|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Отклонение и допуски формы и расположения поверхностейСтр 1 из 2Следующая ⇒
Отклонение и допуски формы и расположения поверхностей Элементом в системе допусков формы и расположения поверхностей называется поверхность или линия, или точка. В соответствии с принятой терминологией для поверхностей, профилей и линий могут применяться обобщенные термины; - номинальный элемент; - реальный элемент; - базовый элемент; - прилегающий элемент; - средний элемент и т. п. Профиль – это линия пересечения под прямым углом поверхности с плоскостью или заданной поверхностью. Номинальная поверхность — идеальная поверхность с заданными номинальными размерами и номинальной формой. Номинальный профиль — это профиль номинальной поверхности. Реальна поверхность ограничивает тело и отделяет его от окружающей среды. Реальный профиль — профиль реальной поверхности.
а) Рисунок 1 — Прилегающая прямая (а) и прилегающие окружности (б, в)
Для контроля формы и расположения поверхностей используют прилегающие поверхности и профили. Прилегающей считается поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение. Прилегающая поверхность может быть плоской или цилиндрической. Прилегающий профиль — это профиль, имеющий форму номинального профиля, соприкасающийся с реальным профилем и расположенный вне материала детали так, чтобы отклонение от него наиболее удаленной точки реального профиля в пределах нормируемого участка имело минимальное значение. Прилегающие поверхности и профили соответствуют условиям сопряжения деталей при посадках с нулевым зазором.
Нормируемый участок. Отклонения и неровностеи формы и расположения невозможно рассматривать для большой поверхности. Поэтому введено понятие нормируемого участка. Нормируемый участок – это участок поверхности или линии, к которому относятся допуск формы, допуск расположения, суммарный допуск формы и расположения или соответствующие отклонения. Нормируемый участок должен быть задан размерами, определяющими его площадь, длину или угол сектора и расположение участка на элементе. Если расположение не задано, то участок может занимать любое положение в пределах всего элемента. Допуски формы, расположения, суммарный допуск формы и расположения или соответствующие отклонения могут относиться ко всей рассматриваемой поверхности или длине рассматриваемого элемента. База. В качестве базы может выступать прилегающая поверхность, плоскость, цилиндр. Прилегающие поверхности и линии имитируют сопрягаемые поверхности при посадках с нулевыми зазорами. В сечениях базой будет прилегающая линия, прямая, окружность. Базой называется элемент детали или сочетание элементов, по отношению к которым задается допуск расположения или суммарный допуск формы и расположения рассматриваемого элемента, а также определяется соответствующее отклонение,. Совокупность двух или трех баз, образующих систему координат, называется комплектом баз. Величины отклонений и неровностей определяются по направлению, перпендикулярному к базовой линии или поверхности. При этом максимальное расстояние от реальной поверхности до базового элемента должно быть наименьшим. Рассматриваемый и базовый элементы. В качестве рассматриваемого элемента может быть любой элемент детали — поверхность, линия, точка. Базовым элементом называют элемент номинальной формы, который служит основой для оценки отклонений формы реальной поверхности или реального профиля. Рис. 2.2. Основные методы контроля шероховатости поверхности Активный контроль позволяет увеличить производительность труда, уменьшить брак. Однако необходимо иметь в виду, что средства активного контроля целесообразно применять только в том случае, если исполнительные органы технологического оборудования могут воспринимать и осуществлять с заданной точностью принятые команды. Разработаны методы измерения и контроля шероховатости поверхности (рис. 2.2). Чаще всего шероховатость измеряют контактным методом, щуповыми приборами (профилометрами и профилографами) и бесконтактным — оптическими приборами (микроинтерферометрами, двойными микроскопами и др.). Например, в современном профилографе-профилометре (рис. 2.3) алмазная ощупывающая игла 1 с радиусом закругления 10 мкм закреплена на якоре 9 измерительного преобразователя. При перемещении преобразователя относительно исследуемой поверхности игла и якорь колеблются на опоре 8 относительно сдвоенного Ш-образного сердечника 4, на котором закреплены две катушки 3 преобразователя. Катушки включены в мостовую схему, которая питается от стабилизированного генератора 2. При колебаниях якоря изменяются воздушные зазоры между якорем и сердечником, индуктивности катушек и соответственно выходное напряжение мостовой схемы. Выходные сигналы с мостовой схемы, амплитуда которых пропорциональна высоте микронеровностей, а частота соответствует шагу микронеровностей, поступают на блок управления 5 и счетно-решающий блок 6, а затем на записывающее устройство 7. Числовые значения параметров шероховатости поверхности (Ra, Rz и др.) определяются при помощи пятиразрядного цифрового отсчетного устройства, расположенного на передней панели счетно-решающего блока. Записывающее устройство используют для записи профилограммы профиля поверхности.
