|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Контактне електричне зварювання
Завдяки технологічній простоті й високій продуктивності контактне електричне зварювання посідає друге місце після дугового і має тенденцію до зростання. Особливо широко контактне зварювання застосовують в автомобільній промисловості, вагонобудуванні, літакобудуванні, приладобудуванні та інших галузях. 5.2.1.1. СТИКОВЕ ЗВАРЮВАННЯ
Зварювання опором (рис.5.2.1) відбувається завдяки елек-тронагріву заготовок у зоні з'єднання до пластичного стану й пластичній деформації зони нагрітого металу. Торці 5 заготовок 3 і 6 попередньо обробляють різанням, щоб отримати чисті поверхні дотику й добрий контакт між ними. Заготовки закріплюють у затискачах 4 зварювальної машини й забезпечують щільний контакт силами F, після чого вмикають струм вторинної обмотки 2 трансформатора, під'єднаної до затискачів. Первинна обмотка І живиться від силової мережі. Силу зварювального струму регулюють, вмикаючи у мережу необхідну кількість витків первинної обмотки. Уникнути нерівномірного нагріву контактних поверхонь заготовок можна, обмежуючи їх площу до 300 мм2 і застосовуючи заготовки компактного перерізу (круг, квадрат). До параметрів режиму стикового зварювання опором належать: — величина зварювального струму /, А; — сила, прикладена до заготовки F, Н; — час проходження струму т, с. Вдало підібрані параметри режиму гарантують високу якість зварних з'єднань. Зварювання оплавленням не вимагає попередньої механічної обробки торців заготовок, їх зближення відбувається при ввімкнутій напрузі й під невеликим тиском. Зближення заготовок супроводжується неперервним оплавленням мікровиступів, які взаємно контактують, і закінчується утворенням тонкого шару розплавленого металу на з'єднуваних поверхнях. Рідкий метал заповнює наявні западини, а його надлишок разом із оксидами й забрудненнями виштовхується назовні. Під кінець циклу тиск збільшують, щоб остаточно зблизити торці заготовок до відстаней міжатомної взаємодії, й одночасно вимикають струм. Зварювання оплавленням дає змогу надійно з'єднувати не лише однорідні, але й різнорідні метали, зокрема вуглецеву й швидкорізальну сталі, сплави міді та алюмінію, площа торців яких може перевищувати 3 000 мм2; допускається некомпактний переріз торців заготовок. 5.2.1.2. ТОЧКОВЕ ЗВАРЮВАННЯ Точкове зварювання — це вид з'єднання листових заготовок завтовшки 0, 5...5 мм на окремих обмежених ділянках стикування. Так з'єднують заготовки із вуглецевих і легованих сталей, сплавів міді та алюмінію, коли щільність між ними необов'язкова. Попередньо очищені заготовки 2 і 3 (рис.5.2.2) затискають двома однаковими за величиною й протилежно спрямованими силами F між мідними електродами І і 5, що закріплені в затискачах 4. До електродів подають струм від вторинної обмотки 6 трансформатора протягом часу, необхідного для виникнення в зоні контакту заготовок частково розплавленого ядра металу, який остигає після вимкнення струму, утворюючи зварну точку. Точкове зварювання буває одно-, дво- і багатоточкове з однобічним або двобічним підведенням струму.
5.2.1.3. ШОВНЕ ЗВАРЮВАННЯ Шовне зварювання — це вид з'єднання листових заготовок суцільним або переривчастим швом. Товщина заготовок становить 0, 5...3, 0 мм, їх матеріал — низьковуглецеві та леговані сталі, сплави алюмінію, магнію, а також міді й титану. Листові заготовки 2 і 4 (рис. 5.2.4) переміщаються під двома роликами 1 і 5, яким надають обертального руху. До роликів підводять струм від вторинної обмотки 6 трансформатора. Сили F забезпечують надійний контакт і створюють тиск на розплавлене ядро і нерозплавлену суміжну з ядром оболонку. Після охолодження отримують міцний герметичний шов. Зварювальний струм подають неперервно, коли потрібен суцільний шов, або періодично, якщо потрібен переривчастий шов. Шовним зварюванням з'єднують бензобаки, бочки, сильфони та їм подібні переважно листові вироби.
