|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Методы защиты от коррозии ⇐ ПредыдущаяСтр 4 из 4
Многообразие процессов электрохимической коррозии и условий ее проявления обусловили широкий диапазон способов защиты от этого явления. Многое зависит от конструкции изделия. Конструктор-проектировщик первым должен предусмотреть защиту от коррозии. Он должен рационально подобрать материалы и так спроектировать конструкцию, чтобы максимально ограничить влияние неизбежных анодных областей и появление таких областей в ходе эксплуатации. Методы защиты от коррозии можно объединить в следующие группы: 1) нанесение защитных покрытий и пленок; 2) изменение электрохимического потенциала защищаемого материала но отношению к среде на границе фаз; 3) модификация коррозионной среды. Борьба с коррозией с применением защитных покрытий является наиболее распространенным способом. Его эффективность зависит не только от выбора подходящего покрытия, но и от соответствующей обработки поверхности материала. Она должна быть очищена от органических загрязнений, таких как масла и смазки, а также ржавчины, окалины и т. п. В связи с этим подготовка поверхности состоит в мытье и обезжиривании, а также механической очистке шлифованием, полированием, очистке щетками или дробеструйной обработке. Чистую поверхность металла получают также химическим или электролитическим травлением в растворах кислот. В качестве защитных применяют металлические и неметаллические покрытия. Металлические покрытия могут быть выполнены из металла более или менее благородного, чем подложка. В связи с этим они делятся на две группы: катодные и анодные покрытия. К катодным покрытиям относятся те покрытия, электрохимический потенциал которых в данных условиях больший, чем у защищаемого металла. На алюминий почти всегда наносят катодные покрытия. Покрытия из благородных металлов на стали имеют такой же характер. Катодные покрытия защищают металл только благодаря его изоляции от атакующей среды. Поэтому свою роль они выполняют только при наличии полной сплошности. Если в катодном покрытии образуется щель, то в условиях коррозии она становится катодом, а открытая часть защищаемого металла — анодным элементом. Анодная поверхность при этом значительно меньше, чем катодная. Электрохимическое разрушение металла концентрируется на небольшой поверхности. Учитывая опасности, кроющиеся в возможных не-сплошностях катодных покрытий, их делают сравнительно большой толщины. Схематически этот вид разрушения показан на рис. .2, а. Анодные покрытия - это покрытия, выполненные из металла, у которого электродный потенциал меньше, чем у защищаемого металла. Для железа, работающего в малокислых или нейтральных растворах, анодными покрытиями являются цинк, алюминий. Защитные свойства анодных покрытий состоят не только в механической изоляции металла от коррозионной среды. Они заключаются еще и в электрохимическом воздействии. В случае нарушения покрытия и образования коррозионного элемента, защищаемый металл, являюхцийся катодом, не разрушается. Небольшие несплошности в анодных покрытиях не опасны (рис. 2, б). Металлические покрытия наносят электроосаждением, погружением в расплавленные металлы, металлизацией напылением, химическим осаждением солей, диффузией и т. д. В последнее время все большее распространение получает нанесение покрытий в вакууме. В этом случае покрытия получают испарением металлов в вакууме с последующей конденсацией паров на защищаемой поверхности. Этим способом производят алюминирование, кадмирование и цинкование в вакууме стальных деталей. Неметаллические покрытия применяются в случае возникновения химической реакции металла в соответствующих средах. К ним, в частности, относят оксидные алюминиевые покрытия, полученные в ходе специального электролитического процесса. Фосфатные покрытия применяются в большинстве случаев с дополнительными защитными средами, как, например, краски, лаки и т. п. Фосфатирование стали состоит в погружении изделия в разбавленный раствор фосфорной кислоты и кислых фосфатов цинка или магния. В результате реакции образуется нерастворимый фосфат железа, который в ходе процесса плотно покрывает поверхность металла. К этой же группе относят керамические покрытия и стекловидные эмали. Эти покрытия достаточно стойки к воздействию минеральных и органических кислот. Их недостатком является повышенная хрупкость и низкая стойкость в условиях резких перепадов температуры. К органическим покрытиям относятся разнообразные лакокрасочные материалы. Знание механизма коррозии позволило создать методы коррозионной защиты путем наложения на металл такого потенциала, при котором он становится термодинамически устойчивым. К таким методам относятся катодная защита и уменьшение агрессивности среды, окружающей металлоконструкцию. Катодная защита состоит в присоединении к защищаемой конструкции анода протектора с более отрицательным электрохимическим потенциалом. Протектор (от лат. “protector” - покровитель, защитник) и служит таким анодом, препятствующим разрушению защищаемого сплава; сам протектор при коррозии постепенно разрушается. Протектором может являться любой металл, имеющий по отношению к данному сплаву более отрицательный потенциал. Однако разница в потенциалах не должна быть слишком большой, чтобы при электрохимическом процессе не происходило быстрого разрушения протектора.