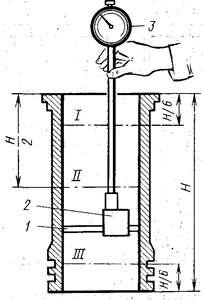
Рис. 2.3. Схема профилографа - профилометра модели 252 Рассмотрим технологию контроля некоторых специфических деталей. Контроль блока цилиндров двигателя. Основные дефекты — трещины и износ цилиндров определяют следующим образом (рис. 2.4): измеряют штангенциркулем диаметр верхнего неизнашивающегося пояска цилиндра; подбирают в соответствии с диаметром верхней кромки цилиндра сменный стержень / индикаторного нутромера, вставляют его в тройник 2 и закрепляют гайкой; устанавливают микрометр на размер, равный диаметру цилиндра по верхней кромке, плюс 1 мм; штифты индикаторного нутромера устанавливают между пяткой и шпинделем микрометра, закрепляют сменный стержень и подводят ноль шкалы к стрелке индикатора 3; измеряют цилиндр в плоскости, перпендикулярной оси коленчатого вала, в трех сечениях I, II и III, на расстояниях Н/6 и Н/2 (Н — высота гильзы); измеряют цилиндр в плоскости, параллельной оси коленчатого вала, в трех сечениях. Пользуясь приведенными ниже формулами, определяют диаметр цилиндра, износ его по сечениям, а также максимальную овальность и конусность цилиндра. Износы цилиндра в миллиметрах соответственно в плоскостях в перпендикулярной И1, и параллельной И11 оси коленчатого вала: И1=D1-D2 и И11=D11-D2, где D1 и D11 — диаметры цилиндра соответственно в плоскостях перпендикулярной и параллельной оси коленчатого вала и в соответствующих сечениях, мм; D2 — диаметр цилиндра по верхнему пояску, мм. Максимальная конусность в миллиметрах K=Dmax-Dmin где Dmax и Dmin — соответственно максимальный и минимальный диаметры цилиндра в одной плоскости, но в разных сечениях, мм. Максимальная овальность в миллиметрах О= Dmax-Dmin где Dmax и Dmin — соответственно максимальный и минимальный диаметры цилиндра в одном сечении, но в разных плоскостях, мм. Результаты замеров заносят в карту измерения и контроля блока цилиндров. Контроль коленчатых валов. Основные дефекты — погнутость, износ коренных и шатунных шеек, трещины. Погнутость коленчатого вала проверяют в центрах токарного (или специального) станка на биение индикатором часового типа, укрепленным на индикаторной стойке. Биение определяют по средней шейке коленчатого вала. Разность наибольшего и наименьшего отклонений стрелки за один оборот вала будет равна биению вала.