Під час двобічного зварювання струм підводять через електроди до обох листів (див. рис. 5.2.2), а під час однобічного (рис. 5.2.3) — лише до одного (верхнього) листа 2, а під нижній лист кладуть шунтову мідну підкладку 7. Якщо нижня заготовка 1 (рис. 5.2.3, а) товста, то підкладка не потрібна. Багатоточкове зварювання, де одночасно одержують багато точок, застосовують у масовому виробництві. Основні параметри режиму точкового зварювання такі самі, як і стикового. Розрізняють м'який і жорсткий режими точкового зварювання. М'який режим характеризується плавним нагріванням зони зварювання й невисокою густиною струму. Його використовують, щоб зварювати, насамперед, сталі, схильні до гартування. Для жорсткого режиму тривалість нагрівання коротка, густина струму підвищена, тиск електродів на заготовку значний. Жорсткі режими характеризуються підвищеною продуктивністю, їх застосовують, коли зварюють сплави міді й алюмінію, які мають високу теплопровідність, а також коли зварюють високолеговані сталі.
Холодне зварювання тиском без нагрівання застосовують для нерознімного з'єднання металів підвищеної пластичності (мідь, алюміній та сплави на їх основі, а також нікель, золото, срібло). Щоб зблизити контактні поверхні заготовок до відстаней міжатомної взаємодії, необхідно в зоні з'єднання прикласти стискальні напруження, які зумовлюють значні пластичні деформації і переміщення металу вздовж поверхні поділу. Перед зварюванням контактні поверхні заготовок старанно очищають від оксидів і забруднень. Розрізняють точкове, стикове і шовне зварювання. Під час точкового зварювання (рис. 5.2.5, а) листові заготовки 2 і З завтовшки 0, 2... 16 мм складають внакладку і втискають у них два протилежно спрямовані пуансони 1 і 4. Внаслідок пластичної деформації на контактних поверхнях заготовок навпроти пуансонів утворюється зварна точка. Стикове зварювання заготовок 2, 3 (рис. 5.2.5, б) круглого, квадратного або прямокутного перерізу, надійно закріплених у
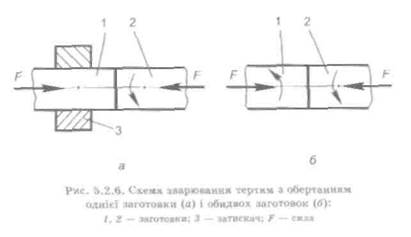
затискачах 5 і б, відбувається на їх торцевих контактних поверхнях під дією стискальних сил F. Зварюють встик мідні й алюмінієві проводи й шини, для чого використовують спеціальні кліщі або машини. Холодне шовне зварювання (рис. 5.2.5, в) виконують спеціальними обертальними роликами 7 і 8, між якими переміщаються листові заготовки 2 і 3. До роликів прикладають сили F. Переваги холодного зварювання: — невелика витрата енергії; — висока продуктивність; — незначні зміни властивостей зварюваного матеріалу; — можливість автоматизації. Зварювання тертям Зварювання тертям відбувається у твердому стані під дією стискальних напружень і теплоти, що виникає від тертя на контактних поверхнях заготовок. Заготовки /, 2 (рис. 5.2.6) у вигляді стрижнів або труб торцями складають устик, одну з них (рис. 5.2.6, а) або обидві (рис. 5.2.6, б) обертають, прикладаючи осьові сили F. Від тертя метал у зоні контакту нагрівається в тонких поверхневих шарах до температури 950...1300 °С, пластично деформується, під
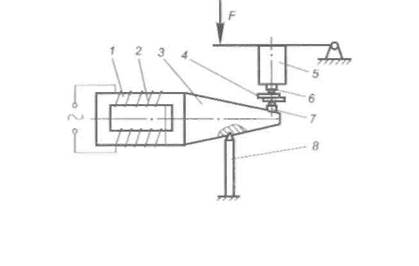
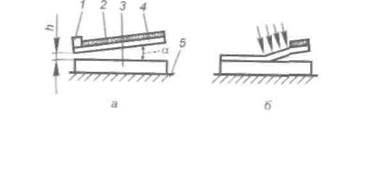
час чого з'єднувані поверхні максимально зближуються. Після надійного з'єднання обертання раптово припиняють, а стискальні напруження на деякий час підвищують. Цим способом зварюють вироби з однорідних й різнорідних металів, а також з металів і кераміки. Серед них свердла, мітчики, кінцеві фрези, клапани двигунів внутрішнього згоряння та ін. Одну частину виробу виготовляють з дорогої високолегованої сталі, а іншу — з дешевої вуглецевої або легованої. Зварюють переважно на спеціальних машинах, рідше — на переобладнаних металорізальних верстатах (токарних або