
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Коленчатый вал с подшипниками, блок цилиндров, лоток и приводы
Коленчатый вал с подшипниками. Основным дефектом коленчатого вала и его подшипников является износ рабочей поверхности вкладышей подшипников и шеек коленчатого вала, который может иметь нормальный характер или аварийное нарушение поверхности (задиры, выкрашивания и т. д.). Коленчатый вал изготовлен из высокопрочного чугуна. Его шейки азотированы, что обеспечивает повышенную износостойкость и усталостную прочность. Стальные вкладыши по рабочей поверхности залиты тонким слоем свинцовистой бронзы, на которую для лучшей приработки нанесен тонкий слой сплава олова со свинцом. Сварно-литая конструкция рамы обеспечивает необходимую жесткость конструкции. В сочетании с обильной смазкой высокого качества и рядом других мероприятий это позволяет проводить полный ремонт узла коленчатого вала и его подшипников только при заводских ремонтах. При ремонте ТР-3 (вторая переборка) выполняют полный осмотр и обмер вкладышей коренных подшипников, а при ТР-2 (первая переборка) — выборочный осмотр одного-двух подшипников. При каждом ремонте проверяют состояние и крепление коренных подшипников, шплинтовку гаек болтов, подвесок, поступление масла к коренным и шатунным подшипниками. Коренные подшипники. После разборки и промывки деталей коренного подшипника (рис. 124) их тщательно осматривают. Пятна контактной коррозии на поверхностях вкладышей зачищают. Допускается не более двух рисок глубиной до 0, 3 мм и шириной до 1 мм. При наличии
После осмотра вкладыши обмеряют. Проверяют размер вкладышей по стыку в свободном состоянии (т. е. он вынут из своей горловины). Микрометром измеряют толщину вкладышей. Кроме этого, контролируют натяг вкладышей на специальном приспособлении (технологической горловине) диаметром 230 мм. При проверке натяга к вкладышу прикладывают равномерно распределенную нагрузку 30±1 кН. Размеры вкладышей должны соответствовать допустимым значениям, указанным в табл. 85. При достижении браковочного размера вкладыши заменяют. Вкладыши с изношенным приработочным оловянно - свинцовым покрытием могут быть восстановлены. Способ нанесения покрытия описан ниже. Таблица 85
До и после ремонта коренных подшипников проверяют правильность укладки коленчатого вала (равномерность прилегания его коренных шеек к нижним вкладышам коренных подшипников). Для точности измерения производят при отсоединенном якоре тягового генератора. С установленными цилиндровыми комплектами допускается проводить проверку укладки коленчатого вала без отсоединения тягового генератора. Зазоры между шейкой коленчатого вала к нижним коренным вкладышам проверяют щупом толщиной 0, 03 мм. Допускается прохождение щупа на глубину до 10 мм под несмежными коренными шейками коленчатого вала. Кроме того, проверяют щупом зазоры на масло и между шейками вала и вкладышами в месте стыка, а также осевой разбег коленчатого вала в упорном подшипнике (см. табл. 85). При неудовлетворительной укладке коленчатого вала производят перезатяжку всех болтов подвесок и повторную проверку качества укладки. В случае снятия для осмотра или замены одного коренного подшипника после его установки производят перезатяжку гаек болтов крепления подвесок всех подшипников и проверку качества укладки коленчатого вала. На переборках, близких по сроку к заводскому ремонту, проводят микрометрическое измерение диаметра шатунных шеек коленчатого вала для выявления их овальности, конусности, бочкообразности и корсетности (см. табл. 85). По состоянию шеек коленчатого вала определяют остаточный ресурс дизеля до заводского ремонта. Точность измерения микрометром зазора на масло в шатунных подшипниках, получаемого как разность замеров внутреннего диаметра шатунного подшипника и наружного диаметра шейки коленчатого вала, более высокая, чем при измерении щупом. Блок цилиндров. Одной из основных неисправностей блока цилиндров является нарушение соосности горловин коренных подшипников. Для устранения этого дефекта дизель снимают и разбирают, а блок устанавливают в кантователь. Восстановление соосности горловин коренных подшипников блока производят с помощью специального технологического вала диаметром 229, 8-0, 02-0, 04 мм. Перед началом работ технологический вал проверяют на контрольной плите в призмах. Блок устанавливают горловинами вверх. Горловины осматривают, забоины и заусенцы зачищают. Технологический вал укладывают в горловины и убеждаются по отпечатку краски в отсутствии их ступенчатости. Размер прилегания технологического