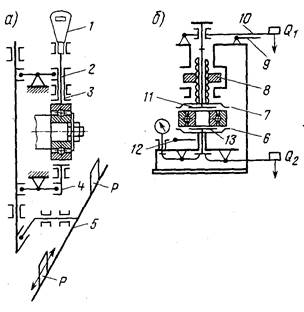
Рис 2, 4 Схема измерения диаметра гильзы цилиндра Овальность и конусность коренных и шатунных шеек коленчатого вала определяют замером в двух сечениях, отстоящих от галтелей на расстоянии 10 — 15 мм. В каждом поясе измеряют в двух перпендикулярных плоскостях: параллельной и перпендикулярной плоскости колена. Конусность определяют как разность наибольшего и наименьшего диаметров шейки, измеренных в двух сечениях и взаимно перпендикулярных плоскостях. Овальность определяют вычитанием из наибольшего диаметра шейки наименьшего, измеренных водном сечении, но в различных плоскостях. Результаты замеров каждой шейки заносят в карту измерения и контроля коленчатого вала. Шейки коленчатого вала измеряют микрометрами с пределами измерений 50, 75, 100 мм или рычажным микрометром со шкалой соответствующей точности. Трещины коленчатого вала выявляются внешним осмотром невооруженным глазом, при помощи простых луп и магнитного дефектоскопа. Контроль зубьев зубчатых колес. Основные дефекты — износ зубьев по толщине. Зубья замеряют по толщине штангензубомерами, шаблонами, тангенциальными зубомерами и оптическими приборами типа БП (большой проектор). Контроль шариковых подшипников. Основные дефекты — радиальные и осевые люфты. При проверке радиального зазора (люфта) (рис: 2.5, а)проверяемый шариковый подшипник внутренним кольцом устанавливают на оправку и зажимают гайкой. Сверху стержень 2 одним концом упирается в поверхность наружного кольца подшипника, а другим — в ножку миниметра 1. Снизу стержень 4 одним концом упирается в поверхность наружного кольца подшипника, а другим концом он связан с системой рычагов. Стержень 2 находится в трубке 3, а стержень 4 — в головке. Трубка 3 и стержень 4 при помощи рычагов соединены с линейкой 5, по которой передвигается груз Р. Если груз Р находится с правой стороны, трубка 3 давит на наружное кольцо подшипника сверху — кольцо перемещается вниз, в результате чего стержень 2 тоже перемещается вниз, и на миниметре 1 фиксируют показание стрелки. Если груз Р перемещается на левую сторону, то на наружное кольцо подшипника давит стержень 4 —кольцо перемещается вверх. Стержень 2 также перемещается вверх. Снова фиксируют показание миниметра. Разность между показаниями стрелки миниметра и будет радиальным зазором в проверяемом подшипнике.
Рис. 2.5. Приспособление для контроля зазоров шариковых подшипников При проверке осевого зазора (люфта)(рис. 2.5, б) проверяемый шариковый подшипник кладут на неподвижный диск 6, а затем при помощи подвижного диска 7 и гайки8зажимают наружное кольцо подшипника. Груз Q1 закрепленный на рычаге 10, давит сверху через шайбу 11 на торец внутреннего кольца подшипника. Груз Q2 передает усилие снизу через рычаг и шайбу 13 на торец внутреннего кольца подшипника. Усилие груза Q1, должно быть в 2 раза больше усилия груза Q2. Если один конец рычага 9 опустить, то второй его конец поднимет рычаг 10 и шайбу 11. В таком положении на внутреннее кольцо подшипника будет передаваться усилие только груза Q2, кольцо переместится вверх, и в этом положении необходимо зафиксировать показание индикатора. Если конец рычага 9 поднять до горизонтального положения, внутреннее кольцо подшипника опустится и на него будет действовать усилие Q1 – Q2. Перемещение кольца снова отразится на индикаторе, показание которого также необходимо зафиксировать. Разность между показаниями индикатора будет осевым зазором в проверяемом подшипнике. Внутреннее кольцо подшипника в процессе измерения можно поворачивать на незначительный угол рычагом 12. Шариковые подшипники проверяются и внешним осмотром. При этом выявляют такие дефекты, как цвета побежалости, появившиеся в результате перегрева подшипников; трещины на кольцах; отпечатки шариков на беговых дорожках; выкрашивание или шелушение поверхностей качения; повреждение сепаратора. Подшипники с такими дефектами бракуют. Контроль шлицевых валов. Основные дефекты: погнутость вала, износ мест под подшипники и износ шлицев по ширине. Биение (погнутость) вала проверяют в центрах станка или приспособления по неизношенной части шлицев индикатором часового типа. Места под подшипники замеряют микрометрами, штангенциркулями или предельными скобами, имеющими размеры, допустимые по техническим условиям. Если при измерении скоба пройдет по диаметру шейки, такой вал необходимо ремонтировать. Ширину шлицев замеряют штангенциркулем или шаблоном. Для обнаружения скрытых дефектов деталей, например внутренних трещин, раковин, непровара в сварочных швах, применяют ультразвуковой способ контроля. Привалочные поверхности головки и блока цилиндров контролируют на контрольной плите щупом или при помощи приспособлений.
