
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Устройство ориентации деталей и их выдачи
1) Вибробункеры- устройства, позволяющие выделять и выдавать на позицию выгрузки детали по одиночке с ориентированными и взятыми из навала. Конический вибробункер удобнее, т.к. если попадет много деталей на одну ступеньку, они просто свалятся вниз, а в цилиндрическом могут застрять между 2-мя лотками. У конического – больше расстояние между деталями на выходе, но цилиндрический бункер изготовить проще. На вибробункерах устанавливаются средства ориентации деталей – ключи. 1. Ключ называется пассивным, если детали, которые не так сориентированы, упадут назад в бункер.
2. Ключ с активной ориентацией - где деталь занимает правильное положение в любом случае. 2) Питатели (механизмы питания) 3) Ориентация эл.маг. полем 2. Устр-во передачи деталей от станка к станку – транспортирующие механизмы, загрузчики. 1) Конвейеры (гл. образом шаговые)
2) Автооператоры Изобр. схемуоператора: 1.цанговый патрон станка 2. подводящий лоток (напр. от вибробункера) З. отсекатель (устр-во поштучной выдачи) 4.заталкиватель (устр-во подачи деталей в патрон станка) 5.отводящее устр-во (отводящий поток) 6. выталкиватель Изобр. схему промышленного робота:
2. датчик останова 3. площадка разгрузки 4. схват пром. робота 5. датчик Деталь имеет отв-е, робот должен найти это отв-е, схват начинает вращаться, пока датчик (5) не найдет это отв-е - тогда деталь будет сориентирована. З. Накопители 1) Межоперационные 2) Тупиковые 1. Накопитель расположен между 2-мя станками 2. Накопитель служит тогда, когда выходит из строя один из станков.
Накопитель цепного типа:
Где ВБ – вибробункер ПТ – приемная тара
32) Эксплуатация и ремонт металлообрабатывающих станков Эксплуатация станков представляет собой систему мероприятий, включающую транспортирование и монтаж станков, настройку и наладку оборудования, контроль геометрической и технологической точности, уход и обслуживание. Транспортирование станков необходимо осуществлять строго по инструкции, указанной в руководстве по эксплуатации. Перемещать станки по цеху можно только волоком на листе или на специальной тележке. Тяжёлые станки для удобства ремонта располагают в зоне подъёмно-транспортных средств. Станки нормальной точности, лёгкие и средние устанавливают на общее бетонное полотно цеха с тщательной выверкой положения уровнем. Точные и тяжёлые станки устанавливают на индивидуальные фундаменты. Если станки транспортируют в частично разобранном состоянии, то после установки их монтируют. Выполняют заземление, подводят электропитание и, если необходимо, соединяют коммуникации центральной подачи СОЖ, стружкоудаления, сети сжатого воздуха. Наладку и настройку станков производят так же в соответствии с руководством по эксплуатации. Наладка - это совокупность операций по подготовке и регулированию станка, включающих настройку кинематических цепей, установку и регулирование приспособлений, инструментов и т. д. Настройка - это регулирование параметров машины. Геометрическую точность станков проверяют в соответствии с ГОСТом. Суть проверки заключается в контроле точности взаимного расположения базовых поверхностей, траектории движения исполнительных органов. Технологическую точность, которая относится в большей степени к специальным станкам и ГПМ, контролируют перед началом эксплуатации оборудования. Для этого на станке обрабатывают партию деталей, измеряют их и с использованием математической статистики оценивают рассеяние размеров, вероятность выпадения размеров за пределы заданного допуска и другие показатели технологической точности. Уход и обслуживание включает чистку и смазывание, осмотр и контроль состояния механизмов и деталей, уход за гидросистемой, системами смазывания и подачи СОЖ, регулировку и устранение мелких неисправностей. Особенности эксплуатации станков обязательно в инструкциях по использованию. Соблюдение инструкций обеспечит длительную, бесперебойную работу оборудования. Постепенное изнашивание станков в процессе эксплуатации проявляется в снижении точности обработки, появлении повышенного шума, возникновении неполадок и отказов. Поддержать станки в работоспособном состоянии и восстановить утраченные в процессе эксплуатации технические показатели можно только при периодическом осмотре и ремонте. Ремонт по потребности (т. е. ремонт при остановах, обусловленной поломкой какой-либо из деталей механизмов) - устаревшая форма обслуживания. Недостатки её внезапность выхода оборудования из строя, приводящая к нарушению нормального хода производства и наносящая большой ущерб производству; Чрезмерный износ оборудования повышает стоимость ремонта и снижает его качество. На всех промышленных предприятиях нашей страны действует система планово-предупредительного ремонта. Эта система разработана в нашей стране и получила признание за рубежом. Сущность системы ППР оборудования заключается в том, что через определённое число обработанных часов каждого агрегата производят профилактические осмотры и различные виды плановых ремонтов этого агрегата. Основной задачей системы является удлинение межремонтного срока службы оборудования, снижение расходов на ремонт и повышение качества ремонта. Существует 3 вида ППР. 1. Метод послеосмотровых ремонтов (планирует не ремонты, а лишь периодические осмотры). 2. Метод периодических ремонтов (для каждого станка составляют план с указанием сроков и объема ремонтных работ). 3. Метод принудительных ремонтов (обязательный ремонт оборудования в установленные сроки).