вала к горловинам в зоне масляных каналов должно быть по ширине не менее 30 — 50 мм. При необходимости горловины пришабривают. После этого на блок устанавливают подвески с соблюдением технологии по затяжке болтов коренных подшипников и проверяют наличие зазоров между вершинами зубьев и впадинами на стыках стоек и подвесок, которые должны быть не менее 0, 2 мм. Блок поворачивают в нормальное положение и щупом проверяют зазоры между технологическим валом и подвесками в нижней точке и в зоне зубчатого стыка. Прохождение щупа толщиной 0, 03 мм не допускается. При зависании технологического вала на одной из подвесок ее горловину пришабривают. Зазор между подвеской и технологическим валом устраняют притиркой зубчатых стыков с применением шлифовального порошка (карбид бора). По окончании притирки контролируют площадь взаимного прилегания зубчатых стыков по отпечатку краски, которая должна быть не менее 75% поверхности, и наличие зазора между вершиной зуба и впадиной (не менее 0, 2 мм). Пришабровку горловин подвесок выполняют по одноместному (на один подшипник) технологическому валу диаметром 230-0, 02-0, 04 мм, обеспечивая площадь прилегания 75% поверхности на дуге 120° и на остальной части — 50%. Допускается увеличение диаметра горловины до 230, 12 мм, при этом разность диаметров не должна превышать 0, 03 мм. После исправления подвесок убеждаются в отсутствии ступенчатости горловин общим технологическим валом. Перед укладкой коленчатого вала его тщательно осматривают и обмеряют. Не допускаются трещины любого размера и расположения, волосовины на шейках вала. Разрешается иметь на каждой шейке по одной риске глубиной не более 0, 25 мм и шириной до 1 мм. При износе шеек коленчатого вала более допустимых размеров и биении коренных шеек более 0, 06 мм коленчатый вал заменяют или шлифуют все шейки до ближайшего градационного размера. Ввиду отсутствия опыта ремонта градационные размеры коленчатого вала, приведенные ниже, подлежат уточнению:
Допускается шейки вала суперфинишировать. После шлифовки вала устанавливают вкладыши подшипников толщиной соответственно для 1— 4-й градаций: 4, 95-0, 034, 5-0, 034, 5, 05-0, 034 и 5, 1-0, 034 мм. Натяг каждого вкладыша при обжатии нагрузкой 20+/-1 кН должен быть в пределах 0, 18 — 0, 26. Вкладыши должны прилегать друг к другу и горловинам равномерно. В месте стыка вкладышей допускается прохождение щупа 0, 03 мм на ширине 15 мм. В остальных местах щуп 0, 03 мм не должен проходить. После сборки коренных подшипников проверяют правильность укладки коленчатого вала. Допускается прохождение щупа толщиной не более 0, 03 мм на глубину до 10 мм под несмежными коренными шейками. Перед работами по переукладке коленчатого вала блок цилиндров очищают и тщательно осматривают. Выявляют наличие трещин в местах сопряжений по радиусу, зенковок под гайки болтов подвесок и сопряжений подкосов с зубчатыми стыками и опорными лапами. Запрещается заваривать трещины в горловинах под коренные вкладыши; резьбовых отверстиях шпилек, крепящих крышки цилиндров, лоток и привод распределительного вала; поперечных стойках; опорах блока, если трещины выходят на отверстия под болты или окна опор; горизонтальных перемычках под люками картера. Прочие трещины в блоке разрешается заваривать электросваркой с проковкой наложенного шва и прилегающей зоны основного металла. При увеличении зазора между блоком и втулкой цилиндра выше допустимых пределов (для верхнего пояса 0, 21— 0, 6 мм, для нижнего пояса 0, 07 — 0, 3 мм) поясы ремонтируют. На нижнем поясе вырезают изношенную втулку и запрессовывают новую с натягом 0, 18 — 0, 22 мм, после чего ее растачивают до чертежного размера. Верхний пояс блока при износе не более 0, 5 мм по диаметру разрешается восстанавливать электроискровым методом с частотой колебаний вибратора около 100 Гц. Блок в этом случае используют в качестве катода. Для электродов рекомендуется применять твердые сплавы марок ВК2, ВКЗ, ВК4, ВК8. При нанесении слоя толщиной до 0, 1 мм устанавливают рабочее напряжение 16 В, силу тока 50 А. Для толщины покрытия от 0, 1 до 0, 25 мм на сторону напряжение снижают до 14 В, а силу тока повышают до 80 А. После восстановления электроискровым методом для получения необходимых размеров пояса нанесенный слой обрабатывают шлифовальной машинкой с кругом К4-80 размерами 150 х 32 х 51 мм. Дефекты в блоке и других литых деталях дизеля в виде коррозионных язв, литейных раковин и трещин в ненапряженных местах можно устранять, применяя эпоксидную смолу. Места, подлежащие исправлению, разделывают зубилом, сверлом или