|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Волочение. Сущность и назначение.⇐ ПредыдущаяСтр 15 из 15
Волочение заключается в протягивании прокатных или прессованных заготовок через отверстия в матрице, которое называется волоокой. Поперечное сечение отверстия в волоке меньше поперечного сечения заготовки. Степень обжатия за один проход составляет для стали примерно 10-20 %. Для цветных металлов до 26%. Определяется степень обжатия:
где F0, Fk- поперечные сечения до и после волочения. Чтобы не было обрывов усилие при волочении не превышает 0, 6 предела прочности материала заготовки. Изготавливают проволоки, прутки, трубы … При волочении заготовку протягивают через постепенно сужающиеся …
К концу прутка прикладывается … Волочение проводят на станах 2-х типов: Цепной волочильный стан. Состоит из двух цепных барабанов, которые … К цепи крепится небольшая тележка с клещами, которые зажимают пруток. Пруток протягивается через волоку определенного сечения. Одновременно можно волочить порядка … … При их вращении проволока протягивается через волоки с постепенно уменьшающимся … Материалами для волок служат металло-керамические сплавы типа ВК-2, ВК-6, ВК-9 (6% Со, …) Основы технологии сварочного производства. Физическая сущность и классификация способов сварки. Сварка – процесс получения неразъемного соединения в результате возникновения атомно-молекулярной связи между соединяемыми материалами деталей. Процесс сварки состоит из 3 условных … Формирование физического контакта, образование химических связей, создание прочного сварного соединения. Указанным процессам способствуют нагрев свариваемых поверхностей до расплавленного или пластического состояний и приложение механического усилия сжатия. Сварное соединение можно получать 2-мя различными путями: сваркой-плавлением и сваркой-давлением. При сварке-плавлением атомно-молекулярный связи между деталями создают оплавляя примыкающие кромки или присадочный материал, чтобы получилась общая сварная ванна. Эта ванна затвердевает при охлаждении и соединяет детали в единое целое. При сварке-давлением обязательным является нагрев с последующей пластической деформацией детали путем усилия сжатия. В нескольких случаях сварка давлением осуществляется без нагрева (например сварка меди или алюминия).
Зону основного металла, прилегающего к сварному шву, в которой происходят структурные изменения, называют зоной термического влияния (ЗТВ). В результате сварного шва ЗТВ, и основного металла называется сварным соединением. Сварка плавлением. Металл сварного шва, полученный при сварке плавлением по своей структуре и химическому составу существенно отличается от металла свариваемых заготовок, так как в сварочной ванне всегда протекают побочные металлургические процессы (окисление, диффузия, легирование, поглощение газов и т.д.) При этом шов имеет литую структуру. К сварке плавлением относятся следующие виды:
К свариваемой заготовке и электроду подводится постоянный или переменный ток от специального источника тока. Образуется сварочная дуга, т.е. стабильный электрический разряд. Дуга образуется за счет замыкания электрода на деталь. Максимальная температура дуги достигается в осевой ее части и составляет около 6000˚ С.
Для питания сварочной дуги применяют особые источники тока. Они должны обеспечивать устойчивую дугу при невысоких напряжениях 20 – 40 В, простое регулирование силы тока и его постоянство. … Применяются источники переменного тока (сварочные трансформаторы) и постоянного тока (генераторы или выпрямители). Дуговую сварку можно выполнять плавящимся и не плавящимся элементом. В качестве плавящегося электрода применяется металлический стержень того же состава, что и свариваемый материал. В качестве неплавящегося электрода применяют чаще вольфрамовый стержень, реже графитовый, без или с применением присадочных материала. При ручной дуговой сварке сварщик образует ее дугу, поддерживает давление, перемещает электрод. В качестве электродов применяют металлическую проволоку, на поверхность которой наносится специальное покрытие. Назначение покрытий: защита зонной сварки от воздействия воздуха, легировании металлами, стабилизация горения дуги, удаление примесей из зоны сварки. Металлические стержни электродов изготавливают из сварочной проволоки диаметром 0, 3 – 12 мм. В зависимости от назначения различают следующие типы электродов. Для сварки углеродистых низколегированных цветных металлов и сплавов и для наплавочных работ. Недостаток – малая производительность, зависимость от квалификации сварщика.
