|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ТЕХНІЧНІ ВИМОГИ НА РЕМОНТ МАГІСТРАЛЬНИХ І ГОЛОВНИХ ЧАСТИН П ОВІТРОРОЗПОДІЛЬНИКІВ ВАНТАЖНОГО ТИПУ
19.1 Магістральні і головні частини повітророзподільників вантажного типу, що надійшли в ремонт (далі за текстом – магістральні і головні частини), із заводськими пломбами, які прослужили не більше ніж 1,5 років з часу їхнього виготовлення, які не мають зовнішніх пошкоджень і сильних забруднень, а також підлягаючі постановці на вагон нові з заводською пломбою магістральні і головні частини мають бути випробувані без попередньої їхньої обмивки розбирання і ремонту. В разі задовільних результатів випробувань на магістральну і головну частину має бути встановлена бирка зі збереженням заводської пломби. У випадку негативних результатів випробувань магістральної чи головної частини необхідно скласти і направити акт-рекламацію встановленим порядком заводу-виробнику. 19.2 Відремонтовані магістральні і головні частини, термін зберігання яких перевищує 6 місяців з часу їхнього ремонту, можуть бути встановлені на вагон тільки після їхнього випробовування за умови задовільних результатів. В цьому разі на прилади мають бути встановлені бирки згідно з вимогами 4.1.12 цього нормативного документу, зі збереженням бирок, поставлених під час ремонту. 19.3 Після будь-якого виду ремонту випуск вантажних і рефрижераторних вагонів з магістральними частинами № 270-1000 повітророзподільників, заборонено. 19.4 Інші магістральні і головні частини, що надійшли в ремонт, мають бути зовні очищені. Для очищення рекомендується спосіб струминної обмивки гарячою водою від 55 °С до 70 °С під тиском у спеціальних мийних установках. Допускається в разі сильних забруднень робити зовнішню обмивку магістральних і головних частин 5 % розчином кальцинованої соди. Не допускається застосування гасу, бензину та інших агресивних речовин для зовнішнього очищення магістральних і головних частин. 19.5 Після обмивки магістральні і головні частини необхідно розібрати, усі вузли і деталі протерти технічною серветкою без ворсу, дросельні отвори, перелік яких приведений у таблиці 19.1, продути стислим повітрям. Таблиця 19.1 – Розміри дросельних отворів повітророзподільників
19.6 Ремонт магістральних і головних частин проводиться відповідно до ЦВ-0044. В цьому разі: - сідла (сальники) клапанів необхідно викручувати і вкручувати тільки торцевими ключами; - для розбирання і складання вузла діафрагми з алюмінієвими дисками необхідно застосовувати спеціальну оправку з заглибленням; - усі деталі і вузли повинні бути оглянуті, перевірені їхній стан, термін придатності і розміри, що підлягають контролю, несправні деталі повинні бути замінені чи відремонтовані; - у металевих деталей не допускаються злами, відколи, тріщини, зриви різьби, корозія; - у манжет не допускаються розшарування, надриви, потертості робочої поверхні; - діафрагми і прокладки має бути рівними, без надривів і ознак розбухання; - на поверхнях, які ущільнюються манжетами, а також на сідлах клапанів не допускаються забоїни, вм’ятини і глибокі риски; - у прокладок і ущільнень клапанів не допускається наявність кільцевого сліду від сідла глибиною, яка дорівнює висоті сідла і більше; - під час заміни гумових ущільнень у клапанів їх необхідно установлювати більшим діаметром в середину гнізда, обробку виступаючої частини гуми необхідно робити методом обрізки на обертовому клапані на спеціальному пристрої, що виключає можливість укорочування (сточування) металевої частини клапана. Обробка гумових ущільнень клапанів шліфуванням заборонено, гумове ущільнення повинне бути обрізане врівень з металевою частиною клапана, поверхня гумового ущільнення після обрізки повинна бути рівною, без виступів і задирок, осідання ущільнення нижче рівня металу не допускається; - у всіх пружин має бути проконтрольовані їхні силові параметри; - у процесі складання всі манжети і поверхні тертя металевих деталей повинні бути змащені тонким шаром гальмівного мастила; - заборонено встановлення знеособлених деталей і вузлів – під час складання після ремонту в прилад мають встановлюватися деталі і вузли, які стояли в ньому до розбирання, за винятком замінених через закінчений термін служби, несправності або в результаті проведення робіт з модернізації приладу. 