Периодические осмотры проводят слесари-ремонтники согласно плану ремонта. При этом проверяют работу всех механизмов, производят их регулировку, выявляют состояние и степень износа узлов. Станки, работающие в условиях сильного загрязнения, промывают при частичной разборке. Станки повышенной точности проверяют на точность. При осмотре выявляют все дефекты и неисправности оборудования, но устраняют только такие, наличие которых не позволяет нормально эксплуатировать оборудование до ближайшего планового ремонта. Остальные дефекты подлежат устранению при ближайшем плановом ремонте. Осмотры производят, как правило, в нерабочее время. Периодический ремонт может быть: 1. Текущий - это минимальный по объему вид планового ремонта, при котором заменой или восстановлением небольшого числа изношенных деталей, срок службы которых равен межремонтному периоду или меньше его, и регулированием механизмов обеспечивается нормальная эксплуатация станка до очередного планового ремонта. При текущем ремонте производят очистку гидросистемы и смену масла. 2. Средний - это плановый ремонт, включающий операции текущего ремонта и дополнительные мероприятия по восстановлению предусмотренных ГОСТ или техническими условиями точности, мощности и производительности оборудования на срок очередного среднего или капитального ремонта. При среднем ремонте заменяют изношенные детали, срок службы которых равен или меньше межремонтного периода или периода между двумя средними ремонтами. При этом обязательно проводят проверку на точность. 3. Капитальный -это наибольший по объему вид планового ремонта, при котором производят полную разборку станка, ремонт базовых деталей (станин), замену и восстановление всех изношенных деталей и узлов в целях возвращения агрегату первоначальных точности, мощности и производительности. При капитальном ремонте, как правило, производят модернизацию оборудования. Из капитального и среднего ремонта оборудование принимает представитель ОТК.
В настоящее время в связи с повышением долговечности станков намечается переход к двувидовой системе ремонта, включающий текущий и капитальный ремонты. Кроме периодических плановых ремонтов может быть неплановый ремонт, который не предусмотрен графиком и вызван аварией оборудования. При хорошо организованной на предприятиях системе ППР внеплановые ремонты, как правило, не должны иметь места. 33) Классификация приспособлений и области их применения Станочные приспособления — наиболее распространенный вид технологической оснастки. Приспособления предназначаются для установки и закрепления обрабатываемых деталей, правильной ориентации их относительно инструмента и рабочих органов станка и для обеспечения нужного направления режущим инструментам. Станочные приспособления подразделяются по трем основным признакам:
По степени специализации приспособления можно разделить на следующие группы:
Универсальные и универсально-сборные приспособления применяются обычно при единичном и мелкосерийном производстве, а универсально-наладочные и специальные - при серийном, крупносерийном и массовом производстве. По типу станков (по назначению) приспособления делятся на токарные, фрезерные, сверлильные и т.д. По степени механизации приспособления различают с ручным зажимом и с механическим; последние могут иметь управление ручное, полуавтоматическое и автоматическое. Приводы механизированных приспособлений подразделяются по источнику энергии, примененному для их действия, на пружинные, механические, пневматические, гидравлические, электромеханические, магнитные, центробежно-инерционные и смешанные (пружинно-пневматические, пружинно-гидравлические и т. п.). При разработке конструкций приспособлений должны соблюдаться правила выбора баз, обеспечиваться точное и стабильное взаимное положение детали и инструмента при обработке, удобство установки, снятия и контроля деталей, свободное удаление стружки, постоянство зажимного усилия и приложение его в местах, не приводящих к деформации детали, жесткое крепление детали при обработке и условия, обеспечивающие безопасность работы и сохранность поверхности детали. Все станочные приспособления основываются на использовании типовых элементов, которые можно разделить на следующие группы: · установочные элементы, определяющие положение детали в приспособлении; · зажимные элементы — устройства и механизмы для крепления деталей или подвижных частей приспособлений; · элементы для направления режущего инструмента и контроля его положения; · силовые устройства для приведения в действие зажимных элементов (механические, электрические, пневматические, гидравлические); · корпуса приспособлений, на которых крепятся все остальные элементы; · вспомогательные элементы, служащие для изменения положения детали в приспособлении относительно инструмента, для соединения между собой элементов приспособлений и регулирования их взаимного положения. 