|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЗАКАЛОЧНЫЕ БАКИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
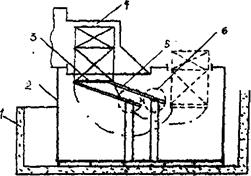
Механизированные закалочные баки непрерывного действия могут иметь различные транспортные средства: конвейер, поворотную траверсу, качающийся стол, подъемники и толкатели, скиповые устройства, вращающийся барабан и другие. Конвейерные закалочные баки используются при работе со следующими типами печей: толкательными с разгрузкой поддонов перед закалкой (детали сваливаются друг на друга и закалка неоднородна), конвейерными с панцирным и пластинчатым конвейером, с пульсирующим подом, карусельными с автоматической выгрузкой деталей из печи. Наиболее часто применяются закалочные баки с горизонтальным конвейером (рис. 2.7). Бак имеет конвейер 3 цепного (цепи Галля), пластинчатого или сетчатого типа, который дополнительно снабжается поперечными перегородками 12 с шагом до 0, 5 м, их высота составляет 100...300 мм в зависимости от размеров и формы закаливаемых изделий. Конвейерная лента имеет горизонтальный и наклонный участок. Скорость движения конвейера в баке зависит от времени необходимого для закалки. Скорость движения конвейера в баке должна быть не меньше скорости конвейера печи, иначе детали будут нагромождаться, и закалка будет неравномерной.
Рис. 2.7. Конвейерный закалочный бак
Наклонный участок ленты служит для выдачи деталей из бака, угол наклона часто делается равным 35..40 º. Направляющая 7 установлена для обеспечения перегиба от горизонтальной части конвейера к наклонной. Конвейеры работают в режиме непрерывного или прерывистого движения. Конвейер приводятся в движение приводным барабаном 5, другой барабан 4 неприводной. Натяжение конвейерной ленты осуществляется за счет ее провисания между направляющими 6 и 8. Корпус бака 1 имеет прямоугольную форму, закрывается крышкой 2. Детали поступают из печи на конвейер бака через лоток 13. Для лучшего перемешивания закалочной жидкости устанавливается пропеллерная мешалка 10 с направляющими 11. Слив среды производится через карман 9 на выходе конвейера. Направляющие 6 и 8 представляют собой металлические решетки или трубчатые профили, располагаются под конвейерной лентой. Бак располагают в бетонном кессоне 14 в подвале цеха так,
Рис.2.8. Закалочный бак с поворотной платформой. чтобы крышка бака ла с уровнем пола и дача деталей из бак водится полотку 15. Выпускают конв баки различных раз зависимости от конвейерной ленты ( и 800 мм). Длина тального участка к определяется необ временем охлажден лей и скоростью д ленты. В процессе зак желых деталей они дении со значительной силой ударяются о полотно конвейера. В применяют устройство, с помощью которого сила удара частично ется. Для этого ось нижних цепных звездочек конвейера крепится подшипниках, снизу они упираются в пружину. При падении детали сила удара передается амортизирующим пружинам. При ограничен щади участка применяют закалочный бак с вертикальным конвейером рый состоит из двух цепей, натянутых на звездочки, к цепям с п оапф подвешены решетчатые корзины. На рис 2.8 приведен эскиз конструкции круглого бака I с пов траверсой 3 и двумя укрепленными на ней столиками 2. Поддон с д выдается из печи на левый столик Траверса 3 опускается в бак ск вертикальному опорному столбу 4. В нижнем положении траверсы поворачивается на 180 градусов. Поддон находится в закалочно 10...20 минут, затем поднимается в верхнее правое положение и толк сталкивается в моечную машину, а очередной поддон вновь выдаетс чи на левый столик вытаскивателем 6. Упростить задачу передачи поддонов с изделиями после закалки рой ряд позволяет бак с рычажным механизмом (типа качели). Д рычагов 5 (рис. 2.9) шарнирно закрепляются на столике 3 с помощью в подшипниках бака. С одной стороны на концы пальцев неподвиж живаются две одинаковых шестерни 6, приводимые в движение гидр ским механизмом. Масса столика 3 уравновешивается грузами, за ными на концах рычагов 5. Начальным его положение является сам нее (в этом положении изделия закаливаются).
Рис. 2.9. Закалочный бак с качающейся платформой
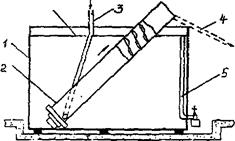
Оно фиксируется под действием тяжести поддонов с изделиями. Герметизация бака достигается гидравлическими затворами. Правое выдающее отверстие бака закрывается крышкой, которая может открываться вертикальными стойками, укрепленными на столике. Бак 2 располагается в бетонном кессоне 1 фундамента цеха. Детали для закалки поступают на поддонах непосредственно из печи через разгрузочный тамбур печи 4. В поточных линиях барабанного типа используется закалочный бак со шнековым конвейером (рис 2.10). После окончания нагрева детали из барабанной печи по лотку 3 поступают в закалочный бак 1 со шнековым конвейером 2, а затем по лотку 4 поступают в моечную машину. Аварийный слив масла осуществляется по трубе 5.
Рис 2 10 Закалочный щнековый бак
|
Последнее изменение этой страницы: 2019-04-09; Просмотров: 474; Нарушение авторского права страницы