скребками до чистого металла, очищают от ржавчины. При исправлении трещин их концы засверливают, а кромки притупляют. Разделанные и очищенные участки обезжиривают растворителем, уайт-спиритом или ацетоном. Для повышения прочности соединения смолы с деталью места, подлежащие восстановлению, рекомендуется подогреть до температуры 50 — 80°С. При исправлении сквозных раковин и дефектов, находящихся на вертикальной стенке, для предотвращения стекания эпоксидного состава до затвердевания необходимо пользоваться перегородками и валиками из пластилина, изоляционной ленты или картона. Во время затвердевания смолу уплотняют с помощью шпателя или другого инструмента. При исправлении трещин на подготовленный участок наносят равномерный слой эпоксидного состава и на него накладывают сухую полоску стеклоткани, перекрывая трещину по всему контуру на 20 — 30 мм. Для лучшей пропитки стеклоткани и удаления воздушных пузырьков заплату прокатывают несколько раз резиновым валиком. После укладки первого слоя по всей площади заплаты и за ее пределы на 20 — 30 мм наносят второй слой эпоксидного состава, накладывают заплату из стеклоткани и обильно наносят слой эпоксидного состава. Полное отверждение и упрочнение эпоксидной смолы наступает через 20 — 24 ч. В течение этого времени деталь должна находиться в спокойном положении при температуре 20 — 60°С. При нагреве до 60°С время затвердевания снижается до 10 ч. Эпоксидный состав приготовляют непосредственно перед употреблением следующим способом. В подогретую до температуры 60 — 80°С эпоксидную смолу ЭД-6 для повышения пластичности добавляют пластификатор дибутилфталат в количестве 15 — 20% массы смолы. Смесь перемешивают в течение 20 — 30 мин. Пластификатор в смолу можно добавлять до ее подогрева. При применении эпоксидной смолы ЭД-5 пластификатор не добавляют. В посуду со смолой при температуре до 20°С вводят постепенно отвердитель полиэтиленполиамин в количестве 10 г на 100 г смолы, не допуская значительного нагрева состава вследствие выделения тепла при химической реакции, а затем — один из наполнителей, приведенных в табл. 86. Таблица 86
Полученную смесь тщательно перемешивают и используют в течение 40 мин с момента приготовления. Лоток с распределительным механизмом. Он расположен на верхней части блока в развале цилиндров и служит для привода впускных и выпускных клапанов, а также крепления и привода топливных насосов высокого давления. Основные неисправности распределительного механизма: дефекты на рабочей поверхности, ослабление крепления кулачков распределительного вала, разрушение подшипников, износ втулок и осей рычагов привода клапанного механизма. Постоянному контролю и регулировке подвергают масляный редукционный клапан, поддерживающий в масляном коллекторе лотка давление в пределах 200 ± 20 кПа. Ресурс распределительного механизма, как правило, обеспечивает надежную работу между текущими ремонтами ТР-3. На текущем ремонте ТР-2 проверяют состояние рабочей поверхности кулаков и их крепление. При ремонте после разборки и промывки детали распределительного механизма осматривают и контролируют размеры. На впускных, выпускных и топливных кулаках, втулках и роликах рычагов не допускаются задиры и выкрашивания. При обнаружении небольших задиров и рисок на осях рычагов и роликах допускается их исправление посредством шлифовки с последующей проверкой зазора на масло, который должен быть в пределах нормы. Подшипники кулачкового вала с поврежденной поверхностью подлежат замене. Замену впускных и выпускных кулаков можно производить, не снимая лотка с дизеля. Эти детали, а также топливные кулаки, опорные втулки и подшипники при обнаружении на них дефектов заменяют только комплектно. Задиры на головках штанг толкателей и биение их стержня более 0, 5 мм не допускаются. Головки штанг, имеющие задиры, пришлифовывают, а погнутые штанги выправляют. При наличии срывов резьбы у болтов и гаек крепления осей рычагов они подлежат замене. Проверяют легкость xofca редукционного клапана. Он должен опускаться свободно под действием собственного веса. Поясок прилегания конусной поверхности клапана к посадочной поверхности крышки должен быть непрерывным. При наличии задиров и забоин клапан пришлифовывают и притирают. После сборки лотка должна быть обеспечена нормальная подача масла ко всем подшипникам кулачкового вала, осям рычагов и роликов и отверстиям рычагов в местах установки штанг толкателей. Если при работе дизеля давление в масляном канале лотка будет больше или меньше допустимого, то регулируют редукционный клапан. Увеличение толщины регулировочных прокладок на 1 мм увеличивает давление масла на 20 кПа. Проверяют зазор между сопрягаемыми поверхностями штифта и отверстиями в лотке и втулке упорного подшипника. Если зазор выше допустимого (табл. 87), отверстия, имеющие отклонения, исправляют и изготовляют новый штифт. Измеряют зазор в стыке кулаков через окна лотка или отверстия под топливные насосы. После этого кулак остукивают, нанося 2-3 удара омедненным молотком по вершине с противоположной стороны зазора. Приуменьшении зазора производят дозатяжку гаек крепления кулаков, которую выполняют без демонтажа лотка. Таблица 87
