|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Оборудование для запайки ампул
Операция запайки ампул является наиболее ответственной операцией в технологическом процессе ампулирования, поскольку некачественная или длительная во времени запайка приведет к браку продукции и весь труд, затраченный на предыдущих операциях, будет сведен на нет. На сегодняшний день известно два основных способа запайки ампул с использованием газовых горелок (фото
Для равномерного разогрева капилляра ампулу вращают при запайке. Выбор способа запайки определяется диаметром капилляра. При вакуумном наполнении, когда капилляр ампулы тонкий и хрупкий, наиболее приемлемой технологией до настоящего времени был способ запайки оплавлением. При использовании шприцевой технологии наполнения, когда применяют раструбленые широкогорлые ампулы и способ запайки закаткой неприемлем, используют способ оттяжки части капилляра ампулы. Способ запайки ампул оплавлением имеет недостатки. В результате оплавления конца капилляра запайка ампул сопровождается наплывом стекла. При значительном наплыве из–за возникающих в стекле напряжений, вызываемых различием скорости остывания стекла, в месте запайке могут образоваться трещины, которые приводят к разгерметизации ампулы. При тонком капилляре запайка сопровождается образованием крючка на конце капилляра, что считается браком. При капилляре большого диаметра оплавка не происходит в полной мере, так как имеет капиллярное отверстие в месте запайки. Способ требует, чтобы ампулы были строго одной длины. При разбросе длины ампул больше ±1 мм качество запайки резко ухудшается, и брак по запайке может быть значителен. При запайке ампул, наполненных раствором, образующим пригар – «черные головки», капилляры ампул перед запайкой подвергают промывке. Капилляры промывают с помощью распылительной форсунки, направляющей распыленную воду для инъекций в отверстие капилляров запаиваемых ампул. За рубежом, благодаря применению шприцевой технологии мойки и наполнения, запайку выполняют способом оттяжки части капилляра ампул. При этом способе вначале разогревают капилляр непрерывно вращающейся ампулы, а затем отпаиваемую часть капилляра захватывают специальными щипцами и, оттягивая, отпаивают и отбрасывают в отход. В это же время несколько отводят пламя горелки в сторону для пережога стеклянной нити, образующейся в месте отпайки и для оплавления запаянной части. Процесс запайки ведется, как правило, по жесткому временному циклу. В этом случае особо важное значения приобретает вводимая в пламя масса стекла, на которую настраивается горелка запаечного узла. Если в пламя горелки будет введена ампула с массой капилляра, больше, чем масса, на которую настроена горелка, то за отведенный на циклограмме промежуток времени стекло не успеет достаточно разогреться, и щипцы при оттяжке соскользнут с капилляра, т.е. такая ампула не запаяется. Если в зону горелки будет введена ампула с массой капилляра, меньше требуемой, ампула разогреется за промежуток времени меньше заданного циклограммой – перегреется, отпаиваемая часть отклонится от оси ампулы, щипцы не захватят капилляр, и запайка не будет выполнена качественно. Для качественной запайки, ампулы специально рассортировывают при изготовлении по диаметру капилляра на группы, и настройку операции запайки выполняют в зависимости от используемой в производстве группы ампул. В хорошо организованном производстве брак при использовании этого способа не превышает 1%. Запайка с оттяжкой обеспечивает красивый внешний вид ампулы и высокое качество благодаря одинаковой толщине стенки запаянной части и стенки капилляра ампулы. Последние годы разрабатываются другие способы запайки, обеспечивающие высокое качество и производительность. Исследователи ищут способ, который был бы нечувствителен к изменениям массы стекла и к геометрическим размерам и форме ампул. Предложены новые схемы процесса запайки, например, проводить операцию запайки с замером температуры стекла в зоне запайки. При достижении пластичности стекла и заданной температуры срабатывают электромуфта и привод щипцов оттяжки, одновременно соленоид отводит горелку; предлагается специальная головка, в которой под воздействием вращательного момента, передаваемого холодным капилляром на головку, оттяжка капилляра не происходит; по мере нагрева и по достижении пластичности стекла капилляр перестает передавать достаточный вращательный момент и под воздействием гибкого элемента внутри головки, имеющего постоянный и противонаправленный крутящий момент, последняя повернется и даст команду на оттяжку капилляра. Так разработана конструкция для запайки способом оттяжки, автоматически производящая отрыв капилляра при достижении требуемой пластичности стекла в месте его разогрева. Эта конструкция состоит из свободно насаженных на ось щипцов с роликами. Применение роликов благодаря их малой массе значительно уменьшает опасность скручивания капилляра в месте запайки в момент размягчения стекла. Система подвижных, поворотных копиров и рычагов обеспечивает автоматический подвод щипцов, захват отпаиваемой части капилляра, его выброс после запайки, отвод и подвод горелки. К щипцам приложен постоянный момент в виде грузика для оттяжки. Противомомент, удерживающий щипцы, достигается за счет разворота осей роликов относительно оси вращающегося капилляра ампулы. По мере размягчения стекла противодействующий момент уменьшается, и щипцы оттягивая капилляр, отводят горелку. Такая конструкция успешно применяется для запайки пробирок с кетгутом и хирургическим шелком, полностью заменив ручной труд на этой операции. На рис. 5.21. схематически показано устройство такого запаечного узла.
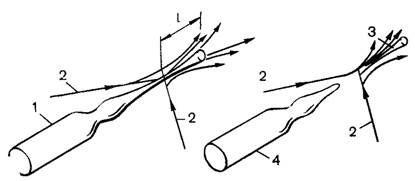
Рис. 5.21. Схема работы запаечного узла Однако, применение всех вышеописанных средств при запайке ампул с малым диаметром и тонкими стенками капилляра не дают ожидаемого эффекта, так как последний при механическом воздействии на него средства оттяжки либо скручивается, образуя наплыв стекла в месте запайки, либо разрушаются. В настоящее время разработан новый (рис. 5.22.) способ запайки с оттяжкой капилляра под воздействием струй сжатого воздуха (2). Способ лишен указанных недостатков, так как при запайке отсутствует механический контакт с капилляром.
Рис. 5.22. Схема воздействия струй сжатого воздуха на капилляр ампулы при запайке Кроме того, появляется ряд новых преимуществ, заключающихся в возможности пневмотранспортировки отходов, увеличении производительности за счет возможности создания закрытой зоны нагрева для капилляра ампулы, упрощения конструкции запаечного узла без движущихся частей и ряде других. Запайка методом оттяжки с помощью струй сжатого воздуха позволяет качественно запаивать капилляры ампул как большого, так и малого диаметра, имеет по своей природе саморегулирующийся процесс нагрева и оттяжки части капилляра ампулы. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 309; Нарушение авторского права страницы