
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Устройства для удаления стружки
При обработке материалов резанием часть материала заго-товки превращается в стружку; эта часть составляет в среднем 15–25% общего веса металла. Стружку, к-рая скапливается у станков, в обычных усло-виях убирают вручную при помощи лопаты и тачки. Такой метод уборки стружки недопустим в АЛ, где д/б предус-мотрены устр-ва как для стружкозавивания или дробления стружки, так и автоматически действующие конвейеры для ее уборки. Оставаясь в отверстиях после сверления, при нарезании резьбы стружка вызывает поломку метчиков и т. п. Для предотвращения поломки инструментов стружку выдува-ют из отверстий сжатым воздухом или высыпают с помо-щью специальных встряхивающих устройств. Для облег-чения отвода стружки из рабочей зоны суппортам придают вертикальное или наклонное положение, а в станинах делают окна и каналы для удобного отвода ее. Для удаления стружки от станков применяют конвейеры с непрерывным замкнутым движением несущих рабочих органов, транспортеры с возвратно-поступательным движением несущего органа и транспортеры с винтовой рабочей поверхностью. К конвейерам с непрерывным замкнутым движением несущих рабочих органов, состоящих из рабочей и холостой ветвей,. относятся ленточные конвейеры со стальной и прорезиненной. лентой, пластинчатые, коробчатые, скребковые и др. Они широко применяются, особенно в линиях из агрегатных. «-» таких конвейеров явл-ся большие габаритные размеры, конвейеры часто забиваются стружкой и выходят из строя. К транспортерам с возвратно-поступательным движением несущего органа относятся ершовые, скребковые, вибрационные и др. Они менее громоздки, но их нельзя изготовлять большой длины. Недостатком их является наличие инерционных нагрузок, вызывающих повышен-ный износ механизмов. Лучшим из этих конструкций является вибрационный транспортер, получивший в последнее время значительное распространение. Транспортеры с винтовой рабочей поверхностью (шнековые) имеют большое распространение; они просты и надежны в работе. Основным узлом их явл-ся винт (шнек) изготовленный из стальной трубы с наваренными витками из прочной стали. Тип транспортера выбирается в зависимости от вида линии, материала обрабатываемой детали, величины припуска на обработку и других условий.
52) Автоматизация контроля изделий на станках и автоматических линиях При изготовлении деталей массового или серийного производства широко используются контрольные и контрольно-сортировочные автоматы, к-рые разбраковывают детали на годные и бракованные. Они применяются для классификации бракованных деталей по верхнему и нижнему пределам, на исправимый и неисправимый брак, для предупреждения брака и для сортировки изделий по группам в зависимости от размера. Автоматы, как правило, состоят из загрузочного устройства, измерительной системы(станции), транспортирующего, сортировочного и запоминающего устройств. Измерительные станции служат для получения информации о контролируемом изделии и формирования сигнала в форму, удобную для дальнейшего преобразования и передачи. Транспортирующие устройства должны иметь простую кинематическую схему, состоящую из малого числа звеньев, и обеспечивать высокую производительность. Сортировочные устройства служат для разводки деталей по сортировочным отсекам. Они должны быть удобны для наладки, а также для разводки деталей по бункерам. Запоминающие устройства служат для сохранения и передачи информации о номере сортировочных групп, зафиксированной датчиком. Они должны быть просты в обращении и должен быть обеспечен доступ ко всем их элементам. В условиях ГАП для обеспечения надежного функционирования системы машин, входящих в состав ГАП, необходимо обеспечить автоматический контроль и диагностирование состояния всех звеньев этой системы от режимов работы технологического оборудования до правильности выполнения всех программ в вычислительной сети системы управления, к-рые осуществляются в реальном времени