|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Електронно-променеве зварювання
Для електронно-променевого зварювання у глибокому вакуумі використовують кінетичну енергію сфокусованого пучка електронів, розігнаних до великої швидкості й скерованих на стик зварюваних заготовок. Тут кінетична енергія електронів переходить у теплову, внаслідок чого метал зварювальної зони миттєво нагрівається до температури 5000...6000 °С й розплавляється. Після кристалізації металу отримують глибокий і вузький зварний шов з дрібнозернистою структурою й високими механічними властивостями. Установка для електронно-променевого зварювання складається з електронної гармати, вакуумної камери, механізмів переміщення заготовок, блоків живлення й керування. Електронна гармата генерує вільні електрони, фокусує їх й скеровує в зону зварювання. Гармата має катод б (рис. 5.1.18) у вигляді вольфрамової спіралі, прикатодний електрод 6, анод 4 й електромагнітні котушки 2 і 3. Нагріта електричним струмом до температури 2400 °С спіраль випускає електрони, які під дією високої різниці потенціалів між прикатодним електродом і анодом розганяються до великої швидкості, проходять крізь отвір в аноді, фокусуються котушкою 3 в пучок невеликого діаметра й скеровуються на стик заготовок 1. Положення пучка відносно стику можна коригувати котушкою 2. Високу напругу (15... 30 кВ і більше) створює спеціальний трансформатор, а постійний струм забезпечує випрямляч. Заготовку переміщають відносно електронного пучка у вакуумній камері спеціальним механізмом. Електронним променем зварюють важкоплавкі та хімічно активні метали, високолеговані сталі й різнорідні матеріали Лазерне зварювання
(наприклад, метал-кераміка) завтовшки від часток міліметра до 250 мм [17]. Спосіб широко застосовують для зварювання малогабаритних виробів у радіоелектроніці й приладобудуванні, а також великогабаритних виробів у машинобудуванні. Переваги: — надійний захист від зовнішнього середовища у вакуумній камері; — мінімальна деформація виробу, зумовлена вузьким зварним швом. Недоліки: — складність й висока вартість установки; — невисока продуктивність; — обмежені габарити виробу, пов'язані з розмірами вакуумної камери. У лазерному зварюванні використовують світловий (лазерний промінь) як один з найконцентрованіших носіїв енергії. Лазерний промінь, скерований на стик з'єднуваних заготовок, миттєво розплавляє в зоні з'єднання обмежений об'єм металу, після кристалізації якого утворюється вузький і глибокий шов високої якості. Джерелом випромінювання лазерних променів є оптичний квантовий генератор, що називається лазером. Лазер складається з робочої речовини (або з робочої суміші), системи збудження, фокусування й охолодження. Цим способом зварюють багато металевих й неметалевих матеріалів завтовшки від декількох мікрометрів до 10 мм і більше. На відміну від електронно-променевого способу лазерне зварювання не вимагає вакууму. Зварюють переважно газовими й твердотілими лазерами. Найпоширенішими серед них є газові С02-лазери, в яких робоча суміш складається з вуглекислого газу, азоту й гелію. Активним середовищем суміші є вуглекислий газ. Незбуджені молекули С02 перебувають на стабільному, або нормальному, енергетичному рівні і мають мінімальну енергію. їхні більш високі, але стабільні енергетичні рівні називають збудженими. Для збудження молекул С02 потрібна зовнішня енергія. Зі збуджених рівнів молекули активного середовища переходять на нормальний рівень самовільно (спонтанно) у непередбачуваний момент часу або вимушено в прогнозований момент часу під дією спеціального чинника, наприклад, світлового променя. Вимушений перехід молекули С02 на нормальний рівень супроводжується випромінюванням когерентного світла. Для лавиноподібного генерування когерентного світла з довжиною хвилі А. = 10, 6 мкм необхідно, щоб кількість збуджених молекул перевищувала їх кількість на нормальному рівні і частина генерованого світла залишалась всередині робочої суміші газів й стимулювала подальше вимушене випромінювання рештою оптично активних молекул С02. Цього досягають за допомогою двох паралельних дзеркал, одне з яких непрозоре й відбиває усі світлові промені, а друге, напівпрозоре, теж їх відбиває, але
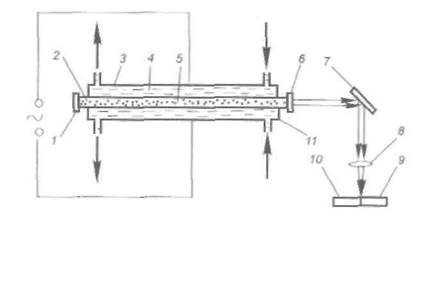
Рис. 5.1.19. Схема установки для лазерного зварювання: 1 — непрозоре, 6 — напівпрозоре дзеркала; 2 — місткість для робочої суміші; З, 11 — електрод; 4 — вода; 5 — робоча газова суміш; 7 — дзеркало; 8 — лінза; 9, 10 — зварювана заготовка частково пропускає назовні. Таке багаторазове проходження світлових променів крізь робочу суміш зумовлює переважно вимушене потужне випромінювання, що йде від оптично активних молекул С02. Для збудження молекул С02 в газовому лазері використовують електричний тліючий розряд або струм високої частоти. На рис. 5.1.19 зображена схема С02-лазера неперервної дії з дифузійним охолодженням робочої газової суміші. Лазер складається з герметичної місткості 2 для робочої суміші, непрозорого 1 і напівпрозорого 6 паралельних дзеркал, вмонтованих у місткість 2, водоохолоджуваних електродів 3, 11, до яких підведений струм високої частоти, дзеркала 7 та лінзи 8. Відстань між електродами невелика. Вони виконують водночас роль збуджувачів молекул С02 і охолодників робочої суміші безпосередньо в місткості. Лазерний промінь після виходу з напівпрозорого дзеркала потрапляє на дзеркало 7, а далі — в лінзу і на стик зварюваних заготовок 9, 10. Переміщення заготовок в напрямку майбутнього шва відбувається за допомогою окремого механізму, який на рисунку не зображений. ККД газових лазерів становить близько 10 %. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 292; Нарушение авторского права страницы