
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Охрана труда и техника безопасности при эксплуатации установки ⇐ ПредыдущаяСтр 2 из 2
При выполнении этой части курсового проекта студент должен указать правила техники безопасности при эксплуатации данного вида установки. Привести защитные и предохранительные устройства, которыми снабжена установка. Определить места расположения предупреждающих сигналов и плакатов. При проектировании установок, работающих под давлением необходимо обязательно ознакомиться с правилами Госгортехнадзора по сооружению и эксплуатации данных установок.
Аннотация В этом разделе дается краткий перечень работ, выполненных в ходе проектирования тепловой установки. Приводятся особенности принятой конструкции тепловой установки. Отмечается новизна решения отдельных узлов или элементов конструкции установки. Приводятся преимущества выбранного метода тепловой обработки для получения изделий с нормируемыми показателями качества. Заключительная часть аннотации должна содержать следующие сведения: – по пояснительной записке: объем в страницах, количество иллюстраций (чертежей, рисунков, схем), количество используемых источников; – по графической части: перечень чертежей с указанием их названия. Аннотация выполняется при завершении работы над проектом и помещается за заданием на курсовой проект.
Список использованных источников Список должен содержать сведения об источниках, использованных при выполнении курсового проекта. Сведения об источниках приводятся в соответствии с требованиями ГОСТ 7.1. Сведения об источниках следует располагать в порядке появления ссылок на источники в тексте пояснительной записки и нумеровать арабскими цифрами с точкой.
ПРИЛОЖЕНИЯ Приложение 1
Назначение режимов тепловой обработки изделий из ячеистого и плотного бетонов при автоклавировании
Тепловая обработка изделий из ячеистого и плотного бетонов производится в автоклавах при максимальном избыточном давлении насыщенного пара, которое ограничивается рабочим давлением автоклавов или давлением в сети пароснабжения, но не ниже 0, 8 МПа. Обработка состоит из следующих этапов: - продувка загруженного автоклава (для изделий из ячеистого бетона); - подъем с заданной скоростью давления пара в автоклаве от атмосферного до максимального (рабочего); для плотного бетона – подъем с заданной скоростью температуры среды в автоклаве до 100 оС; - выдержка паровой среды в автоклаве при максимальном давлении; - спуск давления пара с заданной скоростью от максимального до атмосферного. В начальный период запаривания из автоклава следует удалить воздух продувкой паром. Повышение температуры в автоклаве до 100 оС должно производиться равномерно в течение 0, 7…1, 5 ч. Время продувки автоклава можно увеличить до достижения в центре изделия температуры 70 оС и более. Режимы автоклавной обработки при давлении 0, 8 МПа представлены в табл. 2. Минимальные режимы автоклавной обработки определяются по табл. 3. При пользовании табл. 3 необходимо учитывать следующее: – при применении сланцезольного вяжущего продолжительность продувки для теплоизоляции и мелких блоков принимается 2 часа, для панелей и крупных блоков – 3 часа, – при применении цементов с добавками доменного гранулированного шлака в количестве 30 или 50 %, продолжительность изотермической выдержки увеличивается соответственно на 1 или 2 часа, – при использовании кварцево-полевошпатного песка (содержание свободного SiO2 = 85 %), продолжительность выдержки следует увеличивать на 2 часа, – при предъявлении особых требований к изделиям (повышенные ударостойкость, прочность на растяжение, трещиностойкость), продолжительность запаривания увеличивается на 3…5 часов при 0, 8 МПа и 2…4 часа при 1, 2 МПа. Продолжительность загрузки и выгрузки автоклава следует принимать: при проходных автоклавах 1 ч, при тупиковых – 2 ч. Таблица 2 Режимы автоклавной обработки при давлении 0, 8 МПа
Примечание. В графе «общая продолжительность» над чертой дано время автоклавной обработки при начальной температуре изделия к моменту выдержки более 70 оС, под чертой – время тепловой обработки при начальной температуре менее 70 оС. Таблица 3 Минимальные режимы автоклавной обработки
Примечание: 0, 8 и 1, 2 – давление в автоклаве в МПа. Приложение 2
Назначение режимов тепловой обработки бетонных и железобетонных изделий
Назначение режимов тепловой обработки заключается в установлении оптимальной продолжительности отдельных ее периодов с целью обеспечения фактических ритмов работы тепловых установок и получения требуемой прочности без ухудшения конечных физико-механических свойств бетона. При тепловой обработке бетона в камерах периодического действия прогрев изделий осуществляется при непосредственном их контакте с теплоносителем или кондуктивным способом. Структура режима тепловой обработки характеризуется длительностью предварительного выдерживания, температурой и скоростью разогрева, продолжительностью и способом выдерживания разогретых изделий и выражается как сумма времени отдельных её периодов в часах. Выдерживане разогретых изделий в камерах периодического действия может осуществляться путем термосного или изотермического прогрева. С точки зрения достижения минимальных энергозатрат на тепловую обработку предпочтительным является использование термосного выдерживания. Изотермический прогрев должен приниматься в том случае, если термосное выдерживание не обеспечивает достижение требуемой прочности к моменту распалубки. Изотермический прогрев осуществляется путем подвода тепловой энергии, термосное выдерживание – без дополнительного подвода тепла.