Протекторы представляют собой обычно небольшие пластинки, присоединяемые к защищаемой детали заклепками или болтами. Катодную или протекторную защиту широко применяют при защите от морской и подземной коррозии металлоконструкций,
Рис. 12. Примеры катодной защиты стали: а катод - сталь, анод - Zn или Mg; б - защита присоединением к источнику постоянного тока; 6 - протекторная защита корпуса корабля коммуникаций, трубопроводов, сосудов и т. д. В качестве анодов-протекторов для защиты стальных изделий обычно применяют сплавы магния или цинка. Защита может также осуществляться присоединением защищаемого металла к отрицательному полюсу постоянного тока. На рис. 12 приведены примеры катодной защиты. Для уменьшения агрессивности окружающей среды в нее вводят добавки, называемые ингибиторами коррозии, которые или способствуют пассивации металла, или значительно снижают скорость коррозии металлов. Условием использования ингибиторов является эксплуатация изделия в замкнутой среде постоянного состава. Различают анодные и катодные ингибиторы. В качестве анодных ингибиторов коррозии используют различные вещества, образующие нерастворимые соединения на анодных участках. Одним из таких пассиваторов является хромпик К2Сг207, вводимый в количестве 2-3 г/л в раствор охлаждающей жидкости. Катодные ингибиторы тормозят катодный процесс. К их числу относятся различные травильные присадки, добавляемые в количестве 1-2 % в кислоты для снятия окалины без разрушения основного металла. Летучие ингибиторы, такие как нитрат натрия NaN02, применяют для пропитки бумаги, в которую заворачивают детали, подлежащие хранению или транспортировке. Испаряясь, они насыщают окружающее детали пространство, создавая защитную газовую среду. Летучие ингибиторы отличаются высокой эффективностью. Стальные изделия, завернутые в бумагу, обработанную NaN02, в условиях относительной влажности 85 % не ржавеют в течение 5 лет. Преимуществом летучих ингибиторов является отказ от применения защитных покрытий, удобство расконсервации и постоянная готовность деталей к немедленному использованию без дополнительной обработки. Коррозионностойкие стали
Для защиты от коррозии широко применяется явление пассивации. Пассивность — это состояние повышенной коррозионной устойчивости металлов и сплавов, вызванное преимущественным торможением анодных процессов. Пассивное состояние возникает при образовании тонких прочных и непрерывных оксидных пленок, равномерно покрывающих поверхность материала. Переход от активного состояния к пассивному связан с ростом электродного потенциала. Устойчивость против коррозии повышается при введении в состав стали хрома, алюминия, кремния. Эти элементы образуют непрерывную прочную оксидную пленку и повышают электродный потенциал, т. е. увеличивают электроположительность стали. Алюминий и кремний повышают хрупкость стали и применяются реже хрома. Тамман предположил, что молярное содержание хрома в стали должно составлять 1/8 или быть кратным этой величине. Для хрома в сплавах с железом это соответствует 11,7 % (мае.). Из рис. 7 следует, что при содержании хрома более 12 % сталь