свердлильних). На зварювання тертям порівняно з електричним контактним витрачається значно менше енергії; якість зварювання і продуктивність високі. Ультразвукове зварювання Ультразвукове зварювання виконують під дією невеликих стискальних напружень і високочастотних механічних коливань, які спричинюють тертя на контактних поверхнях заготовок, внаслідок чого ці поверхні нагріваються, пластично деформуються і зближуються до відстані міжатомної взаємодії. Товщина зварюваних заготовок невелика і становить від 0, 1 до 1 мм. Порівняно невисока температура в зоні з'єднання забезпечує мінімальну зміну структури і властивостей матеріалу з'єднуваних заготовок. Під час ультразвукового зварювання використовують магнітострикційний ефект, що ґрунтується на здатності деяких феромагнітних матеріалів змінювати свої розміри під дією змінного магнітного поля. Ультразвуковим зварюванням можна отримувати точкові й шовні з'єднання. Установка для точкового зварювання зображена на рис. 5.2.7. Заготовки 4 затискають механізмом 5 між опорами 6 і 7. До витків котушки 2 від спеціального генератора підводять струм частотою понад 20 кГц, який спричинює в котушці змінне магнітне поле. Під його дією магнітострикційний вібратор / звужується і розширюється з частотою зміни магнітного поля. Щоб збільшити амплітуду механічних коливань вібратора, до нього під'єднують хвилевід 3, який підтримує опора 8. Рис. 5.2.7. Схема установки для точкового зварювання ультразвуком: / — магнітострикційний вібратор; 2 — котушка; 3 — хвилевід; 4 — заготовка; 5 — механізм затиску заготовок; 6, 7, 8 — опора; F — сила Ультразвукові коливання активно руйнують поверхневі оксидні плівки. Цим методом надійно з'єднують між собою заготовки з міді, алюмінію та їх сплавів, а також з нікелю, титану, танталу, цирконію та ін. у приладобудівній і електронній промисловості. Зварювання вибухом Зварювання вибухом відбувається в момент удару однієї заготовки об іншу під час вибуху. Внаслідок цього в контактних поверхневих шарах підвищується температура, виникають значні пластичні деформації й зближення до відстаней міжатомної взаємодії. Нижню заготовку 3 (рис. 5.2.8) кладуть на жорстку основу 5, а верхню заготовку 4 виставляють на відстані h > 2...3 мм і під кутом а = З...Ю0. Верхню заготовку рівномірно покривають шаром вибухової речовини 2, а на краю встановлюють електродетонатор /. Вибухова хвиля надає верхній заготовці швидкості понад 1000 м/с. Зварювання триває мікросекунди. Перед зварюванням поверхні заготовки знежирюють. Залишкові поверхневі забруднення подрібнюються й частково виносяться зі зони зварювання у вигляді порошку.
Рис. 5.2.8. Схема зварювання вибухом — вихідне положення (а) і процес (б): 1 — детонатор; 2 — вибухова речовина; 3, 4 — заготовки; 5 — основа Вибухом можна зварювати заготовки практично необмежених розмірів з однорідних й різнорідних металів, зокрема й таких, що не зварюються іншими способами. Так можна приварювати до листа з вуглецевої сталі лист з нержавкої сталі або до лопаток турбіни оболонку з корозійнотривкої сталі. Міцність з'єднання дуже висока. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 363; Нарушение авторского права страницы
 Стикове зварювання — з'єднання заготовок по всій площі їх стикування. Стиковим зварюванням з'єднують заготовки у вигляді стрижнів, труб, рейок залізничних колій, арматури залізобетонних виробів та ін. Розрізняють стикове зварювання опором і оплавленням.
Стикове зварювання — з'єднання заготовок по всій площі їх стикування. Стиковим зварюванням з'єднують заготовки у вигляді стрижнів, труб, рейок залізничних колій, арматури залізобетонних виробів та ін. Розрізняють стикове зварювання опором і оплавленням.