Расчетные режимы тепловой обработки с изотермическим прогревом
Максимальные по продолжительности расчетные режимы тепловой обработки изделий при использовании изотермичекого прогрева в камерах периодического действия и режимы тепловой обработки изделий в камерах непрерывного действия для достижения отпускной прочности бетонов на портландцементе после последующего 12 часового выдерживания приведены в табл. 4 и 5. Максимально допустимая температура бетона к концу периода нагрева не должна превышать 80…85оС при использовании портландцемента (в том числе и с минеральными добавками) и 90…95оС при использовании шлакопортландцемента. Применение пониженных температур разогрева, обеспечивающих достижение заданной прочности бетона в требуемые сроки, позволяет снизить расход энергии в 1, 5…2 раза по сравнению с расходом при 80…85оС. При назначении режимов тепловой обработки следует учитывать следующие положения: - при применении шлакопортландцемента в бетонах марок М400 длительность изотермического выдерживания следует увеличивать по сравнению с величинами, приведенными в табл. 3 и 4, на 1, 5 часа; - период предварительного выдерживания не предусмотрен и принимается дополнительно для стендового производства – 1 час, для агрегатно-поточного и конвейерного производства – 0, 5 часа. При тепловой обработке с механическим пригрузом в малонапорных и индукционных камерах, в кассетных установках, а также при применении разогретых бетонных смесей предварительное выдерживание можно не предусматривать. - продолжительность отдельных этапов тепловой обработки при соответствующем обосновании может быть изменена в пределах общей длительности тепловой обработки; - при применении химических добавок – ускорителей твердения цикл тепловой обработки сокращается на 1 час за счет времени изотермической выдержки; - при тепловой обработке изделий в малонапорных камерах с избыточным давлением до 0, 03 МПа, а также под механическим пригрузом длительность тепловой обработки сокращается за счет времени подъёма температуры для изделий толщиной до 300 мм на 1, 5 часа, толщиной более 300 мм – на 1 час; - при применении предварительно разогретых до температуры (55±5)оС бетонных смесей суммарное время подъёма температуры и изотермического выдерживания сокращается на 2 часа для марок бетона до М300 и на 1 час – для бетона марок М400 и выше; - при изготовлении предварительно-напряженных конструкций с отпуском напряжений на горячий бетон режимы тепловой обработки принимаются по табл. 4 и 5; - в зимнее время при отрицательных температурах воздуха на полигонах расчетные режимы тепловой обработки следует увеличивать на 2 часа за счет периода подъёма и охлаждения. Расчетные режимы тепловой обработки изделий из тяжелого бетона при температуре изотермической выдержки 80…85оС приведены в табл. 4. Расчетные режимы тепловой обработки изделий из тяжелых бетонов в кассетах (при расположении паровых отсеков через два рабочих отсека) и пакетах приведены в табл. 5. Таблица 4 Расчетные режимы тепловой обработки изделий из тяжелого бетона при температуре изотермической выдержки 80…85 оС
Таблица 5 Расчетные режимы тепловой обработки изделий из тяжелых бетонов в кассетах
Примечания: 1. Режим тепловой обработки включает время подъёма температуры в тепловом отсеке, изотермического выдерживания с подачей пара в отсеки, выдерживания без подачи пара в отсеки. 2. При прогреве изделий с двух сторон общий цикл тепловой обработки уменьшается на 1 час за счет изотермического выдерживания.