резко изменяет электродный потенциал с электроотрицательного (-0,6 В) на электроположительный (+0,2 В). На поверхности образуется защитная плотная пленка оксида Сг203. Сталь, содержащая 12-14 % Сг, устойчива против коррозии в атмосфере, морской воде, ряде кислот, щелочей и солей. Кроме хрома, в состав коррозионностойких сталей вводят также другие элементы - чаще никель. С ростом содержания хрома коррозионная стойкость стали растет. Коррозионностойкие стали (corrosion-resistant steel) обычно делят на хромистые ферритные, содержащие 12-25 % Сг и 0,07-0,2 % Си хромистые мартенситные, содержащие 12-18 % Сг и 0,15-1,2 % С, а также аустенитные стали, содержащие 12-18 % Сг, 8-30 % Ni и 0,02-0,25 % С. Хромистые стали после охлаждения на воздухе имеют фер-ритную, мартенситно-ферритную (с содержанием феррита более 10%) и мартенситную структуру. Они коррозионностойки при температуре до 300 °С в водопроводной воде, влажной атмосфере, растворах азотной кислоты и многих органических кислотах. В морской воде хромистые стали подвержены коррозионному растрескиванию под напряжением. Марки, химический состав и свойства хромистых сталей приведены в табл. 5. Хромистые стали при нагреве и охлаждении претерпевают фазовое (у <-» а)-превращение, что позволяет их упрочнять, не теряя коррозионной стойкости. Прочность после закалки возрастает с увеличением содержания углерода. Отпуск не приводит к существенному обеднению твердого раствора хромом, и коррозионная стойкость сохраняется на высоком уровне.
Таблица 5 Свойства хромистых коррозионностойких сталей (ГОСТ 5632—81)
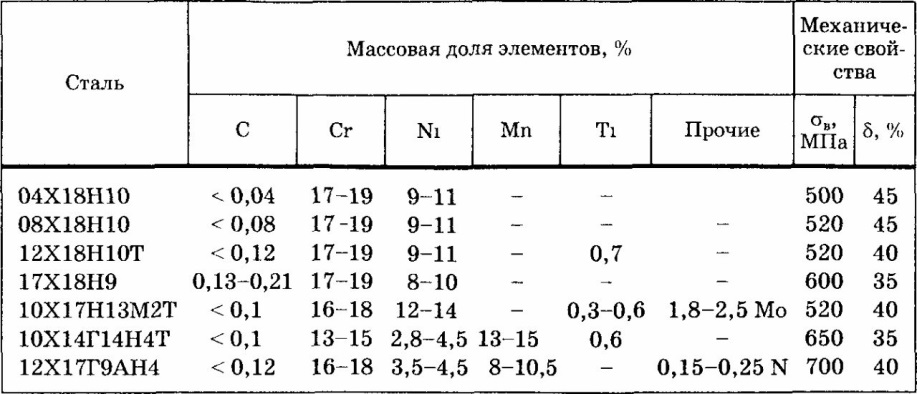
Термическая обработка мартенситных сталей, например 20X13, 30X13, состоит из закалки от температуры 1000 °С в масле и низкого отпуска при температурах 200-300 °С. После такой обработки стали имеют структуру отпущенного мартенсита. Из них изготавливают режущий, формовочный, измерительный и хирургический инструмент, пружины, а также предметы домашнего обихода. Для изготовления подшипников, втулок, ножей и других деталей, работающих на износ в агрессивных средах, применяют сталь 95X18. После закалки с 1000-1050 °С в масло и отпуска при 200-300 °С сталь имеет высокую твердость - не менее 55 HRC. Мартенситно-ферритные стали закаливают с температуры 1000 °С и подвергают высокому отпуску (600-700 °С) для получения сор-битной структуры. В отожженном состоянии эти стали пластичны, имеют повышенную ударную вязкость и могут подвергаться не только горячей, но и холодной обработке давлением. Они применяются для изготовления деталей с повышенной пластичностью, подвергающихся ударным нагрузкам, работающих в слабоагрессивных средах. К таким деталям относятся клапаны гидравлических прессов, мешалки, валы и шнеки в пищевой промышленности. Ферритные стали подвергают отжигу при температуре 700-800 °С для получения однородного твердого раствора и увеличения коррозионной стойкости. Из сталей марок 08X13, 12X17, 15Х25Т, 15X28 изготавливают оборудование и оснастку предприятий пищевой и легкой промышленности, трубы теплообменной аппара- туры, работающие в агрессивных средах. Сварке