производственного цикла. Техническими средствами контроля в ГАП являются: - измерительные преобразователи(датчики)-средство измерений, предназначенное для выработки сигнала измерительной информации в форме, удобной для передачи, дальнейшего преобразования, обработки и хранения, но не поддающейся непосредственному восприятию наблюдателем; - АЦП и процессоры электрических сигналов, к-рые обеспечивают преобразование аналоговых сигналов, поступающих с измерительных преобразователей, в эквивалентные значения цифрового кода для последующей обработки и завершения операций контроля) - сенсорные подсистемы технического зрения, позволяющие оценивать обстановку в рабочей зоне и состояние объекта. - автоматические тестеры-авт-е контрольно-измерительные комплексы различных сложности и назначения, в к-рых основной метод контроля состоит в подаче с помощью внешней ЭВМ тестирующих воздействий с последовательным контролем (путем сравнения с заранее заданным результатом) ответных реакций контролируемого объекта; - КИМ - представляют собой управляемые от ЭВМ комплексы, производящие высокоточные измерения в процессе обработки деталей(узлов) и позволяющие исключить ручной труд на контрольных операциях в механообрабатывающих производствах. Они позволяют измерять различные корпусные детали, валы, рычаги, втулки и др. изделия, поверхности к-рых образуют плоскости, цилиндры, конусы, сферы. Т.о. выполнение ф-ий контроля в условиях ГАП требует использования новых «интеллектуальных» средств, реализующих не только ф-ии непосредственного измерения или восприятия уровня сигналов для сравнения (контроль), но и другую важную ф-ю управления оценку состояния объекта. 53) Методы автоматизированного проектирования технологических процессов Различают два основных метода проектирования технологических процессов: 1. Метод адресации к унифицированным (типовым или групповым) технологическим процессам. 2. Метод синтеза технологических процессов. 3. Поиск детали аналога и заимствование процесса на деталь-аналог Метод адресации - это метод основанный на использовании метода групповой обработки деталей и организации группового производства. Для этого метода характерна высокая типизация решений. Предельная типизация решений достигается при использовании типовых ТП. Разновидностью метода адресации является метод, основанный на заимствовании существующих ТП на основе поиска деталей - аналогов. Общая схема проектирования методом адресации может быть показана следующим образом:
где Д - модель детали; КД - модель комплексной детали; УТП - унифицированный технологический процесс; РП - рабочий ТП. Модель k - ой комплексной детали - это описание множества деталей, которые можно обработать на k-м УТП. 1 этап проектирования - предназначен для поиска ( адресации ) комплексной детали. Результатом выполнения этого этапа является номер выбранной комплексной детали.
2 этап проектирования - предназначен выборки из базы данных модели унифицированного технологического процесса для найденной комплексной детали. 3 этап проектирования - предназначен для настройки унифицированного технологического процесса на обработку заданной детали. На этом этапе модель УТП преобразуется в модель рабочего технологического процесса, по которому будет обработана заданная деталь.
Метод синтеза является универсальным методом, предназначенным для проектирования технологических процессов на детали и сборочные единицы для любых изделий.
В основе метода лежит положение о том, что процесс проектирования технологических процессов является много уровневым и итерационным. Наиболее общие решения принимаются на первом уровне. Далее происходит оценка и отбор полученных вариантов по какому либо критерию. Полученные варианты участвуют в принятии решения на втором уровне и так далее. При уточнении ранее принятых решений может оказаться, что эти не могут быть использованы, поэтому необходим возврат к предшествующим уровням, т. е. возникает обратная связь, необходимая для осуществления итерационных процессов.