Расчетные режимы тепловой обработки с термосным выдерживанием
При термосном выдерживании температура бетона изделий принимается в зависимости от класса бетона, требуемой оборачиваемости камер в сутки n, заданной прочности бетона изделий к концу термосного цикла и показателя длительности остывания блока камер А, характеризующего тепловую инерцию блока камер с изделиями. Температура бетона изделий при термосном выдерживании для цементов Коркинского и Катав-Ивановского цементных заводов приведена в табл. 6.
Таблица 6 Температура бетона изделий при термосном выдерживании
В таблице приняты постоянные величины: – длительность оборота камеры при n=1 составляет 24 ч, при n=1, 5 – 16 ч; – предварительное выдерживание изделий в камере – 3 ч; – скорость подъема температуры – 10 град/ч; – суммарная длительность загрузки и выгрузки камеры – 2 ч. Длительность подъёма температуры в изделиях определяется по формуле tр = tр/10, (4)
где tр – температура разогрева, принимаемая по табл. 6. Длительность термосного выдерживания определяется по следующим формулам:
для n=1 tтв = 24 – (3+tр+2), (5) для n=1, 5 tтв= 16 – (3+tр+2). (6)
Показатель длительности остывания блока камер с изделиями А рассчитывается по формуле
где (сg)б, Vб - соответственно объемная теплоемкость (кДж/м·град) и объем бетона изделий в плотном теле (м) в блоке камер; (cg)м, Vм - то же, ограждающих конструкций блока камер; (cg)окVок - то же, металла в блоке камер; Vм = (gф+gкр+gп+gсо)/7800. (8) где gф - масса металла форм в блоке камер (кг), gкр - масса металлических элементов крышек в блоке камер, кг, gп - масса стоек пакетировщиков внутри блока камер кг, gсо - масса стальной обшивки при теплоизоляции ограждений, кг. k1F1 - соответсвенно коэффициент теплопередачи, (Вт/м2град), и площадь наружных стен блока камер выше нулевой отметки пола, м2, k2F2 - то же, для наружных стен ниже нулевой отметки пола, k3F3 - то же, для днища блока камер, k4F4 - то же, для крышек блока камер. Для расчета рекомендуется применять следующие значения объёмных теплоемкостей: для тяжелого бетона изделий и ограждающих конструкций камер – 2500 кДж/м3град для керамзитобетона - 1600 кДж/м3град; для металла форм, стоек и т.п. - 3800 кДж/м3град. Значения коэффициентов теплопередачи в зависимости от вида конструкции и материала, из которого выполнены ограждения, приведены в табл. 7. В случае утепления внутренней поверхности ограждений из тяжелого бетона слоями изоляции толщиной d, м, с сопротивлением теплопередаче R0, (м2град/Вт), значения коэффициентов теплопередачи принимаются по табл. 8. Таблица 7 Значения коэффициентов теплопередачи
Таблица 8 Значения коэффициентов теплопередачи в случае утепления внутренней поверхности ограждений из тяжелого бетона
Сопротивление теплопередаче рассчитывается по формуле
где di – толщина i-го слоя ограждения (изоляции), м; li – коэффициент теплопроводности материала i-го слоя ограждения, Вт/м·град. Теплофизические характеристики материалов приведены в табл. 9. Таблица 9 Теплофизические характеристики материалов
Окончание табл. 9
Для конструкций ограждений с теплоизоляцией, имеющих воздушные прослойки, значения сопротивления теплопередаче каждой из воздушных прослоек приведены в табл. 10.
