППАРАТ ТЕОРИИ УПРУГОСТИ И ПЛАСТИЧНОСТИ
Для решения задач по определению напряжений, возникающих в теле при неравномерном распределении температур, используется математический аппарат теории упругости. Однако сварочный процесс связан с изменением температуры в значительных пределах и, как следствие, с пластическими деформациями. Поэтому очень редко в сварке встречаются случаи, когда теория упругости может быть применена для количественного анализа сварочных напряжений.
Но теория упругости может успешно применяться в сварочных задачах, так как: решение температурной задачи теории упругости в компонентах деформаций и перемещений пригодно для практических целей, и в теории сварочных деформаций ряд решений успешно используется, как первый этап решения упругопластической задачи.
Более точные количественные соотношения при решении задач о сварочных деформациях и напряжениях могут быть получены лишь при помощи теории пластичности в условиях переменных температур.
…………………………………………………………………………………………………………………………………………………………………………………………………………
|
Последнее изменение этой страницы: 2017-05-11; Просмотров: 371; Нарушение авторского права страницы