Проектирование ТП на основе заимствования технологии детали-аналога. В этом методе в первую очередь выполняют поиск детали-аналога.* Поиск детали-аналога можно осуществить 2 способами: 1. В ручную ( по децимальному номеру в архиве ); 2. На ЭВМ с помощью информационно-поисковой системы (ИПС). Поиск на ЭВМ может осуществляться по общим характеристикам детали; например: габариты (длина, диаметр, ширина), форма по коду ЕСКД. Необходимо чтобы все детали были закодированы и занесены в базу данных. Но на большинстве предприятий нет баз данных с характеристиками деталей. Накопление БД будет происходить постепенно. Чем полнее будет база данных, тем выше вероятность нахождения поиска детали- аналога.Количество деталей в базе может достигать сотни тысяч. Трудоемкость создания такой базы зависит от полноты информации о детали, которая заносится в базу данных. Наиболее просто заполнить БД только по общим характеристикам. Результаты поиска будут возможно не совсем точным, т. е. могут выбраться детали не очень подобные, но зато сам поиск будет идти достаточно быстро. Если выполнять полное кодирование деталей, то поиск будет выполняться более точно, однако трудоемкость заполнения такой базы данных будет весьма высокой. Если найдены детали-аналоги, то технология их изготовления не всегда может подойти для заданной детали: Во-первых, деталь-аналог может иметь устаревшую технологию ее изготовления. В технологическом процессе может использоваться технологическое оснащение, которое уже отсутствует на предприятии. Во-вторых, если партии детали-аналога и проектируемой детали сильно отличаются, то найденный процесс трудно будет заимствовать Если процесс найден и может быть использован, то целесообразно вернутся к САПР ТП, в которой используется метод адресации и отредактировать найденный ТП применительно к заданной детали. Совместное использование методов. Так как каждый метод имеет свои ограничения, то целесообразно использовать их совместно. Методы проектирования целесообразно использовать в следующей последовательности:
Если при проектировании методом адресации не удалось спроектировать ТП, то необходимо переходить к методу синтеза. Если технолога постигла неудача при использовании метода синтеза ТП, то целесообразно осуществить поиск детали-аналога и постараться заимствовать технологический процесс на деталь-аналог. Если процесс найден и может быть использован, то целесообразно вернутся к САПР ТП, в которой используется метод адресации и отредактировать найденный ТП применительно к заданной детали. 54) Системы классификации и кодирования в САПР Имеются разные с/мы классификации: они осущ идентификацию всех объектов проектирования. Сущ. 3 осн. группы: 1) основанная на конструкторских хар-ках объектов; 2) осн на технологических хар-ках объектов; 3) комплексные с/мы клас-ии. Конструкторские хар-ки: -функциональное назн-е объекта; -хар-ки формы объекта; основные размерные хар-ки объекта (практически во всех СКК -габариты или соотношение р-ров: длины вала к его Ø ). В России введен классификатор ЕСКД. Технологические хар-ки: -основные р-рные хар-ки или их соотношения; -материал (чаще всего группа материалов); -вид детали по технологическому методу изг-я (питьем, штамповкой, мех. обр-кой и т. д.); -хар-ки точности (квалитет, степень точности); -качество поверхностного слоя; -масса. В России введен технологич. классификатор деталей машиностр-я и приборостр-я. 3 основные задачи классификации: 1. Унификация и стандартизация машиностр-го пр-ва; 2. Применение кодов при автоматизированном проектировании конструкций; 3. Обеспечение обмена конструкторской, технологической и др. информацией. Структура обозначения по классификатору ЕСКД по ГОСТ 2201-80: хххх хххххх ххх: первые 4 - код организации разработчика, вторые 6 - код классификационной хар-ки по ЕСКД, последние 3 - порядковый регистрационный номер. Принцип обозначения кода заключается в фильтрации. Структура кода классификационной хар-ки ЕСКД: хх х х х х: первые 2 - класс, 1-подкласс, 1-группа, 1-подгруппа. 