Отклонение и допуски формы и расположения поверхностей Элементом в системе допусков формы и расположения поверхностей называется поверхность или линия, или точка. В соответствии с принятой терминологией для поверхностей, профилей и линий могут применяться обобщенные термины; - номинальный элемент; - реальный элемент; - базовый элемент; - прилегающий элемент; - средний элемент и т. п. Профиль – это линия пересечения под прямым углом поверхности с плоскостью или заданной поверхностью. Номинальная поверхность — идеальная поверхность с заданными номинальными размерами и номинальной формой. Номинальный профиль — это профиль номинальной поверхности. Реальна поверхность ограничивает тело и отделяет его от окружающей среды. Реальный профиль — профиль реальной поверхности.
а) Рисунок 1 — Прилегающая прямая (а) и прилегающие окружности (б, в)
Для контроля формы и расположения поверхностей используют прилегающие поверхности и профили. Прилегающей считается поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение. Прилегающая поверхность может быть плоской или цилиндрической. Прилегающий профиль — это профиль, имеющий форму номинального профиля, соприкасающийся с реальным профилем и расположенный вне материала детали так, чтобы отклонение от него наиболее удаленной точки реального профиля в пределах нормируемого участка имело минимальное значение. Прилегающие поверхности и профили соответствуют условиям сопряжения деталей при посадках с нулевым зазором.
Нормируемый участок. Отклонения и неровностеи формы и расположения невозможно рассматривать для большой поверхности. Поэтому введено понятие нормируемого участка. Нормируемый участок – это участок поверхности или линии, к которому относятся допуск формы, допуск расположения, суммарный допуск формы и расположения или соответствующие отклонения. Нормируемый участок должен быть задан размерами, определяющими его площадь, длину или угол сектора и расположение участка на элементе. Если расположение не задано, то участок может занимать любое положение в пределах всего элемента. Допуски формы, расположения, суммарный допуск формы и расположения или соответствующие отклонения могут относиться ко всей рассматриваемой поверхности или длине рассматриваемого элемента. База. В качестве базы может выступать прилегающая поверхность, плоскость, цилиндр. Прилегающие поверхности и линии имитируют сопрягаемые поверхности при посадках с нулевыми зазорами. В сечениях базой будет прилегающая линия, прямая, окружность. Базой называется элемент детали или сочетание элементов, по отношению к которым задается допуск расположения или суммарный допуск формы и расположения рассматриваемого элемента, а также определяется соответствующее отклонение,. Совокупность двух или трех баз, образующих систему координат, называется комплектом баз. Величины отклонений и неровностей определяются по направлению, перпендикулярному к базовой линии или поверхности. При этом максимальное расстояние от реальной поверхности до базового элемента должно быть наименьшим. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1077; Нарушение авторского права страницы
 б)
б)  в)
в)