|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Тема: «Определение основных направлений и факторов для повышения эффективности деятельности структурного подразделения предприятия» ⇐ ПредыдущаяСтр 4 из 4
1.1. Закрепить практически полученные теоретические знания по теме «Обеспечение экономической эффективности производства в рамках подразделения». 1.2. Научиться анализировать основные направления и факторы для повышения эффективности деятельности структурного подразделения предприятия. 1.3. Научиться разрабатывать по полученным от преподавателя данным план мероприятий по формированию и использованию резервов для повышения эффективности деятельности структурного подразделения предприятия. 2. Алгоритм выполнения практической работы: 1. Провести предварительную самостоятельную домашнюю работу по изучению основных направлений и выявлению факторов для повышения эффективности деятельности предприятия и его структурного подразделения. 2. Получить у преподавателя задание с соответствующими данными и разъяснения по форме и содержанию практической работы. 3. Методом мозгового штурма проработать в группах основные направления и факторы, которые определяют повышения эффективности деятельности предприятия и его структурного подразделения. 4. Проведение практических действий табличным способом для формирования направлений и факторов для повышения эффективности деятельности предприятия и его структурного подразделения, а также мероприятий для учёта и реализации этих факторов на показатели общей и сравнительной экономической эффективности. 5. Согласовать полученные результаты с преподавателем и получить разрешение на оформление отчёта по установленной форме 6. Оформить дома и представить отчёт в установленные сроки преподавателю на проверку. 7. Защитить отчёт и получить оценку.
3. Содержание и форма отчёта: ü Отчёт выполняется на листах формата А4 с оформлением текста по нормативным требованиям и в электронной форме в формате документа 1. Оформить титульный лист практической работы по установленной форме. 2. Оформить задание и базу данных, полученных от преподавателя для выполнения работы 3. Изложить краткие пояснения выбора направлений, основных факторов и мероприятий, которые определяют повышения эффективности деятельности предприятия и его структурного подразделения. 4. Оформить, по согласованным с преподавателем результатам, табличные данные основных направлений и факторов, которые определяют повышения эффективности деятельности предприятия и его структурного подразделения, а также мероприятий по их реализации.
Рекомендуемая форма и пример выявления направлений, факторов и мероприятий по повышению эффективности деятельности предприятия на календарный год:
5. Сделать выводы по результатам практической работы.
Критерии оценки практической работы №16 1. Работа считается выполненной и будет зачтена если: ü Оформлена пояснительная записка (отчёт) по требуемой форме и представлена преподавателю в установленные сроки. ü Содержание пояснительной записки полностью раскрывает поставленные цели и задачи. ü Содержание пояснительной записки соответствует заданному алгоритму выполнения практической работы. 2. При выполнении всех требований, преподаватель на титульном листе отчёта проставляет оценку или запись «зачтено», ставит свою подпись и дату.
ПМ 02. «Участие в организации производственной деятельности структурного подразделения» Специальность 15.02.08 «Технология машиностроения»
Лабораторная работа №1
Тема: «Определение технической характеристики автоматического вибрационного бункерного загрузочного устройства»
I. Цель работы 1. Изучить бункерное загрузочное устройство и принцип его работы. 2. Ознакомиться с применением бункерного загрузочного устройства в автоматических системах. 3. Ознакомиться с методами настройки бункерного загрузочного устройства на заданную производительность. 4. Освоить технику измерения параметров бункерного загрузочного устройства.
II. Общие сведения Тип иконструкция механизмов автоматического питания взначительной степени определяетсявидом заготовки. В этойсвязи различают следующие виды питания: 1. Из бунта (катушки) - для материалов в виде проволоки, ленты. Материал свернут в бунт и подается к месту обработки, сматываясь с катушки. Применяется при штамповке и на сварочных автоматах. 2. Прутковое питание с применением прутков различного сечения. Применяется в основном на токарных автоматах для изготовления различных деталей, например крепежных изделий. 3. Питание штучными заготовками. В зависимости от конструкции и размеров заготовки применяется магазинное, штабельное и бункерное питание. Магазинное и штабельное питание применяется для деталей сложной формы, автоматическая ориентация которых представляет технические трудности и экономически не обоснована. Укладка деталей в магазин или штабель производится вручную или с помощью механизмов. Для деталей сравнительно несложной формы применяют бункерные загрузочные устройства. Детали засылают навалом в специальную емкость - бункер, где их ориентация и подача к месту обработки осуществляется автоматически. Автоматическая ориентация сопряжена с техническими трудностями. Бункерное питание существенно повышает производительность, позволяет внедрить многостаночное обслуживание и создает предпосылки для построения автоматических линий. С точки зрения удобства и простоты управления и регулирования наиболее эффективным является применение вибрационных бункерных загрузочных устройств (ВБЗУ). ВБЗУ обладает рядом достоинств по сравнению с другими типами загрузочных устройств, основными из них являются: - простота конструкции; - отсутствие движущихся захватно-ориентирущих органов; - исключение возможности заклинивания заготовок; - удобство и простота управления и регулирования производительности.