1-вид. Существует 76 классов. Для машиностр-я исп. 6 классов. Детали машиностр-я - классы 71-76. Каждый класс делится на 10 подклассов, каждый подкласс- на 10 групп и т. д. 71-72 -детали тела вр-я, 73-74-детали не тела вр-я, 75 - детали тела и не тела вр-я, 76 - детали оснастки и инструментов. В наст время разработана с/ма автоматизированной классификации. Классификатор ЕСКД удовлетворяет полностью только лишь при поиске конструкторских решений, и он недостаточен для подходящих технологических решений. Классификатор ЕСКД был дополнен технологическим классификатором (ТК). Он включает 14 знаков: хххххх хххххххх: первые 6 - код основных признаков, вторые 8 - код, характеризующий вид детали по технологическому методу изг-я. Код основных (характеристик) признаков имеет следующую стр-ру: ххх хх х первые 3 - размерная хар-ка, вторые 2 - группа материалов, последний 1 - вид детали по технологическому методу изг-я. Последний символ определяет зн-е последующих 8 символов. Стр-ра дополнительного кода для деталей, изготовленных мех обработкой: хх хх х х х х: первые 2 - вид исходной заготовки, вторые 2 - квалитет, третий 1 - параметр (класс) шероховатости, 1 - степень точности, 1 - вид доп обр-ки, 1 - хар-ка массы. Полный конструкторский технологический код включает 27 знаков. Основное достоинство такого кодирования в том, что каждая деталь будет иметь свой оригинальный код. 55) Компоненты САПР Для реализации компьютерно-ориентированного подхода к проектированию и производству, описанному в главе 1, нужно специальное аппаратное и программное обеспечение. Ключевым аспектом является интерактивное управление формой, поэтому неудивительно, что аппаратное и программное обеспечение для интерактивного манипулирования формами относится к числу основных компонентов, составляющих системы CAD/CAM/CAE. Графические устройства и периферийные устройства ввода-вывода вместе с обычным вычислительным модулем составляют аппаратное обеспечение систем CAD/CAM/CAE (рис. 2.1). Ключевыми программными компонентами являются пакеты, манипулирующие формами или анализирующие их под управлением пользователя в двух или в трех измерениях, одновременно обновляя базу данных. В последующих разделах эти аппаратные и программные компоненты рассматриваются подробно.
56) Автоматизированное проектирование технологических процессов методом адресации Метод адресации основан на использовании готовых, разработанных ранее технологических процессов для создания новых ТП путем их модификации. Единичный ТП – ТП изготовления или ремонта изделия одного наименования, типоразмера и исполнения. Типовой ТП – ТП изготовления группы изделий с общими конструктивными признаками. Групповой ТП – ТП изготовления группы изделий с общими технологическими признаками. Унифицированный ТП – ТП, относящийся к группе изделий, характеризующийся общностью конструктивных и технологических признаков (типовой или групповой).
- создание базы данных индивидуальных и унифицированных ТП; - выбор из базы данных подходящих индивидуальных или унифицированных ТП и формирование на их основе проектируемых ТП. Укрупненный алгоритм разработки ТП методом адресации представлен на рис. На этапе создания базы данных выполняются следующие действия: - изделия группируются по конструкторско-технологическим признакам (с помощью систем классификации и кодирования ЕСКД и «Технологического классификатора деталей машиностроения и приборостроения); - для каждой группы разрабатывается комплексное изделие, конструкция которого должна содержать все элементы изделий группы, подлежащие обработке. Комплексное изделие может быть одним из изделий группы или искусственно созданным изделием (условным); - для комплексного изделия разрабатывается унифицированный (например, групповой или типовой) ТП; - унифицированные ТП заносятся в базу данных САПР ТП. На этапе формирования разрабатываемых ТП: - осуществляется классификация и кодирование изделия по конструкторско-технологическим признакам; - с помощью полученного кода (адреса) осуществляется поиск и извлечение из базы данных индивидуального или унифицированного (если отсутствует индивидуальный) ТП;
Использование метода полного заимствования возможно в том случае, когда искомый ТП является единичным, то есть разработан ранее и хранится в базе
Метод заимствования с параметрической настройкой заключается в поиске разработанного ранее технологического процесса с дальнейшим изменением (редактированием) его параметров (размерных, моделей оборудования, инструментов, приспособлений и др.). При этом структура заимствованного ТП (состав и последовательность операций и переходов) остается неизменной. Метод заимствования со структурной и параметрической настройкой предполагает нахождение унифицированного технологического процесса с дальнейшим изменением его структуры и настройкой его параметров. Причем при редактировании структуры ТП возможно лишь исключение элементов ТП (операций и переходов) без их перестановки. Для реализации метода адресации необходимо иметь развитую информационно-поисковую систему, поисковые описания в которой основываются на системе классификации и кодирования изделий и технологических процессов. 