
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет структуры ремонтного цикла ⇐ ПредыдущаяСтр 3 из 3
В основу расчета должна быть положена наработка самой быстроизнашиваемой детали (tmin). Для определения возможного количества структур ремонтного цикла и видов ремонта используется выражение:
и его каноническое разложение вида:
Для проходческого комбайна КП-21: tб=8200; tmin=546; Hк=1900
т.е. y1=3; у2=5; a1= a2=1. где tб и tmin - наработка базовой и быстроизнашиваемой деталей, маш·ч; у1, у2…ук - ряд простых чисел (2, 3, 5, 7); а1, a2... ak - натуральные числа (показатели канонического разложения). Возможное число структур ремонтного цикла:
Максимальное число видов ремонта, не считая T1:
Матрица перестановок: число строк Nстр=2. Число столбцов k=2.
Определяются коэффициенты периодичности: gi=l; g2i= У1i; g3i = У1iУ2i; и т.д.
Периодичность выполнения каждого вида ремонта определяется путем умножения tmin на gi, после чего возможные структуры ремонтного цикла изображаются графически. Для всех возможных структур определяются затраты на обслуживание и ремонт с учетом убытков от простоев. За оптимальную принимается структура с минимальными удельными затратами. Определяем коэффициенты g,. Значения gi=l для всех 2 структур. Вычисленные значения g1; g2 и g3 приведены в табл. 6.3. Таблица 6.3
Умножением g1t; g2 и g3 на tmin=546 ч., получим продолжительность межремонтных периодов, приведенных в табл. 6.4, и число текущих ремонтов.
Таблица 6.4
Число ремонтов Т2 определится как частное от деления продолжительности ремонтного цикла (8190ч) на соответствующие межремонтные периоды минус 1 (капитальный ремонт).
Так для первой структуры получим:
Число ремонтов Т1 получаем, вычитая из общего числа ремонтов (12) суммарное количество ремонтов Т2 и К. Соответственно имеем для первой и последующих структур:
На основании данных табл. 6.4 изображаем графически структуры ремонтного цикла. Для обоснования выбора того или иного варианта устанавливается, какой из них обеспечивает минимальную трудоемкость.
Минимальная трудоемкость прослеживается во втором случае
К(Н) – 4Т1– Т2 – 4Т1 – Т2 – 4Т1– К
Рис.6.3 Структура ремонтного цикла комбайна КП-21
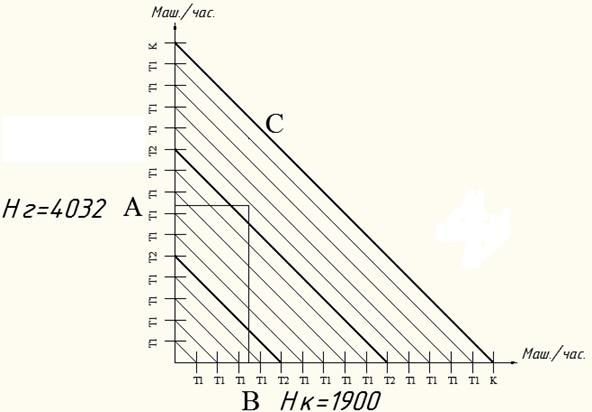
Расчет и построение годового графика ремонтов Число ремонтов в предстоящем календарном году можно определять аналитическим или графическим методами или методом номограмм. Аналитическим методом определяют число ремонтов по формулам
Следовательно, принимаем где Нг - планируемая годовая наработка машин
где N – число рабочих дней в году, n – количество смен в сутки, t – количество часов смене, Кг – коэффициент готовности.
Принимаем
Принимаем где NК и NТ - число капитальных и текущих ремонтов (Т1, Т2) в предстоящем календарном году; НГ – планируемая годовая наработка машины; К и Т – межремонтные сроки до капитального или текущего ремонта; НК и НТ – наработки машины от последнего ремонта.
Т1-Т2-4Т1-Т2
Рис. 6.4 Метод номограмм
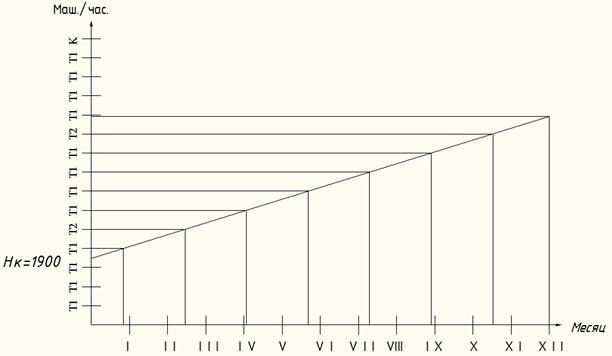
Графическим методом определяется как число ремонтов, так и сроки их проведения. Для построения графика на оси абсцисс откладывают календарное время в месяцах и днях, а на оси ординат – структуру ремонтного цикла для данной машины. Зная распределение плановой годовой выработки по месяцам, откладываем ее нарастающим итогом соответственно к концу месяца. Соединяя найденные точки, получаем интегральную линию. Для новой машины за начало отсчета для планируемых объемов работы принимают нулевую точку графика, а для машины, ранее эксплуатируемой, должен учитываться уже выполненный объем. Этот же график может быть использован для нескольких машин, для чего добавляют столько же шкал ординат.
Рис. 6.5. Графический метод
Таблица 6.5 Расчет количества запчастей Необходимое для бесперебойной работы в течение времени tc число деталей:
где
Kα =-1, 645 квантиль, соответствующий степени риска α.
При α =0, 05 можно принимать:
6.10 Технология ремонта тяги вала фрикциона редуктора конвейера проходческого комбайна КП21 [14] Основные дефекты тяги вала фрикциона редуктора конвейера проходческого комбайна КП21: износ шпоночного паза и резьбовой части.
Рекомендуется следующий способ восстановления:
1. Тщательно очистить деталь от ржавчины и грязи, и промыть очистительным средством. 2. Заплавить шпоночный паз при помощи ручной или полуавтоматической наплавки(по плоскости) электродами СМ-11 диаметром 6 мм. 3. Произвести наплавку резьбовой части тяги, используя автоматическую наплавку под слоем флюса(тел вращения), на длину участка 90 мм наплавочной проволокой Нп-30ХГСА диаметром 3 мм. 4. Проточить наплавленную поверхность на длине 110 мм до Ø 20. 5. Проточить наплавленную поверхность на длине 90 мм до Ø 19, 84. 6. Нарезать резьбу М20 на длину 90 мм. 7. Проточить новый шпоночный паз, смещенный на 180̊ от старого шпоночного паза, на длину 110 мм. 8. Фрезеровать торец размером 1, 5х45̊.
Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 1016; Нарушение авторского права страницы
 (6.1)
(6.1) (6.2)
(6.2)
 (6.3)
(6.3)
 (6.4)
(6.4) (т.е. Т2, Т3 и К)
(т.е. Т2, Т3 и К)