19.7 Під час ремонту магістральних частин № 483.010, № 483А.010 і № 483М.010 необхідно: - отвір у дроселі корпусу магістральної частини № 483.010 діаметром 0,65±0,03 мм розсвердлити до діаметра 0,9±0,05 мм; - проконтролювати діаметр отвору в ковпачку атмосферного клапана (вузол трьох клапанів), отвір діаметром 0,55 мм необхідно розсвердлити до діаметра 0,9±0,05 мм. 19.8 Під час складання магістральних частин № 483.010, № 483А.010 і № 483М.010 особлива увага має бути звернена на правильність складання вузла трьох клапанів (рисунок 19.1), клапана м’якості (рисунки 19.2 і 19.3), на правильність установки плунжера у вузлі діафрагми і манжети в сідлі кришки, на конструктивні відмінності магістральних частин № 483.010, № 483А.010 і № 483М.010: - сідло у вузлі трьох клапанів 483М.012 відрізняється від сідла 483.012 наявністю отвору діаметром 0,3 мм; - плунжер 483.120 відрізняється від плунжера 483М.120 розташуванням отворів у хвостовій частині (рисунки 19.3 і 19.4); - сідла 483.012 і 483М.012, плунжери 483.120 і 483М.120 не взаємозамінні (у магістральну частину № 483.010 встановлюється сідло 483.012 і плунжер 483.012, а в магістральну частину 483М.010 і 483А.010 встановлюється сідло 483М.012 і плунжер 483М.120); - у вузлі трьох клапанів магістральної частини № 483.010, № 483А.010 і № 483М.010 повинна встановлюватися пружина 483.029 (повне число витків 5,5, висота у вільному стані не менша ніж 16 мм). 19.9 Під час ремонту і складанні головної частини № 270.023 або № 483.400: - необхідно встановлювати головний поршень діаметром 109 - фетрові кільця повинні бути очищені і просочені мастилом ЖТ-79Л або замінені на нові, просочені мастилом; - на головному поршні має встановлюватися тільки одна манжета 270.397-3 у середню канавку або обов’язково дві манжети 270.397; - манжети на шток головного поршня необхідно надівати за допомогою конусних оправок або спеціального пристрою; - у процесі складання необхідно перевірити переміщення головного поршня в корпусі: головний поршень у зборі перемістити усередину корпусу на відстань від 5 мм до 8 мм і відпустити його – поршень повинен повернутися у вихідне положення під зусиллям пружини; - фіксатор регулюючої упорки (режимний вузол) повинен бути вкручений на всю довжину різьби. 19.10 Кожна відремонтована магістральна і головна частини має бути випробувана на випробувальному стенді. Випробування на стенді уніфікованої конструкції, схема якого приведена на рисунку 20.1, проводиться відповідно до розділу 20 цього нормативного документу. Випробувальний стенд, схема якого відрізняється від схеми стенда уніфікованої конструкції, повинен бути допущений до застосування в АКП (АВ) вагонних депо і вагоноремонтних заводів ЦВ Укрзалізниці, а випробування на ньому проводитися відповідно до інструкції з експлуатації цього стенда. 19.11 Результати випробувань приладів має бути відображені в книзі форми ВУ-47. В книзі (форми ВУ-47) необхідно записувати дату випробування, тип і номер прийнятого приладу з підписом виконавця ремонту і майстра або бригадира. В разі випробування на стенді з реєстрацією параметрів результати випробувань мають бути збережені в пам’яті ПЕОМ тільки після отримання позитивних результатів випробування, а в книзі форми ВУ-47 необхідно записувати дату випробування, тип і номер прийнятого приладу з підписом виконавця ремонту і майстра або бригадира. 19.12 На кожному відремонтованому і прийнятому приладі має стояти бирка згідно з вимогами 4.1.12 цього нормативного документу.
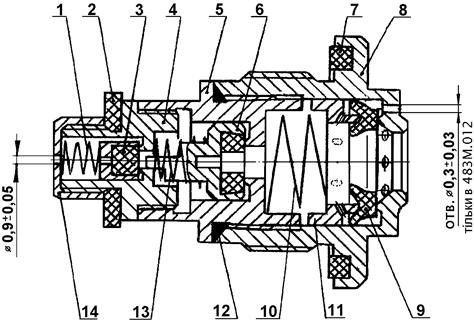
1 – пружина 305.108; 2 – прокладка 183.9; 3 – клапан 483.110; 4 – сідло 483.026; 5 – сідло 483.011; 6 – клапан додаткової розрядки 483.090; 7 – прокладка 270.549; 8 – сідло 483М.012 (для магістральної частини 483М), сідло 483.012 (для магістральної частини 483); 9 – манжета 305.156; 10 – пружина 483.002; 11 – втулка 483.017; 12 – кільце 021-025-25-2-3 (ГОСТ9833); 13 – пружина 483.029; 14 – гайка 483.028
Рисунок 19.1 – Вузол трьох клапанів магістральних частин 483.010, 483А і 483М.010
1 – клапан 483.080; 2 – манжета 305.156; 3 – упор 483.001; 4 – діафрагма 483.005; 5 – кільце 483.016; 6 – пружина 483.025-2; 7 – заглушка 483.007; 8 – гайка 2М6-6Н.5.019 (ДСТУ ГОСТ5915); 9 – шайба 483.006; 10 – втулка 483. 032
Рисунок 19.2 – Клапан м’якості магістральної частини 483.010
1 – клапан 483.080; 2 – манжета 305.156; 3 – упор 483.001; 4 – діафрагма 483.005; 5 – кільце 483.016; 6 – пружина 483.025-2; 7 – заглушка 483.007; 8 – гайка 2М6-6Н.5.019 (ДСТУ ГОСТ 5915); 9 – шайба 483.006; 10 – сідло 483.037
Рисунок 19.3 – Клапан м’якості магістральної частини 483М.010
1 – клапан 483А.030-1; 2 – пружина 87.02.21; 3 – заглушка 483.007;4 – кільце (ГОСТ 9833); 5 – кільце 483.016;6 – шайба 483А.001-1; 7 – діафрагма 483А.007; 8 – втулка 483А.002-1; 9 – сідло 483.037
Рисунок 19.4 – Клапан м’якості магістральної частини 483А
Рисунок 19.5 – Плунжер 483.120
Рисунок 19.6 – Плунжер 483М.120
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-05-08; Просмотров: 269; Нарушение авторского права страницы

 мм, з фасками в канавках для манжет з боку штока розміром 2,5 мм під 45° і з отвором у перемичці діаметром 1,5+0,25 мм;
мм, з фасками в канавках для манжет з боку штока розміром 2,5 мм під 45° і з отвором у перемичці діаметром 1,5+0,25 мм;