Обеспечивает производительность в 10 - 15 раз большую, чем при ручной сварке. При автоматической сварке зажигание дуги, подача электрода в дугу и перемещение его вдоль направления сварки осуществляется автоматически.
… В состав флюса входят … Сварочная дуга горит под слоем флюса между сварочной проволокой и изделием. Образуется газовый пузырь из паров металлов и паров диссоциации флюсов. … После остывания металла и шлака шлак в виде корки легко отделяется от наплавленного металла. Неиспользованная часть флюса удаляется из … в бункер. Автоматическую сварку под флюсом целесообразно применять в горизонтальном положении длинномерных швов. При сварке в защитных газов в зону сварочной дуги подается нейтральный газ, который защищает расплавленный и остывающий металл от окружающей атмосферы (аргон, гелий, СО2). Электрошлаковая сварка Источником тепловой энергии для расплавления основного и присадочного металлов является теплота, которая выделяется в объеме шлаковой ванны при прохождении через нее тока.
Газовая сварка. Металл свариваемых элементов и присадочного материала расплавляется высокотемпературным газовым пламенем. Зазор между элементами заполняется присадочным металлом оплавленных кромок. Газовая горелка служит для сжигания горючих газов в атмосфере кислорода. Ими является водород, природный газ, но чаще ацетилен. Этот способ применяют для сварки листовых и трубчатых конструкций …
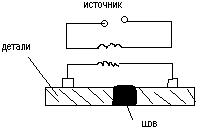
Сварка давлением Сварку в твердом или расплавленном состояниях с приложением давления называют сваркой давлением. Одним из распространенных методов сварки давлением является контактная сварка. Контактная сварка представляет собой процесс образования неразъемного соединения в результате нагрева металла, проходящим электрическим током и пластической деформации зоны нагрева путем усилия сжатия. Основными способами контактной сварки является стыковая, точечная, шовная. При стыковой сварке элементы приводят в соприкосновение и включают ток. За счет большого соприкосновения в месте контакта происходит разогрев концов детали и далее следует усилие сжатия.
Стыковая сварка подразделяется на сварку сопротивлением и оплавлением. При сварке сопротивлением торцы детали тщательно защищают, детали сводят до соприкосновения и включают ток. После нагрева металла до пластического состояния прилагают усилие сжатия и ток выключают. При сварке оплавлением торцы детали соединяют в стык, включают ток. Благодаря высокому сопротивлению места контакта детали нагревают до оплавления торцов и в этот момент действует усилие сжатия. Преимущество перед сопротивлением не требует тщательной подготовки кромок, можно сваривать разнородные материалы разного сечения. Главное преимущество – качество шва, т.к. в процессе усилия сжатия выдавливается жидкий металл и вместе с ним удаляются окислы и другие загрязнения кромок металла. Недостаток: повышенный расход металла. Точечная сварка
… Применяется при сварке листовых конструкций, … Детали помещают внахлест между электродами с осуществлением следующих цикловых операций:
Такие циклические операции называются циклограммами. С их помощью легко автоматизировать процесс точечной сварки. В точечной сварке существуют понятия мягкого и жесткого режимов. Мягкий режим применяется при минимальном токе (до 1000 А) и минимальном времени сварки. Жесткий режим – максимальный ток (до 20000 А) и минимальное время. Способ широко применяется в авто- и вагоностроении, в строительстве и сборке электросхем. Шовная сварка
… Заготовки сдавливаются с усилием, которое обеспечивает надежный контакт, при этом роликам задается вращательное движение. Производить несколько метров в мин. Толщина материалов до 5 мм. Виды шовной сварки: САМОСТОЯТЕЛЬНО Диффузионная сварка. Заключается в нагреве сдавливаемых элементов в вакууме при температурах 0, 4Тпл металлов. В начальный период создают условия для образования металлических связей. Выдержка при данной температуре обеспечивает диффузию атомов материалов и приводит к образованию сварного соединения. Время сварки 10 -30 минут. Применяется в электротехнических, радиотехнических отраслях. Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 904; Нарушение авторского права страницы