Для этого выворачивают стопорные винтта из гайки затяжки кулака и динамометрическим ключом дозатягивают гайки до момента 1200 Нм, после чего дополнительно делают 5 — 8 ударов молотком массой 1, 5 кг по ключу длиной 500 мм. Повторно измеренный зазор в стыке кулаков должен быть в пределах нормы. Проверяют площадь прилегания рабочих поверхностей ролика и кулака по отпечатку краски. Для впускных и выпускных кулаков допускается свисание ролика не более 1 мм. Для топливных кулаков свисание ролика не допускается. Измеряют зазоры между опорной втулкой и подшипником, подшипником и лотком. Осевой разбег кулачкового вала контролируют щупом между боковой поверхностью упорного подшипника и кольцом или индикатором по осевому перемещению кулачкового вала. Измеряют также зазор на масло между втулкой и осью рычагов и осевой разбег между рычагами. Размеры должны быть в пределах допусков (см. табл. 87). Приводы. Ремонт привода распределительного вала аналогичен ремонту привода насосов. Как всякие механические редукторы, они состоят в основном из набора шестерен с валами, вращающимися в подшипниках качения. Узлы надежны, долговечны. Их подвергают ревизии с разборкой только при текущих ремонтах ТР-3 (вторая переборка). Основные их дефекты: повреждения деталей подшипников качения, износы шестерен и шлицевых валов. После разборки и промывки детали дефектируют. Подшипники качения заменяют при следующих неисправностях: - скол металла или трещины в кольцах, шариках или роликах. Обычно эти дефекты являются следствием неправильной сборки; - наличие цветов побежалости и следов защемления на шариках или роликах и беговых дорожках, как результат перегрева подшипников; - выбоины и вмятины на беговых дорожках колец, появляющиеся вследствие ударной нагрузки или тугой посадки; - выкрашивание или шелушение металла, отслаивание чешуйчатообразной поверхности, мелкие раковины, большое количество черных точек на беговых дорожках колец, шариках или роликах. Эти дефекты обычно являются следствием усталости металла; - раковины коррозионного характера, возникшие в результате недоброкачественного хранения подшипников; - царапины или глубокие риски, надломы, сквозные трещины в сепараторе, отсутствие или ослабление заклепок крепления сепаратора или выработка его прорезей, приводящая к выпаданию шариков; - износ торцов наружного или внутреннего кольца на глубину более 0, 3 мм. Допускаются к эксплуатации подшипники, имеющие следующие неисправности: - царапины или риски на посадочных поверхностях наружного или внутреннего кольца, которые появляются в результате проворота колец; - забоины, вмятины или следы коррозии на сепараторе, не препятствующие нормальному вращению шариков и роликов; - темные пятна коррозионного характера на беговых дорожках, шариках и роликах; - наличие матовой поверхности на шариках, роликах и беговых дорожках. После осмотра подшипники проверяют на легкость хода при вращении от руки. Вращение их должно быть свободное, без заедания, шум ровный и незначительный. Затем проверяют осевой разбег и радиальный зазор. Для этого подшипник устанавливают в специальное приспособление и индикатором заменяют осевое и радиальное смешение наружной обоймы относительно внутренней. Предельно допустимые значения осевых разбегов и радиальных зазоров указаны в табл. 88 и 89. Таблица 88
При монтаже подшипников необходимо строго выдерживать натяг, не превышая его. В противном случае детали подшипника могут деформироваться, вследствие чего изменятся зазоры в подшипниках. Перед установкой подшипников на валы их предварительно нагревают в масляной ванне до температуры 80 — 90°С. Регулировочные и стопорные кольца устанавливаются строго на свои места. После монтажа шестерен привода проверяют легкость их вращения, осевые разбеги и боковые зазоры в зацеплении, предельно допустимые значения которых указаны в табл. 90. При замене шестерен привода проверяют площадь прилегания их зубьев по отпечатку краски.