34) Методика проектирования приспособлений Процесс проектирования приспособлений представляет собой цепь последовательных этапов, осуществляемых конструктором от начала получения задания до выдачи готовых чертежей. Методика проектирования приспособления состоит из проектной (расчетной) и конструкторской части. В расчетной части выполняются следующие этапы: 1. Сбор исходных данных в которые входят операционный эскиз на выполняемую операцию со схемой базирования, данные о материале заготовки, режущем инструменте, режимах резания, сведения о рабочем органе станка, на который монтируется проектируемое приспособление. В задании указывается также тип приспособления согласно принятой классификации. 2. Расчет сил резания. 3. Выбор схемы закрепления заготовки и расчет усилия зажима. 4. Выбор конструкции и расчет зажимного механизма. 5. Выбор конструкции и расчет силового привода. 6. Разработка конструкции корпуса. 7. Разработка вспомогательных элементов. 8. Расчет погрешности установки заготовки в приспособление (выполняется после разработки рабочего чертежа заготовки). Конструкторская часть включает разработку рабочего чертежа приспособления, которая начинается с вычерчивания в тонких линиях контура закрепленнойзаготовки. Контур заготовки обычно выполняется в двух или трех проекциях с разнесением их на расстояния, достаточные для изображения всех элементов приспособления. Затем последовательно к изображенному контуру заготовки подчерчиваются установочные элементы, детали зажимного механизма и ситового привода, корпус приспособления, элементы для направления режущего инструмента (для сверлильных приспособлений) и вспомогательные элементы приспособления.
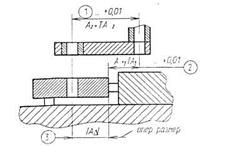
Рис. 1.70 Размеры первой группы
Общий вид приспособления обычно вычерчивается в натуральную величину (масштаб 1: 1) в полном соответствии с требованиями ЕСКД. На чертеже приспособления проставляются размеры, которые по точности исполнения можно разделить на три группы. 1 2 - размеры приспособления, относящиеся к 1 -и группе; 3 - обрабатываемый размер заготовки; Допуски на данные размеры определяют из условия обеспечения заданной погрешности установки заготовки путем решения размерных цепей. 1 К первой группе относятся те размеры приспособлений, от точности исполнения которых зависит точность обрабатываемого размера заготовки. Например, расстояние между осями кондукторных втулок влияет на точность координат просверленных отверстий, точность расположения рабочих поверхностей сменных кулачков токарного патрона относительно оси его вращения влияет на величину соосности базовой и обрабатываемой поверхностей заготовки и т.д. 2 Ко второй группе относятся размеры, несвязанные с точностью обрабатываемых размеров заготовки, но влияющие на работоспособность отдельных механизмов приспособления ( например, размеры сопряжений зажимного механизма, силового привода и т.д.). Точность этих размеров назначают исходя из необходимости обеспечения нормальной работы механизмов приспособления в пределах 6, 7, 8 квалитетов. 3. К третьей группе относятся настроечные, габаритные и справочные размеры. Точность их оговаривается в технических условиях и назначается в пределах 14... 17 квалитетов, кроме настроечных. На последнем этапе проектирования разрабатываются технические требования на сборку и отладку приспособления. Слова " технические требования" пишутся в том случае, если на чертеже общего вида дается техническая характеристика приспособления. Последовательность назначения этапов технических требований следующая: 1. Погрешности формы и расположения установочных элементов, элементов зажимного механизма, силового привода, элементов для направления инструмента, опорной поверхности и базирующих элементов корпуса приспособления и т.д. (например, не параллельность пов. Б относительно опорной поверхности корпуса С не более 0.01 мм и т.д.) 2. Требования, предъявляемые к рабочей среде, силовому цилиндру к сборке шлангов и трубопроводов (напр.. "...Рабочий цилиндр испытать давлением 10МПа в течении 20 мин. Утечка масла в соединениях и трубопроводах не допускается" и т.