 (6.5)
(6.5)

 , поэтому строим структуру ремонтного цикла только для этой строки. Графическое отображение данной структуры ремонтного цикла представлено на рис.6.3.
, поэтому строим структуру ремонтного цикла только для этой строки. Графическое отображение данной структуры ремонтного цикла представлено на рис.6.3.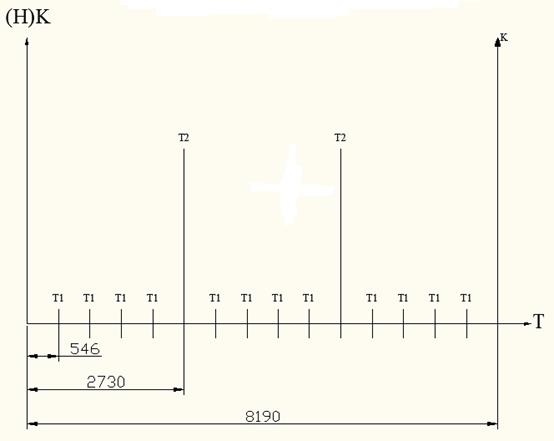
 (6.6)
(6.6) 0
0
 (6.7)
(6.7)
 (6.8)
(6.8) ;
;  1900
1900 (6.9)
(6.9)
 262
262 (6.10)
(6.10)

 (6.11)
(6.11)


 , (6.12)
, (6.12) среднее требуемое число деталей;
среднее требуемое число деталей; 
 - время работы в рассматриваемый период времени, ч;
- время работы в рассматриваемый период времени, ч;  коэффициент вариации срока службы одной детали
коэффициент вариации срока службы одной детали (6.13)
(6.13)
 =tmin- математическое ожидание срока службы одной детали, ч;
=tmin- математическое ожидание срока службы одной детали, ч;  (6.14)
(6.14)