57) Автоматизированное проектирование технологических процессов методом синтеза При проектировании методом синтеза отсутствуют разработанные ранее ТП (индивидуальные или унифицированные). Использование этого метода предполагает синтез ТП из отдельных составляющих – фрагментов и элементов ТП. Метод синтеза с использованием фрагментов унифицированных ТП (аналогов) основан на формировании нового индивидуального ТП из структурных фрагментов ТП-аналогов. При этом ни один ТП-аналог не может быть единственным прототипом проектируемого ТП. Сущность метода состоит в том, что в ТП-аналогах выделяют такие части (фрагменты), которые можно использовать в проектируемом ТП. Причем каждый фрагмент должен состоять из непрерывающейся последовательности элементов ТП-аналога и содержать не менее двух элементов. Например, если ТП-аналог включает операции: ТП=(О1, О2, О3, О4, О5, О6, О7), где Оi-операция, то: О2, О3, О4 и О4, О5-фрагменты, но О2, О4, О5-не фрагмент, т.к. прерывается последовательность операций. Правила объединения фрагментов, чаще всего, основаны на совпадении первого элементов фрагментов. Например, фрагмент Фl присоединяет фрагмент Фm, если последний элемент фрагмента Фl совпадает с первым элементом фрагмента Фm. Очевидно, что в базе данных ТП таких фрагментов для каждого случая может быть несколько. Поэтому в системе автоматизированного проектирования должна быть поисковая процедура, обеспечивающая ранжирование фрагментов по степени близости к исходному ТП.
Метод синтеза без аналогов основан на использовании логических правил и аналитических зависимостей между данными об изделии и возможными составами технологических процессов его изготовления, установленными в процессе создания САПР. Исходными данными при этом являются характеристики из рабочего чертежа изделия. Этот метод позволяет максимально автоматизировать процесс проектирования ТП, однако, в связи со сложностью формализации, используется только для узко специализированных областей.
58) Системы автоматизированной подготовки программ для оборудования с ЧПУ Управляющая программа для оборудования с ЧПУ (станка, робота и др.) – это совокупность команд, созданных на специальном языке программирования, обеспечивающих заданный алгоритм функционирования рабочих органов оборудования. Подготовка программ - трудоемкий процесс, требующий переработки большого объема геометрической и технологической информации. Поэтому с целью повышения производительности и уменьшения трудоемкости этого процесса разработаны системы автоматизированной подготовки программ (САП). Структурная схема САП представлена на рис. Исходная информация, используемая при подготовке программы для станка с ЧПУ, выбирается из чертежа детали и из технологического процесса ее изготовления. Для ввода исходной информации на естественном и удобном для разработчика языке используются специализированные языки, в которых информация представляется в упорядоченной словарной, табличной или графической форме. Препроцессор - это программа, которая служит для преобразования исходной информации, записанной на специализированном (удобном для разработчика программы) языке, в данные на универсальном входном языке, пригодные для обработки ЭВМ с помощью программы «процессор». Процессор - это программа, которая непосредственно осуществляет разработку программы для станка с ЧПУ на промежуточном языке CLDATA (специальный унифицированный международный язык для обмена информацией в САП). В процессоре определяются проходы, выполняется вычисление траектории перемещения инструментов, расчет режимов резания. В процессоре формируются расчетно-технологические карты (карты наладки станка и инструмента). Результаты работы процессора – последовательность и условия движения инструментов относительно детали – передаются в постпроцессор на промежуточном языке CLDATA (catter logation data – данные о перемещении инструмента). Процессоры разрабатываются на отдельные группы технологического оборудования, например, для токарных, фрезерных и др. станков. В постпроцессоре осуществляется преобразование программы в коды команд заданной системы ЧПУ, то есть для каждой системы команд ЧПУ должна быть своя конкретная программа-постпроцессор. Основные функции постпроцессора: преобразование системы координат детали, в которой рассчитаны процессором или заданы в исходной информации движения инструментов, в систему координат данного станка, формирование элементарных перемещений с учетом динамики станка, перевод скоростей движения и подач в частоты вращения и подачи данного станка, кодирование и запись управляющей программы на программоноситель. Сопроводительная документация, выдаваемая постпроцессором, содержит распечатку УП и расчетно-технологическую карту, в которой приводятся траектории движения инструментов и сведения, необходимые для организации и нормирования работы станка с ЧПУ (время работы инструментов, время работы станка и др.)