д.) 3. Технические требования на сборку и наладку вспомогательных элементов приспособления (напр., регулировка усилия пружины, установка средств автоматики и др.). 4. Требования на маркировку, окраску и транспортировку приспособления (например, " приспособление окрасить в синий цвет по ГОСТ..., за исключением поверхностей К, М и Р" ) После разработки общего вида приспособления конструктор составляет спецификацию и приступает к выполнению рабочих чертежей детали. 35) Установка деталей в приспособлениях 36) Приспособления для сборки и контроля Контрольные приспособления Контроль качества изделий очень важен в современном машиностроении. Применение универсальных измерительных инструментов и калибров малопроизводительно, и не всегда обеспечивает нужную точность и удобство контроля, а в условиях поточно-автоматизированного производства вообще неприемлемо. Контрольные приспособления применяют для проверки заготовок, деталей и узлов машины. Погрешность измерения в зависимости от назначения изделия допускают в пределах 8 · погрешностью схемы измерения; · погрешностью установки контролируемого изделия; · погрешностью настройки приспособления по эталону, износу деталей приспособления, а также колебаниями температуры. На выбор схемы измерения большое влияние оказывает заданная производительность контроля. При 100% проверки деталей в поточном производстве время контроля не должно превышать темпа работы поточной линии. Типы контрольных приспособлений Для проверки небольших и средних деталей применяют стационарные контрольные приспособления, а для крупных – переносные. Наряду с одномерными находят широкое применение многомерные приспособления, где за одну установку проверяют несколько параметров. Контрольные приспособления делят на пассивные и активные. Пассивные применяют после выполнения операций обработки. Активные устанавливают на станках, они контролируют детали в процессе обработки, давая сигнал на органы станка или рабочему на прекращение обработки или изменение условий ее выполнения при появлении брака. Контрольное приспособление состоит из установочных, зажимных, измерительных и вспомогательных элементов, смонтированных на корпусе приспособления. На установочные элементы (опоры) ставят проверяемую деталь своими измерительными базами для проведения контроля. Для установки применяют постоянные опоры со сферическими и плоскими головками, опорные пластины, а также специальные детали (секторы, кольца и т. д.) в зависимости от конфигурации детали. Опоры со сферическими головками применяют для установки деталей на необработанные базы; с гладкой поверхностью – на обработанные базы. Призмы используют для установки деталей на внешние цилиндрические поверхности. Для проверки деталей на радиальное или осевое биение применяют установку на одно или два соосных цилиндрических отверстия. Часто детали для проверки устанавливают на конические кольца или разжимные оправки. Кроме того применяют различные сочетания элементарных поверхностей в качестве установочных баз (плоскость - наружная цилиндрическая поверхность, плоскость – отверстия и т. д.) В контрольных приспособлениях применяют ручные зажимные устройства (рычажные, пружинные, винтовые, эксцентриковые), также устройства с приводом (пневмозажимы). Часто применяют комбинированные зажимные устройства. Измерительные устройства контрольных приспособлений делятся на предельные (бесшкальные) и отсчетные (шкальные). Особую группу составляют устройства, работающие по принципу нормальных калибров. Предельные измерительные устройства не дают численного значения измеряемых величин, а все проверяемые изделия делят на три категории: годные, брак по переходу за нижнюю границу допуска и брак по переходу за верхнюю границу допуска. В качестве простейших устройств применяют встроенные в контрольные приспособления жестко закрепленные или выдвижные предельные элементы (скобы, пробки, щупы т. д.). Широкое применение получили электроконтактные датчики: их применяют в контрольно-сортировочных автоматах. В качестве отсчетных измерителей используют индикаторы с рычажной или зубчатой передачами ( до 0, 001 мм), а также пневматические микромеры (до 0, 2 мм). Вспомогательные устройства контрольных приспособлений имеют различное целевое назначение это различные поворотные устройства, ползуны, подъемные устройства, выталкиватели. Корпусы контрольных приспособлений выполняют в виде массивной жесткой плиты или корпусной детали. Изготавливают из СЧ 12 или СЧ 15. Сборочные