|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Комплектовка блоков вкладкой
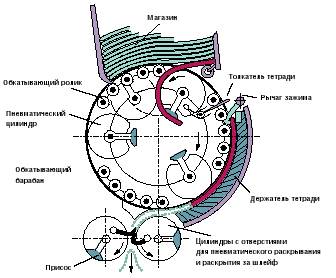
Комплектовка блоков вкладкой производится на вкладочных машинах, которые жестко соединены с агрегатами для шитья проволокой внакидку и резальными машинами для трехсторонней обрезки. Поточные линии на практике называются вкладочно-швейными машинами. Вкладочная машина является модулем подобных линий. Вкладочные машины имеют такой же функциональный состав, что и подборочные машины: · самонаклады тетрадей в соответствии с числом тетрадей в блоке; · собиратель блока; · приемно-выводное устройство. Чтобы можно было вставлять одну тетрадь в другую, они должны быть раскрыты посередине. Затем они одна за другой укладываются на седлообразный стол, который также называется подборочной шиной. На седлообразном столе находится собирающая цепь с поводками, которые перемещают тетради от самонаклада к самонакладу таким образом, чтобы образовался подобранный вкладкой блок. Принцип работы этого устройства представлен на рис. 55. Для вывода и раскрывания тетрадей в основном используются два принципа: · отделение, вывод и раскрывание тетрадей по принципу ротационного съема; · отделение, вывод и открывание листов по принципу обкатки (намотки). На рис. 56 представлен пример техники ротационного съема. Тетради укладываются оператором в стапель. Нижняя тетрадь отделяется. Для этого корешок тетради отделяется от стапеля присосом таким образом, чтобы захват выводного цилиндра мог надежно захватить лист.
Рис. 55
Рис. 56
Рис. 57 Когда корешок тетради доходит до упора, открывается захват выводного цилиндра, и тетрадь захватывается по наружному полю захватом вращающего ся в противоположном направлении передаточного цилиндра. Тетрадь имеет шлейф для захвата. Шлейфом называется часть половины тетради, выступающая у передней кромки. При движении в противоположном направлении захват раскрывающего цилиндра захватывает свободную переднюю кромку, благодаря чему лист открывается и таким образом укладывается на седлообразный стол. Шлейф является самым надежным конструкционным элементом для раскрытия тетради. Альтернативой шлейфу является открытие тетради вращающимися присосами. Для этого необходимо, чтобы тетради были закрыты на верхнем поле. Это необходимо для того, чтобы предпоследний и последний сгибы тетради представляли симметричный перпендикулярный фальц. Для вывода и раскрывания тетрадей посредством принципа обкатывания (рис. 57) также целесообразно использование шлейфа. Примером здесь служит известный самонаклад Hepp. Обкатывающий барабан большого диаметра вращается против корешкового поля под стапелем тетрадей магазина. Опорные ролики барабана поддерживают стапель. В обкатывающем барабане имеются три вакуумных цилиндра, присосы которых выполняют циклоидальное движение против направления вращения барабана. Самонаклад сконструирован таким образом, чтобы присос захватывал самую нижнюю тетрадь за корешковое поле и подавал ее внутрь выводного цилиндра (верхний красный лист). После поворота вакуумного цилиндра корешковое поле листа ложится на губку зажима и там фиксируется. Второй поворот вакуумного цилиндра ведет к размещению листа в держателе (нижний красный лист). Толкатель тетради в обкатывающем барабане перемещает тетрадь из держателя к паре валиков с щелью между ними, где он раскрывается посредством захвата (лист со шлейфом) или присосов (лист с перпендикулярным фальцем) и укладывается на собирательную шину.