Таблица 89
Размеры отпечатка должны быть не менее 45% высоты и 60% длины зуба шестерни. При монтаже проверяют соосность вала привода насосов и коленчатого вала с помощью приспособления 5Д49.181.27СБ, а соосность распределительного вала с кулачковым валом —с помощью приспособления Д49.181.63СБ (см. табл. 90). После сборки приводов перед постановкой шлицевых валиков проверяют легкость вращения приводов от руки. Вращение должно быть легким, без заклинивания. Таблица 90
Цилиндро-поршневая группа
Детали цилиндро-поршневой группы работают в наиболее тяжелых условиях, поэтому их техническое состояние определяет необходимость переборок дизеля. Конструкцией дизеля ряда ЧН26/26 в отличие от других предусмотрена возможность комплектного демонтажа узла каждого цилиндра, состоящего из втулки, крышки цилиндра и поршня с шатуном. Благодаря этому можно с наименьшими затратами выполнять ремонты отдельных цилиндров и проводить выборочно осмотры для определения технического состояния цилиндро-поршневой группы.
Нарушение уплотнений легко обнаружить по течи воды через контрольные отверстия блока или по пробою газов. Возникает необходимость аварийного (непланового) ремонта комплекта того или иного цилиндра. С целью предотвращения неплановых ремонтов по течи воды на каждом ремонте ТР-2 целесообразно проводить опрессовку водяной системы дизеля давлением до 400 кПа, при которой визуально убеждаются в отсутствии или наличии течи. Особую опасность представляет нарушение нижнего уплотнения цилиндровой втулки в блоке, в результате чего вода попадает в картер и, смешиваясь с маслом, может нарушить работоспособность подшипников дизеля. При обнаружени течи водяных уплотнений дефектный комплект цилиндра демонтируют. В случае течи между втулкой цилиндра и блоком необходимо сменить резиновые уплотнительные кольца 4, 5, 6 на втулке 1 и рубашке 2. Если течь обнаружена между втулкой и крышкой, отсоединяют втулку от крышки и заменяют резиновые уплотнительные кольца водяных переходов из втулки в крышку. Повторно употреблять резиновые уплотнения можно только при их дефиците, при этом надежность уплотнения не гарантируется. В случае обнаружения ослабления втулок водяных переходов в теле цилиндровой втулки их заменяют, обеспечив натяг 0, 04—0, 07 мм. При этом теплоизолированную поверхность втулок покрывают клеем ГЭН-150 и заменяют паронитовую прокладку под буртом. В плановом порядке нижние водяные уплотнения осматривают и заменяют при каждой переборке на ремонтах ТР-2 и ТР-3. Верхнее уплотнение рубашки во втулке, а также уплотнение водяных переходов между втулкой и крышкой ремонтируют на каждой второй переборке. При этом очищают водяную полость втулки и рубашки от накипи и отложений шлама. Состояние рабочей поверхности цилиндровой втулки проверяют до половины высоты на ремонтах ТР-1 через смотровые люки картера при положении поршней в верхней «мертвой» точке. Если на поверхности втулки обнаруживают натиры и риски указывающие на возможность задира втулки, цилиндро-поршневую группу демонтируют для более тщательного осмотра и ремонта. Детальное обследование состояния рабочей поверхности цилиндровой втулки выполняют при каждой переборке дизеля. После разборки и очистки точно измеряют размеры каждой цилиндровой втулки. Результаты измерений регистрируют в специальном журнале. Это необходимо для оценки технического состояния втулки при ремонте и определения интенсивности износа с целью прогнозирования ее остаточного ресурса. Измерение выполняет специальный техник или другой обученный работник индикаторным нутромером с точностью до 0, 01 мм. Диаметр рабочей поверхности втулки измеряют в трех поясах по высоте: в верхней наиболее изнашиваемой части в месте остановки компрессионных колец, средней и нижней частях. В каждом поясе для определения овальности измерение проводят в двух плоскостях: перпендикулярно и параллельно оси коленчатого вала. Необходимо учитывать возможность значительной деформации рабочей поверхности при соединении втулки с крышкой. Поэтому измерение следует проводить перед разборкой втулки с крышкой с целью дефектировки, а затем после их сборки перед установкой в блок с целью контроля правильности сборки. Допустимые и браковочные размеры втулки указаны в табл. 91.