Табл. 10 Сопротивления теплопередаче воздушных прослоек
Примечание. При наличии n воздушных прослоек величину R0 следует умножить на n. Приложение 3 Метод критериальных уравнений
Расчеты нестационарного теплообмена очень важны, так как они позволяют определить максимально допустимую скорость нагрева или охлаждения изделий, что в свою очередь определяет производительность тепловой установки. При нагреве или охлаждении изделий в них возникают температурные поля, сопровождающиеся температурными градиентами dt/dx. Большое значение последних приводит к созданию в материале полей напряжений, ведущих к трещинам, короблению и браку в изделиях. При расчете температуры материала t в точке изделия с координатой х при его нагреве или охлаждении используют критериальные зависимости типа
где q - безразмерная температура; tc - температура среды в данное время; t - температура материала в точке с координатой х; tн – начальная температура тела; Fo – временной критерий Фурье;
а - коэффициент температуропроводности – характеризует скорость нагрева материала при прочих равных условиях; τ – время нагрева; R – характерный для теплообмена размер; l – теплопроводность материала (табл. 9); с – теплоемкость материала (табл. 9); r - плотность материала (табл. 9). Bi - критерий Био
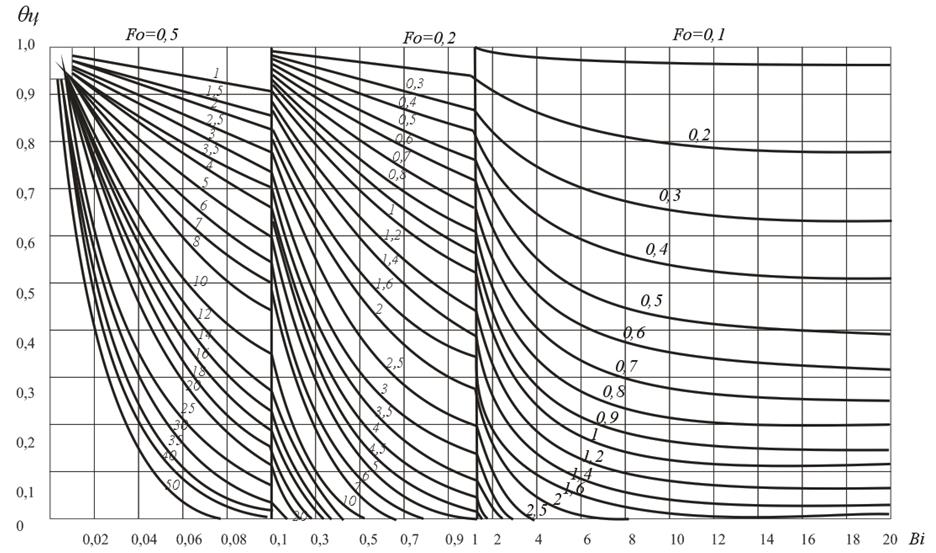
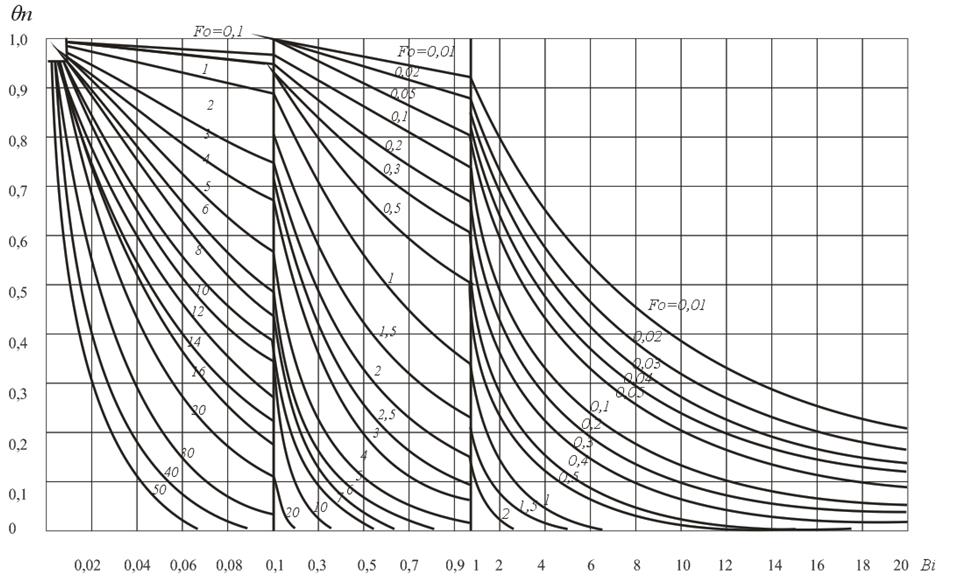
α – коэффициент теплоотдачи (табл. 9); При определении значения величины коэффициента температуропроводности необходимо обратить внимание на единицы измерения, а значений критериев Био и Фурье учесть, что это безразмерные симплексы. Безразмерные температуры в центре (qxц, qyц и qzц) и на поверхности (qxп, qyп и qzп) пластины определяются в зависимости от величин критериев Био и Фурье по рис. 1 и 2, соответственно. В соответствии с теорией теплообмена, безразмерная температура в любой точке тела в любой момент времени равна произведению трех безразмерных температур по пространственным координатам.