- подготовка исходных данных из рабочего чертежа детали и технологического процесса ее изготовления; - ввод информации на входном языке; - разработка управляющей программы с помощью САП; - контроль траектории на экране дисплея (или на графопостроителе); - если есть ошибки – коррекция программы и повторная разработка; - если ошибок нет – контроль на оборудовании с ЧПУ; - вывод необходимой документации.
САП классифицируются по назначению (проблемной ориентации), характеру структуры, форме представления исходной информации и режиму ее обработки, уровню автоматизации. Назначение САП определяется конструктивно-технологическими признаками обрабатываемых деталей и технологической группой станков. По этому признаку САП классифицируются по следующим признакам: 1. Плоская обработка контуров и плоскостей, параллельных координатным плоскостям, на станках фрезерной группы, на электроэррозионных станках и на газорезательных машинах с 2 или 2, 5 (т.е. позиционирование по 3-ей координате) – координатной обработкой с позиционным или контурным управлением; 2. Объемная обработка контуров и плоскостей на станках фрезерной группы с трех- и более координатным управлением; 3. Обработка тел вращения со ступенчатым и криволинейным профилем на станках токарной группы; 4. Обработка отверстий на сверлильных станках с позиционным управлением; 5. Комплексная обработка корпусных деталей на сверлильно-расточных станках и обрабатывающих центрах. По характеру структуры САП подразделяются: 1. Специализированные – разрабатываются для отдельных групп деталей, обрабатываемых на уникальных станках; 2. Универсальные – предназначены для большой номенклатуры деталей, обрабатываемых на станках с ЧПУ определенной технологической группы; 3. Комплексные – объединяют ряд специализированных и специальных САП, базирующихся на едином входном языке. По форме представления исходной информации САП: 1. С табличной записью; 2. С записью данных свободным текстом; 3. С записью данных в упорядоченной словарной форме; 4. С использованием графической формы записи исходной информации. По уровню автоматизации САП: 5. С низким уровнем – решаются, в основном, геометрические задачи автоматизации определения координат опорных точек траектории инструмента; 6. Со средним уровнем – дополнительно решены технологические задачи автоматизации выбора последовательности переходов. 7. С высоким уровнем автоматизации – дополнительно решены задачи автоматизации элементов переходов (проходов) и проектирования инструментальных наладок. 59) Системы автоматизированного управления проектами PDM-системы помогают упорядочить коллективную работу с конструкторско-технологической документацией, касающейся производства изделий, что позволяет хранить, обрабатывать и сопровождать информацию, содержащую необходимый комплекс данных об изделиях, изготавливаемых на предприятии. Это дает возможность одновременной работы всего коллектива разработчиков, руководителей и вспомогательных служб над проектом в период разработки, внедрения и производства изделий. В основе архитектуры таких систем лежит спецификация - основной конструкторский документ, несущий информацию о составе изделия. Спецификация изделия определяет иерархические, количественные и иные взаимосвязи между объектами производства (деталями, сборочными единицами, стандартными изделиями и т.д.) и состоит из объектов спецификации, сгруппированных по разделам, имеющим следующие заголовки: документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие изделия, материалы, комплекты. Причем в каждом разделе должны быть резервные строки для внесения изменений. В САПР текстовая часть может заполняться с использованием шаблонов заполнения. Различают 2 вида спецификаций: не связанные со сборочным чертежом и чертежами деталей и связанные. В связанных спецификациях изменения объектов на чертежах (позиции, обозначения, наименования и др.) приводят к автоматическому соответствующему изменению содержания спецификаций и, наоборот, изменение содержания спецификаций автоматически изменяет соответствующую информацию об объектах на чертежах. Связанные спецификации создаются 2 способами: 1. Объекты спецификации создаются в сборочном чертеже, после чего к нему подключается спецификация и эти объекты передаются в спецификацию. Строки спецификации могу заполняться вручную, или путем подключения чертежей деталей. 