Таблица 91
Натиры и мелкие риски на рабочей поверхности втулки зачищают мелким наждачным или алмазным камнем, плавно передвигая его поперек оси втулки. Для выравнивания шероховатости поверхность обезжиривают ацетоном или бензином, а затем протравливают 25 %-ным раствором азотной кислоты. Травление выполняют следующим образом. Кисточкой или ватой с раствором кислоты смазывают поврежденную или зачищенную поверхность. По истечении 5 мин травление повторяют. Затем поверхность втулки промывают водой и нейтрализуют 10 — 15%-ным раствором каустической соды, протирают насухо и обильно смазывают маслом. При травлении необходимо применять меры защиты кожи и одежды рабочих от попадания кислоты. При значительном износе рабочей поверхности в месте остановки верхнего компрессионного кольца появляется уступ. В случае замены поршня или шатуна концевое положение верхнего компрессионного кольца может несколько измениться, в результате чего при работе дизеля будут происходить его удары об уступ на поверхности втулки, Поэтому при смене поршня или шатуна уступ необходимо зачистить наждачным камнем с последующим травлением, как указано выше. Втулки, имеющие предельный износ или глубокие кавитационные разрушения, подлежат замене новыми. На вновь устанавливаемых цилиндровых втулках и рубашках должна быть нанесена на нижнем торце маркировка номера цилиндра. Крышка цилиндра. Она подвержена динамическим и температурным напряжениям. В ней размещены клапанный механизм, форсунка и индикаторный кран. От правильной работы клапанного механизма зависит надежность дизеля. Поэтому при осмотрах работающего на холостом ходу дизеля проверяют на слух работу клапанного механизма каждой крышки цилиндров. В случае стука в клапанном механизме дизель останавливают и после остывания проверяют состояние пружин клапанов, крепление осей рычагов, крепление штанг и зазоры в гидротолкателях. При постановке на каждый вид ремонта тщательно осматривают клапанный механизм, прокачивают масляную систему дизеля и проверяют поступление масла к рычагам привода клапанов и к гидротолкателям. Так как наблюдаются частые случаи ослабления и выпадания штанг толкателей, необходимо проверять качество затяжки контргаек. На текущих ремонтах ТР-1, кроме вышеуказанного, проверяют и регулируют зазоры на масло в гидротолкателях. Эти зазоры предусмотрены для компенсации теплового удлинения деталей клапанно-рычажного механизма. Для проверки и установки этих зазоров из гидротолкателей специальным приспособлением Д49.181.60СБ выдавливают масло. Поршень проверяемого цилиндра устанавливают в верхней «мертвой» точке на такте сжатия. На рычаг, имеющий вилку, проверяемой пары клапанов крепят приспособление 4Д49.181.56СБ так, чтобы штоки приспособления стояли на тарелках клапанов. Индикаторы устанавливают с натягом 1, 5—2 мм, а их стрелки — на нуль. Коленчатый вал дизеля валоповоротным механизмом вращают до остановки стрелок индикаторов, которые укажут зазор на масло в соответствующем гидротолкателе. Разность в показателях индикаторов свидетельствует о неодновременности открытия клапанов. Зазор на масло должен быть в пределах 0, 4 — 0, 6 мм для впускных клапанов и 0, 6 — 0, 8 мм для выпускных; неодновременность открытия клапанов — не более 0, 2 мм. Регулировку зазоров на масло в гидротолкателях производят, увеличивая или уменьшая длину штанг. После регулировки тщательно затягивают контргайки на штангах ключом с моментом около 150 Н × м. Для достижения одновременности открытия клапанов допускается подбирать или шлифовать колпачки клапанов. При первой