приспособления Назначение: приспособления используют при узловой и общей сборке изделий. Они обеспечивают высокую производительность и удобство сборки, точную, быструю установку и закрепление сопрягаемых изделий. По степени специализации сборочные приспособления разделяют на универсальные и специальные. Универсальные применяют в единичном и мелкосерийном производстве. К ним относятся плиты, сборочные балки, призмы, угольники, домкраты и различные вспомогательные детали и устройства (подкладки, клинья, винтовые прихваты и т. д.). Плиты и балки служат для установки, выверки и закрепления собираемых машин или их узлов. На их поверхности выполняются Т-образные пазы. Призмы и угольники служат для установки и закрепления узлов или базовых деталей. На их установочных поверхностях выполняют сквозные продолговатые окна для крепежных болтов. Домкраты служат для выверки и поддержки тяжелых деталей и узлов. Специальные сборочные приспособления применяют в серийном и массовом производстве. По назначению различают два основных типа специальных приспособлений. К первому типу относятся приспособления для неподвижной установки и закрепления базовых деталей и узлов. Приспособления этого типа обеспечивают необходимую устойчивость детали в процессе сборки и повышают производительность труда, так как рабочие освобождаются от необходимости удерживать объект сборки руками. Ко второму типу специальных приспособлений относятся приспособления для точной и быстрой установки соединяемых деталей и частей изделий (для пайки, клепки, склепывания, развальцовки, посадки с натягом и т. д.). Кроме выше перечисленных типов сборочных приспособлений в машиностроении используют приспособления для предварительного деформирования собираемых упругих элементов (пружин, рессор, разрезных колец и т. д.). Элементы сборочных приспособлений Специальные сборочные приспособления состоят из корпуса и смонтированных на его основе установочных элементов и зажимных устройств. Установочные элементы такие же, как и у станочных приспособлений. Зажимными устройствами фиксируют полученное при установке положение собираемых деталей и обеспечивают их устойчивость при сборке. Зажимные механизмы здесь такие же как и в станочных приспособлениях. Вспомогательные устройства: поворотные и делительные механизмы, фиксаторы, выталкиватели и др. 37) Резцы Резе́ ц (англ. tool bit) — режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
По виду обработки[править | править вики-текст] По применяемости на станках резцы разделяются на · токарные · строгальные · долбежные Резец, снимающий стружку при прямолинейном взаимном перемещении резца и материала, называется строгальным (при горизонтальном резании) или долбежным (при вертикальном). Характер работы строгального и долбежного резцов одинаков и отличается от работы токарных резцов, где резание непрерывно. Как при строгании, так и при долблении резец режет только при рабочем ходе. В то же время в моменты начала и конца каждого хода возникают толчки, вредно влияющие на работу этих резцов. Токарные резцы[править | править вики-текст] · проходные — для протачивания заготовок вдоль оси её вращения. · подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания. · отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др. · расточные — для растачивания отверстий. · фасочные — для снятия фасок. · фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность. · прорезные (канавочные) — для образования канавок на наружных и внутренних цилиндрических поверхностях. · резьбонарезные — для нарезания резьб. Строгальные и долбежные резцы[править | править вики-текст] · проходные — для строгания верхней поверхности обрабатываемой детали; · боковые — подрезные для строгания детали с боков; · отрезные и прорезные — для разрезания детали и прорезания канавок; · долбяки — долбёжные резцы для долбления внутренних шпоночных пазов в отверстиях или внутренних шлицов;
38) Инструменты для обработки отверстий На сверлильных станках обрабатывают отверстия: сквозные, глухие, конические, резьбовые, ступенчатые, крепежные, точные. Для обработки используются следующие инструменты: сверла, зенкеры, развертки. Сверло представляет собой режущий инструмент для обработки отверстий в сплошном материале или для рассверливания отверстий при 2-х одновременно происходящих движениях: вращении сверла вокруг его оси и поступательном движении подачи вдоль оси инструмента. Сверла изготавливают аз быстрорежущей стали марок Р18, Р12, Р6МЗ, P9IC5 и др.