2. Создаются объекты в спецификации, которая подключается к сборочному чертежу и каждый объект спецификации подключается к соответствующей сборочной единице или к детали. Ключевым объектом представления информации в системе является элемент. Элемент - единица описания информации об изделии, что может входить в один из разделов спецификации. Элемент имеет следующие признаки: обозначение, наименование, формат, раздел спецификации, в который он будет включаться (документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие изделия, материалы, комплекты). Элементы связаны в иерархию состава, то есть определенные типы элементов (сборочные единицы, комплекты, комплексы) могут состоять из неограниченного количества других элементов. Причем, информация об элементах не дублируется, а связывается отношениями типа " состав-применяемость". Кроме формальных параметров описания элемента, необходимых для формирования спецификации, каждый элемент может иметь неограниченное количество документов. Документ - файл определенного типа, относящийся к определенному элементу. К каждому элементу можно " привязать" любое количество документов различных типов (чертежей, моделей изделий и технологических процессов, программ для оборудования с ЧПУ, результатов расчетных задач, фрагментов чертежей, фотографий и рисунков) в любом графическом формате. Кроме документов, каждый элемент может иметь набор атрибутов. Атрибут - это характеристика элемента, которая не обязательна для формирования спецификации, но содержит необходимую дополнительную конструкторскую, технологическую, экономическую или иную информацию об элементе, например: масса, материал, маршрут прохождения, нормы расхода материалов, исполнитель, цена, себестоимость и др., причем для каждого элемента может быть определено любое количество атрибутов. Совместная работа в PDM может вестись с учетом разделения доступа, когда каждый элемент системы имеет набор прав на просмотр и изменение для определенного круга работников: администраторов, операторов и обычных пользователей. Администраторы - круг лиц, определяющих общие вопросы функционирования системы: список проектов, список пользователей системы, набор возможных атрибутов и т.п. Администраторы имеют неограниченные права для доступа ко всей информации. Операторы - круг лиц, осуществляющих ведение серийных проектов, они имеют неограниченные права к проектируемым и серийным элементам, но не могут определять привилегии для обычных пользователей. Обычные пользователи - это конструкторы, технологи, работники вспомогательных служб, то есть непосредственные исполнители работ по проектированию и сопровождению изделий. Они имеют права, определенные администратором. Для каждого пользователя определяется набор привилегий: просмотр информации (запрещено вносить изменения), полный доступ - пользователь может вносить изменения в информацию, администрирование (пользователь имеет полный доступ к информации и, кроме того, может назначать привилегии другим пользователям). При создании системы управления проектом изделия в PDM вводится информация по каждому элементу изделия и к каждому элементу подключаются требуемые документы и атрибуты. После этого возможно выполнение следующих основных режимов: показать состав, редактировать данные состава, найти элемент, сформировать выборку, создавать и редактировать документы и атрибуты, определять применяемость, создавать отчеты, создавать и редактировать извещения. В режиме " показать состав" область элементов отображает состав текущей сборочной единицы. В режиме " редактировать данные" можно изменить