Безразмерные температуры центра θ ц и поверхности θ п изделия
Тогда температуры центра tц и поверхности tп изделия (из уравнения 10) соответственно будут равны
Для определения времени нагрева центра изделия до нужной температуры решается обратная задача. В установках непрерывного действия определяют температуру изделия при перемещении его в среде с различной температурой. Для этого установка разбивается на несколько участков, где температуру среды можно считать постоянной (tc = const). При тепловой обработке изделий, расположенных в садке, необходимо учитывать частичное взаимное перекрытие части тепловоспринимающей поверхности. Расчет распределения температур для тел, имеющих форму цилиндра и шара, ведется по аналогичной методике, но при этом используются соответствующие графические зависимости (рис. 3 - 6).
Рис. 1. Изменение безразмерной температуры для центра плоской плиты ы Рис. 2. Изменение безразмерной температуры для поверхности плоской плиты
Приложение 4
Метод конечных разностей
Метод конечных разностей основан на замене непрерывного теплового процесса, описываемого дифференциальным уравнением теплопроводности, скачкообразным как в пространстве, так и во времени. При создании такой модели дифференциальное уравнение Фурье для одномерного пространства по оси ординат примет вид
Начальным условием является равенство температур по всему объему в начальный момент времени (t = 0). Граничными условиями применения данного метода являются: – физические свойства нагреваемого или охлаждаемого тела постоянны (а= const); – величина функциональной зависимости условий толщины расчетного слоя Dх в теле и интервал времени Dt определения температуры постоянны: 2а Dt/Dх2 = 1; (20) – толщина расчетного слоя должна быть постоянной (Dх = const); – тело рассматривается как однородная стенка. Температурное поле слоя n в момент времени t ± 1 описывается уравнением tn, t+1 = 0, 5(tn+1, t + tn-1, t). (21) Из этого уравнения следует, что температура в данном сечении пластины в рассматриваемый момент времени равна полусумме температур соседних сечений в предыдущий момент времени. Графически температура любого слоя определяется точкой пересечения прямой, соединяющей температурные точки примыкающих слоев в предыдущий момент времени с линией середины данного слоя. Порядок графического расчета следующий: 1. Построить систему координат, в которой по оси абсцисс – отношение коэффициента теплопроводности к коэффициенту теплоотдачи, по оси ординат – температура среды; 2. Отложить в принятом масштабе толщину изделий и построить линию начальной температуры бетона; 3. Выбрать значение толщины расчетного слоя, удобное для графического построения; 4. Найти величину интервала времени определения температуры Dt = Dх2/2а. (22) 5. Рассчитать и нанести на график положение направляющей точки; 6. Произвести графическое построение и определить распределение температуры в изделии для заданного момента времени. Наиболее часто метод конечных разностей используется для туннельных печей при определении потерь тепла с печными вагонетками. Порядок расчета по этому методу следующий. Принимая предположительно среднюю толщину огнеупорного и изоляционного слоя футеровки вагонетки и пользуясь данными табл. 11, вычисляют коэффициенты температуропроводности обоих слоев: аш=lш/(сшrш), (23) аи=lи/(сиrи). (24) Огнеупорный (шамотный) слой футеровки разбивают на два слоя толщиной каждого Dх, м Dх = dш/2. (25) Определяют расчетный промежуток времени Dt = Dх2/2аш . (26) Таблица 11
Определяют толщину слоя, эквивалентного (по шамоту) слою тепловой изоляции dэкв = dи lш/lи . (27) Определяют расчетную эквивалентную толщину изоляционного слоя Dхэкв = Dх lш/lи . (28) Определяют количество расчетных эквивалентных слоев, которое равно dэкв/Dхэкв. Начальную температуру по всему сечению вагонетки принимают равной 20оС. Расчет удобно выполнять, заполняя таблицу по форме табл. 12.