Рис. 58
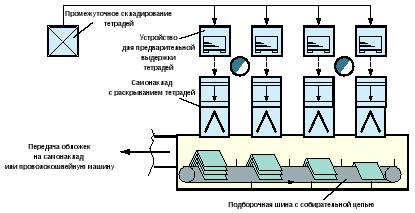
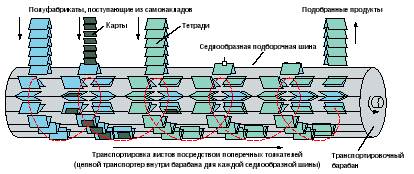
Рис. 59 Самонаклады обычной подборочно-швейной машины располагаются в ряд (рис. 58). Расположенные на собирательной шине раскрытые тетради транспортируются толкателем сборочного цепного транспортера к следующему самонакладу. Посредством расположенных в одну линию магазинов самонакладов достигается производительность до 20 000 циклов/ч. Требование производителей журналов, предъявляемое к обрабатывающим устройствам с существенно более высокой номинальной производительностью, привело к разработке так называемых " барабанных обрабатывающих устройств", у которых листы передаются посредством пространственной кривой (двоякой кривизны) к следующей станции. На рис. 59 показан рабочий принцип транспортировочного барабана. Этот " барабан" представляет цилиндр для транспортировки тетрадей. На поверхности цилиндра по окружности смонтированы до 40 собирательных шин. Обрабатывающие станции находятся на цилиндре вдоль этой образующей. После того как листы уложены цепным транспортером на соответствующие шины, происходит их вращение вокруг оси цилиндра при одновременном непрерывном перемещении в направлении образующей цилиндра. Принцип перемещения обеспечил возможность увеличить в настоящее время производительность подборочных машин для брошюр до 40 000 изделий/ч. Этих параметров производительности невозможно достичь при ручном перемещении изделий. Поэтому обрабатывающие машины барабанного типа прежде всего оснащаются рольными самонакладами для тетрадей (рис. 8) или как менее эффективная альтернатива — штанговыми самонакладами. На рис. 60 представлен подборочный агрегат (Ferag) для изготовления журналов.
Характеристика процессов
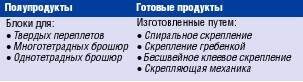
Подлежащими обработке материалами и полуфабрикатами являются: · подобранные многотетрадные блоки и блоки листов; · вставленные однотетрадные блоки; · тетради.
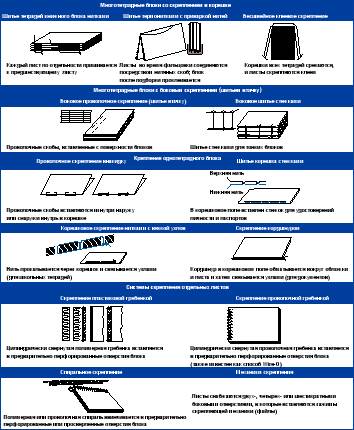
Рис. 60 Изготовление блока во многих случаях осуществляется путем нескольких элементарных процессов. При этом обычным является как соединение элементарных процессов в поточные линии (например, бесшвейного скрепления), так и автономное проведение процесса (например, ниткошвейное скрепление). Применяют следующие вспомогательные материалы: · текстильные нити или проволока в качестве соединительных материалов для скрепления с геометрическим замыканием; · клеи для сплошного скрепления. Обычно ниткошвейные способы обеспечивают дополнительное скрепление многотетрадных блоков; · полоски окантовочного материала из бумаги, текстильных материалов (тканей) или соединительных материалов для закрывания клеевого скрепления и повышения его прочности. Окантовка служит также для стабилизации формы скрепления; · как спирали из проволоки и пластмассы, кольца, шнуры и даже винты системы скрепления листовых изданий используют в качестве геометрически замыкаемых вспомогательных средств, другие элементы; · как шинообразные металлические или полимерные скобы или зажимы вспомогательные способы с силовым замыканием. Способы скрепления могут также различаться: · расположением соединительного материала в корешке тетрадей, или на корешковом поле (например, при ниткошвейном книжном скреплении, бесшвейном клеевом скреплении и при проволочном шитье внакидку), перед корешком сквозь поверхность листов (шитье втачку). В качестве примера можно назвать боковое проволочное скрепление (втачку); · дифференцированием скрепления сфальцованных тетрадей и блоков. Обычным является одинаковое и одновременное скрепление частей блока (например, при ниткошвейном скреплении блока осуществляется как скрепление самой тетради, так и ее с другими); При скреплении тетрадей листы могут скрепляться независимо от блока и другими способами самостоятельно (например, термонитями).
Таблица 15
Таблица 16 На переплетных предприятиях вспомогательный способ силового замыкания посредством ниток или проволоки в разговорной речи называют шитьем, а сплошное замыкание — клеевым бесшвейным (клеевым) скреплением или склейкой блока. Примеры в табл. 15 дают представление о многочисленных используемых на практике возможностях, а в табл. 16 показаны отдельные конечные продукты.
Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 964; Нарушение авторского права страницы



 Изготовление блоков — это процесс разъемного или неразъемного скрепления подобранного книжного блока путем применения методов скрепления с силовым геометрическим и сплошным замыканием.
Изготовление блоков — это процесс разъемного или неразъемного скрепления подобранного книжного блока путем применения методов скрепления с силовым геометрическим и сплошным замыканием.