переборке (текущий ремонт ТР-2) крышки цилиндра не ремонтируют, однако гидротолкатели разбирают, промывают и проверяют на плотность. Для проверки плотности во втулку гидротолкателя наливают на глубину 7 — 8 мм дизельное топливо, после чего в нее вставляют толкатель и прижимают усилием 100 Н. При нормальной плотности толкатель, выдавливая топливо, должен опускаться на 5 мм в течение 5 — 8 с. Просачивание топлива через шариковый клапан не допускается. В случае неудовлетворительной плотности гидротолкатель подлежит замене. При второй переборке (текущий ремонт ТР-3) цилиндровую крышку полностью разбирают и ремонтируют. Отложения (накипь) удаляют раствором следующего состава: 100 см3 фосфорной кислоты плотностью 1, 71 г/см3, 900 см3 воды и 50 г хромового ангидрида. При приготовлении раствора фосфорную кислоту вливают в воду, а затем засыпают хромовый ангидрид и тщательно перемешивают. Хранить раствор можно в железной ванне. В очищаемой крышке деревянными пробками заглушают водяные отверстия, устанавливают ее днищем вверх и наливают приготовленный раствор. Температура раствора должна быть 20 — 30°С. Для снятия слоя накипи толщиной 1 мм нужно выдерживать крышку в растворе 40-60 мин. Не рекомендуется допускать попадание раствора на оксидированные детали. После слива раствора из полости крышки ее промывают холодной водой, а затем нейтрализуют горячей водой с добавлением 2 — 5%-ного раствора нитрита натрия и 0, 5 % кальцинированной соды. При отсутствии этого раствора можно применять 0, 3 %-ный раствор хромпика при температуре 80 — 100°С. После тщательной промывки полость продувают сжатым воздухом. Выхлопной тракт, поверхность камеры сгорания и клапаны очищают от нагара. Водяную полость крышки опрессовывают водой при давлении 1, 5 МПа в течение 5 мин. Течь воды и потение не допускаются. Одновременно тщательно осматривают крышку с целью выявления трещин, которые чаще всего возникают от температурных перенапряжений на днище, в местах расположения отверстий для подвода воды и под шпильки крепления крышки к втулке. При обнаружении трещин крышку заменяют. Если при опрессовке выявится течь по технологическим пробкам, их высверливают и заменяют новыми. Крышку повторно опрессовывают. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 996; Нарушение авторского права страницы
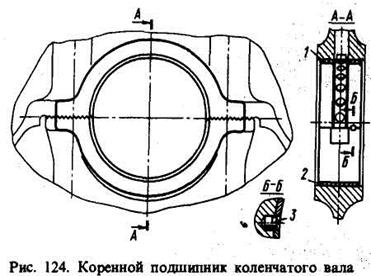 на рабочей поверхности вкладышей 1 и 2 глубоких рисок или очагов разрушения бронзы их заменяют. Гайки, шайбы, болты не должны иметь следов задира, забоин, срывов ниток резьбы. Забоины разрешается зачистить. При обнаружении сорванных ниток резьбы детали заменяют. Штифт 3, фиксирующий положение вкладыша, должен выступать в подвеске на 2, 5 — 3, 5 мм.
на рабочей поверхности вкладышей 1 и 2 глубоких рисок или очагов разрушения бронзы их заменяют. Гайки, шайбы, болты не должны иметь следов задира, забоин, срывов ниток резьбы. Забоины разрешается зачистить. При обнаружении сорванных ниток резьбы детали заменяют. Штифт 3, фиксирующий положение вкладыша, должен выступать в подвеске на 2, 5 — 3, 5 мм. Втулка цилиндра. Основные дефекты втулки цилиндра (рис. 125): износ рабочей поверхности втулки, нарушение уплотнений водяной полости охлаждения, отложения накипи и шлама на охлаждающей поверхности и нарушение плотности стыка втулки с крышкой.
Втулка цилиндра. Основные дефекты втулки цилиндра (рис. 125): износ рабочей поверхности втулки, нарушение уплотнений водяной полости охлаждения, отложения накипи и шлама на охлаждающей поверхности и нарушение плотности стыка втулки с крышкой.