все данные об элементе (кроме типа). Можно создать копию элемента, удалить его, вырезать из состава, вставить в состав, взять состав из другой сборки. В режиме " быстрый поиск" осуществляется нахождение элементов по обозначению или наименованию. Выборки представляют собой наборы элементов, определенные условиями, аналогичными тем, которые пользователь задает при выполнении поиска. Можно формировать выборки по обозначению, наименованию, набору значений атрибутов. В режиме управления документами возможно создания нового документа для активного элемента, просмотр, редактирование создание копий документов, переименование и удаление их. В режиме управление атрибутами возможно создание, удаление, копирование, вставка атрибутов, изменение их значений, а также создание карточек ввода, позволяющих удобно вводить комплексы атрибутов. В режиме управления элементами списка применяемости в специальной области отображается список элементов (с указанием позиции, обозначения, наименования, количества), в которых применяется текущий элемент. В режиме формирования отчетов возможно автоматизированное создание спецификаций элементов, ведомостей спецификаций, ведомостей покупных изделий. 60) Структура интегрированного ГАП |
Последнее изменение этой страницы: 2017-05-11; Просмотров: 1500; Нарушение авторского права страницы


 Этот метод основан на принципе унификации изделий и ТП их изготовления. При этом состав и структура разрабатываемого ТП определяется на базе унифицированного ТП последовательным уточнением решений. Поэтому использование таких САПР ТП включает два основных этапа:
Этот метод основан на принципе унификации изделий и ТП их изготовления. При этом состав и структура разрабатываемого ТП определяется на базе унифицированного ТП последовательным уточнением решений. Поэтому использование таких САПР ТП включает два основных этапа: 
 - осуществляется модификация (редактирование) унифицированного ТП, в результате чего разрабатывается проектируемый ТП.
- осуществляется модификация (редактирование) унифицированного ТП, в результате чего разрабатывается проектируемый ТП.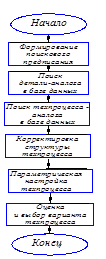 Использование метода полного заимствования возможно в том случае, когда искомый ТП является единичным, то есть разработан ранее и хранится в базе данных. Задача заключается только лишь в нахождении его, что осуществляется с помощью поискового предписания - кода детали, для изготовления которой разрабатывается ТП. Код детали присваивается с помощью системы классификации и кодирования деталей. Блок-схема алгоритма этого метода представлена на рис.
Использование метода полного заимствования возможно в том случае, когда искомый ТП является единичным, то есть разработан ранее и хранится в базе данных. Задача заключается только лишь в нахождении его, что осуществляется с помощью поискового предписания - кода детали, для изготовления которой разрабатывается ТП. Код детали присваивается с помощью системы классификации и кодирования деталей. Блок-схема алгоритма этого метода представлена на рис. Метод синтеза с использованием элементов ТП основан на том, что элементы технологических процессов получены на этапе унификации ТП и хранятся в базе данных " Унифицированные элементы ТП". В процессе проектирования технолог с помощью информационно-поисковой системы отыскивает в базе данных подходящие элементы ТП и формирует из них проектируемый ТП.
Метод синтеза с использованием элементов ТП основан на том, что элементы технологических процессов получены на этапе унификации ТП и хранятся в базе данных " Унифицированные элементы ТП". В процессе проектирования технолог с помощью информационно-поисковой системы отыскивает в базе данных подходящие элементы ТП и формирует из них проектируемый ТП.

 Автоматизированная подготовка программ с помощью САП осуществляется в следующей последовательности (рис.):
Автоматизированная подготовка программ с помощью САП осуществляется в следующей последовательности (рис.):