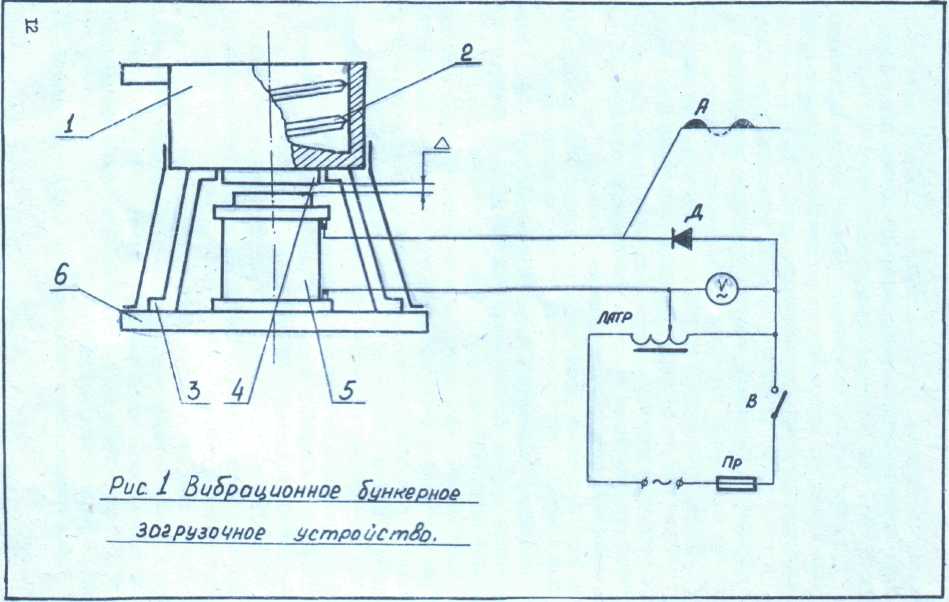
Постоянная равномерная скорость движения заготовок по лоткам бункера создает благоприятные условия для осуществления ориентации сложных заготовок внутри бункера. ВБЗУ бывают с прямолинейными и винтовыми лотками. Наибольшее распространение имеют механизмы с винтовыми лотками. Такие ВБЗУ состоят из чаши (бункера), по лотку которого движутся и в процессе движения ориентируются заготовки и привода. По типу привода различают ВБЗУ с электромагнитным, пневматическим, планетарным и другими приводами. В настоящее время в машиностроении чаще всего применяют ВБЗУ с электромагнитным приводом. Конструктивно такой механизм (рис. I) состоит из чаши I, по винтовому лотку 2 которой движутся и в процессе перемещения ориентируются заготовки. Привод ВБЗУ представляет собой электромагнит, якорь 4 которого крепится к днищу чаши, а катушка с сердечником 5 смонтирована на массивном основании 6.
Чаша закрепляется на 3-4 пружинах 3, нижние концы которых жестко закреплены на основании. Привод питается от сети переменного тока, а выпрямитель преобразует переменный ток в однополупериодный пульсирующий ток А. Пульсирующий ток поступает в катушку электромагнита 5, сердечник которой притягивает якорь 4, при этом чаша бункера несколько опускается вниз и, вследствие наклона пружин 3, одновременно поворачивается в сторону наклона пружин. При прекращении действия электрического тока пружины возвращаются в прежнее положение, заставляя чашу подняться и слегка повернуться в обратную сторону, т.е. чаша совершает колебания по спирали. Такое направление вибраций заставляет заготовки двигаться по дну бункера к его периферии и подниматься вверх по винтовому лотку, откуда правильно ориентированные заготовки попадают в приемное устройство станка, а неправильно ориентированные сбрасываются обратно в бункер с помощью направляющих щитков. ВБЗУ применяют для автоматической загрузки штучными заготовками металлорежущих, контрольных, сборочных и других технологических агрегатов. В ряде случаев вибрационные механизмы являются единственно возможным средством автоматической загрузки, например деталей часового, электронного производства, где заготовки весьма малы. В автоматических линиях ВБЗУ выполняют также функции бункера-накопителя, которой устанавливается между отдельными агрегатами и служит для повышения коэффициента использования автоматических линий. Имеются ВБЗУ, в которых винтовые лотки располагаются на наружной поверхности центральной трубы высотой до 3 м, а сам бункер находится внизу. Такие ВБЗУ называют виброподьемниками, они обеспечивают автоматическую подачу заготовок в рабочий орган агрегата, расположенного на определенной высоте. К технической характеристике вибрационного бункерного загрузочного устройства относится: 1. Производительность, шт/мин. 2.Режимы работы и пределы их регулирования для обеспечения оптимальной производительности.
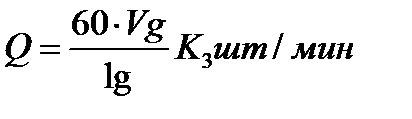
Производительность устройства определяется:
где: Vg-скорость движения деталей по лотку, мм/сек.; lg - длина транспортируемой детали, мм; K3 - коэффициент заполнения, учитывающий разрывы в потоке заготовок, движущихся по лотку, и принимается K3= 0, 4 + 0, 55.
Регулирование скорости движения деталей, необходимое для подбора оптимального режима ориентирования заготовок и оптимальной производительности, обеспечивается режимами работы, к которым относятся: 1. Напряжение питания (U), вольт. 2. Величина зазора между сердечником и якорем электромагнита привода (Δ ), мм. Для регулирования зазора Δ необходимо применение дополнительных устройств, усложняющих конструкцию, и поэтому наиболее часто регулирование скорости осуществляется изменением напряжения питания, а следовательно, и величины возмущающей силы с помощью реостата или автотрансформатора.
|
Последнее изменение этой страницы: 2017-03-17; Просмотров: 347; Нарушение авторского права страницы