1.Спиральные сверла - наиболее широко распространены в промышленности и используются при сверлении отверстий диаметром до 80 мм с точностью обработки по ] 1-12-му квалитетам. Сверла с d< 16мм изготавливают цилиндрическими, а с d > 16 мм -коническими. Используются при сверлении глубоких отверстий.
2. Перовые сверла - применяются при обработке твердых поковок, а также ступенчатых и фасонных отверстий.
3. Шнековые сверла. Предназначены дня обработки глубоких отверстий (l-40d). Они имеют большой угол завивки спирали ω 60°
4. Кольцевые сверла - представляют собой полый цилиндр на торце которого закреплены режущие зубья z=3-12. Служат дня кольцевого сверления.
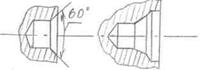
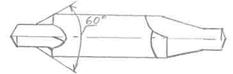
5. Центровочные сверла - предназначены для обработки центровых отверстий. Центровые отверстия
Центровочные сверла бывают простые и, комбинированные. Простые отличаются от обычных спиральных сверл только меньшей длиной рабочей части, т.к. ими сверлят отверстия небольшой длины. Комбинированные предназначены для одновременной обработки как цилиндрической, так и конической поверхностей центрового отверстия.
6. Твердосплавные сверла - используются при сверлении чугуна, цветных металлов, стекла, гранита, пластмасс; оснащены пластинками твердого сплава марок ВК6, ВК8, Т5К12В; имеют повышенную стоимость, склонны к выкрашиванию из-за их недостаточной прочности и жесткости.
7. Зенкеры - применяются для увеличения диаметров 1шлиндрических отверстий, с целью повышения их точности и чистоты поверхности получения отверстий заданного профита, а также для обработки торцевых поверхностей. а) цилиндрические - для расширения на 1-8 мм цилиндрических отверстий; б) с направляющей цапфой - для обработки углублений под головки винтов; в) торцевые - для зачистки торцевых плоскостей; г) конические (зенковки) - для обработки конических углублений, снятия фасок.
Для совмещения операций или переходов при обработке ступенчатых отверстий применяют всевозможные комбинированные инструменты. Они представляют собой комбинации 2-х и более сверл, сверла и зенкера, 2-х зенкеров, зенкера и развертки, 2-х разверток. Для растачивания отверстий на горизонтальных и вертикальных расточных станках используются расточные резцовые блоки (м.б. цельные, составные, сборные). 39) Фрезы
Фреза представляет собой исходное тело вращения, которое в процессе обработки касается поверхности детали, и на поверхности которого образованы режущие зубья. Форма исходного тела вращения зависит от формы обработанной поверхности и расположения оси фрезы относительно детали. Меняя положение оси инструмента относительно обработанной поверхности, можно спроектировать различные типы фрез, предназначенных для изготовления заданной детали. Цилиндрические фрезы применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы могут быть с прямыми и винтовыми зубьями. Фрезы с винтовыми зубьями работают плавно; они широко применяются на производстве. Фрезы с прямыми зубьями используются лишь для обработки узких плоскостей, где преимущества фрез с винтовым зубом не оказывают большого влияния на процесс резания. Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска, так как угол контакта с заготовкой у торцовых фрез не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы. Торцовая фреза может быть более массивной и жесткой, по сравнению с цилиндрическими фрезами, что дает возможность удобно размещать и надежно закреплять режущие элементы и оснащать их твердыми сплавами. Торцовое фрезерование обеспечивает обычно большую производительность, чем цилиндрическое. Поэтому в настоящее время большинство работ по фрезерованию плоскостей выполняется торцовыми фрезами. Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании лазов и канавок. Пазовые дисковые фрезы имеют зубья только на цилиндрической поверхности и предназначены для обработки относительно неглубоких пазов. Для уменьшения трения по торцам на пазовых фрезах предусматривается вспомогательный угол в плане порядка 30', т. е. толщина фрезы делается на периферии больше, чем в центральной части у ступицы. Важным элементом пазовой фрезы является ее толщина, которая выполняется с допуском 0, 04—0, 05 мм. По мере стачивания зубьев, в результате поднутрения, толщина фрезы уменьшается. Однако это не имеет практического значения, так как величина уменьшения невелика. Дисковые двухсторонние и трехсторонние фрезы имеют зубья, расположенные не только на цилиндрической поверхности, но и на одном или обоих торцах. Главные режущие кромки располагаются на цилиндре. Боковые режущие кромки, расположенные на торцах, принимают незначительное участие в резании и являются вспомогательными. Для прорезания узких пазов и шлицев на деталях, а также разрезания материалов применяются топкие дисковые фрезы, которые называют пилами. У таких фрез поочередно то с одного, то с другого торца затачиваются фаски под углом 45*. Фаска срезает обычно 1/5—1/3 длины режущей кромки. Поэтому каждый зуб срезает стружку, ширина которой меньше ширины прорезаемого паза. Это позволяет более свободно размещаться стружке во впадине зуба и улучшает ее отвод. При ширине среза, равной ширине паза, торцы стружки соприкасаются с боковыми сторонами прорезаемого паза, что затрудняет свободное завивание и размещение стружки во впадине зуба и может привести к заклиниванию зубьев и поломке фрезы. Угловые фрезы используются при фрезеровании угловых пазов и наклонных плоскостей. Одноугловые фрезы имеют режущие кромки, расположенные на конической поверхности и торце. Двухугловые фрезы имеют режущие кромки, расположенные на двух смежных конических поверхностях. Угловые фрезы находят широкое применение в инструментальном производстве для фрезерования стружечных канавок различных инструментов. |
Последнее изменение этой страницы: 2017-05-11; Просмотров: 1385; Нарушение авторского права страницы


 1. конвейер
1. конвейер

 30% поля допуска на контролируемый объект. Общая (суммарная) погрешность измерения определяется рядом ее составляющих:
30% поля допуска на контролируемый объект. Общая (суммарная) погрешность измерения определяется рядом ее составляющих: 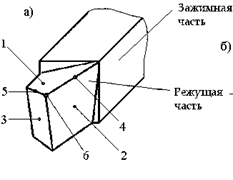





 8. Развертки - многозубые инструменты дня получения отверстий с повышенной чистотой и точностью 7-8 квалитета. По форме обрабатываемого отверстия: цилиндрические и конические: по способу примеие1шя: машинные и ручные.
8. Развертки - многозубые инструменты дня получения отверстий с повышенной чистотой и точностью 7-8 квалитета. По форме обрабатываемого отверстия: цилиндрические и конические: по способу примеие1шя: машинные и ручные. Фрезерование является одним из наиболее распространенных методов обработки. По уровню производительности фрезерование превосходит строгание и в условиях крупносерийного производства уступает лишь наружному протягиванию. Кинематика процесса фрезерования характеризуется быстрым вращением инструмента вокруг его оси и медленным движением подачи. Движение подачи при фрезеровании может быть прямолинейно-поступательным, вращательным, либо винтовым. При прямолинейном движении подачи фрезами производится обработка всевозможных цилиндрических поверхностей: плоскостей, всевозможных пазов и канавок, фасонных цилиндрических поверхностей (рис. 1).
Фрезерование является одним из наиболее распространенных методов обработки. По уровню производительности фрезерование превосходит строгание и в условиях крупносерийного производства уступает лишь наружному протягиванию. Кинематика процесса фрезерования характеризуется быстрым вращением инструмента вокруг его оси и медленным движением подачи. Движение подачи при фрезеровании может быть прямолинейно-поступательным, вращательным, либо винтовым. При прямолинейном движении подачи фрезами производится обработка всевозможных цилиндрических поверхностей: плоскостей, всевозможных пазов и канавок, фасонных цилиндрических поверхностей (рис. 1).