Таблица 12
В колонку 1 время записывается нарастающим итогом с интервалом Dt. Температура рабочей поверхности (колонка 2) принимается равной температуре печной среды в данный момент времени и принимается по температурному режиму обжига. Температуры в колонках 3, 4, 5 и 6 определяются исходя из правила, что температура в данном сечении слоя в данный момент времени равна полусумме температур соседних сечений в предыдущий момент времени. Температура нижней поверхности вагонетки с момента, когда она начинает расти, определяется по формуле
где при принятой схеме расчета lэкв = lш, a – коэффициент теплоотдачи от нижней поверхности вагонетки к воздуху. Приложение 5 Расчет автоклава
Исходные данные
1. Вид изделия. 2. Геометрические размеры изделия, м: длина – l, ширина – b, высота – h, 3. Масса изделия – Gи, кг. 4. Объем бетона в изделии – Vб, м3. 5. Объем одного изделия – Vи, м3. 6. Расход арматуры на 1 м3 бетона – Gаб, кг. 7. Расход арматуры на 1 изделие – Gа, кг. 8. Водотвердое отношение В/Т. 9. Марка цемента – Мц. 10. Марка бетона – Мб. 11. Масса бетона в изделии Gб, кг. 12. Плотность свежеуложенного бетона (бетонной смеси) r = Gц + Gв + Gп + Gщ + Gи + Gз + Gш + Gкк + Gал. (30) 13. Расход материалов на 1 м3, кг (принимается на основании подбора состава бетона или литературных данных): цемент – Gц, вода – Gв, песок – Gп, щебень – Gщ, известь – Gи, зола – Gз, шлак – Gш, кремнеземистый компонент – Gкк, алюминиевой пудры – Gал . 14. Вес сухих веществ на 1 м3 – Gсб, кг. 15. Вес сухих веществ на 1 изделие – Gс1 = GсбVб, кг. 16. Количество воды, вступившее в реакцию с вяжущим – Gвс, кг, (согласно СН 277-80 количество связанной воды принимается как 10 % от массы ячеистого бетона). 17. Масса формы – Gф, кг. 18. Размеры формы, м: длина – lф, ширина – bф, высота – hф. 19. Масса решетки запаривания, кг – Gреш1. 20. Масса вагонетки, кг – Gваг1. 21. Температура загружаемых изделий – tо, оС. 22. Температура окружающей среды – tос, оС. 23. Начальная температура в автоклаве – t1, оС. 24. Температура запаривания – tиз, оС. 25. Температура изделий при выгрузке из автоклава – tох, оС. 26. Удельная теплоемкость (табл. 9): – бетона – сб, Дж/кг× град; – воды – св (4, 19 Дж/кг× град); – арматуры – са; – форм – сф; 27. Коэффициенты: – теплопроводности бетона – lб, Вт/ м× град (табл. 9); – температуропроводности бетона – aб, м2/час (табл. 9). 28. Прочность бетона после тепловлажностной обработки Rтво, МПа.
Выбор автоклава. Характеристика
1. Число изделий, расположенных в автоклаве, шт. – N1. Количество изделий расположенных в автоклаве определяется по эскизу из соображения максимальной загрузки. При этом необходимо учитывать следующие расстояния: – от стен до изделий (форм) – 50...100 мм; – по вертикали между отдельными изделиями (при необходимости) – 30 мм, – по горизонтали между отдельными изделиями или блоками изделий – 50...100 мм. 2. На основании эскиза раскладки изделий в автоклаве подбирается стандартный автоклав и количество изделий в автоклаве (N1) уточняется, исходя из его размеров и количества вагонеток (Nвг), входящих в камеру. Предпочтение следует отдавать автоклавам больших диаметра и длины, так как они позволяют при одинаковых режимах ТВО увеличивать производительность, что увеличивает эффективность их использования. Приводится тип автоклава. 3. Размеры камеры: Внутренние размеры, м: – длина – L, – диаметр – Dвн, Габаритные размеры, м: – длина – Lк, – ширина – Bк, – высота – Hк, – диаметр – Dвш, dст – толщина стены, м, dкр – толщина крышки, м. Наружная поверхность автоклава, м2 F = 2·Fкр + Fбв, (31) Fкр – площадь крышки, м2, Fбв – площадь боковой поверхности, м2. 4. Рабочий объем автоклава, м2: Vк = 3, 14·L· 5. Суммарный объем бетона изделий, входящих в автоклав: Vбк = N1 · Vб. (33) 6. Суммарная масса бетона изделий, входящих в автоклав: Gбк = Vбк · rбс=Gб. · N1, (34) 7. Объем формы: Vф1 =Gф/rф. (35) 8. Суммарный объем форм изделий, находящихся в автоклаве: Vф = Vф1 · N1. (36) 9. Масса вагонеток, загружаем Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 527; Нарушение авторского права страницы
 , (7)
, (7) (9)
(9) , (10)
, (10) , (11)
, (11) , (12)
, (12) , (13)
, (13) (14)
(14) , (15)
, (15) . (16)
. (16) , (17)
, (17) (18)
(18)
 (19)
(19) (29)
(29) . (32)
. (32)