ферритные стали подвергают редко, поскольку она приводит к росту зерна и снижению коррозионной стойкости. Аустенитные хромоникелевые стали впервые были разработаны в 1910 г. немецким инженером Штраусом, работавшим на заводах фирмы Крупп. Хромоникелевые коррозионностойкие стали после охлаждения на воздухе имеют аустенитную, аустенитно-мартенситную и аустенитно-ферритную (феррита более 10 %) структуру. Широко применяемые стали типа 12Х18Н10Т, 12Х18Н9, 04Х18Н10, 03Х18Н12, 17Х18Н9 обычно содержат 18% Сг и 9-12 % Ni. Они имеют более высокую коррозионную стойкость по сравнению с хромистыми сталями и в отличие от хромистых сталей сохраняют ее при нагреве. Термообработка этих сталей заключается в закалке от температуры около 1100 °С в воде без отпуска. Высокая температура при закалке необходима для растворения карбидов и получения структуры однородного аустенита. После закалки стали имеют следующие основные свойства: чисто аустенитную структуру, низкую твердость, высокую пластичность; они немагнитны, хорошо деформируются и свариваются. Высокая технологичность сталей позволяет широко использовать их в качестве конструкционного материала. При медленном охлаждении хромоникелевые стали приобретают многофазную структуру, в которой кроме аустенита присутствует небольшое количество феррита и карбидов. Такая структура отрицательно сказывается на коррозионной стойкости и пластичности. Закалка стали из однофазной аустенитной области от температуры ^1050 “С в воде фиксирует ту структуру, которая была при нагреве, а избыточные фазы не успевают выделиться. Состояние однофазного аустенита с сохранением всего хрома в твердом растворе обеспечивает сталям максимальную коррозионную стойкость. Пластичность на уровне 5 = 35—40 % позволяет подвергать их холоднойпластической деформации с наклепом и повышением прочности при сохранении коррозионной стойкости почти на прежнем уровне. Состав и свойства наиболее часто встречающихся марок этих сталей приведены в табл. 6 и на рис 13. Учитывая невысокую прочность и высокую пластичность таких сталей, их подвергают холодной деформации с наклепом, после чего прочность повышается. Содержание углерода в коррозионностойких аустенитных сталях ограничено, и желательно, чтобы оно было ниже предела растворимости углерода в легированном никелем аустените при 20 °С, составляющего 0,04 %. Присутствие в стали более высоких концентраций углерода может приводить к образованию карбидов хрома типа Сг23С6, вследствие чего твердый раствор обедняется хромом и создается двухфазная структура. При этом снижается коррозионная стойкость стали. Для предотвращения образования карбидов хрома, особенно при технологических нагревах, связанных с проведением операций сварки или пайки и опасностью возникновения межкристаллитной коррозии, в сталь вводят дополнительно титан, ниобий или тантал.
Таблица. 6 Состав и свойства закаленных коррозионностойких сталей аустенитного класса (ГОСТ 5632—81)
Эти элементы связывают углерод в карбиды типа TiC, NbC, ТаС, оставляя хром в твердом растворе. Необходимое количество титана для введения в сталь определяют по формуле, Ті = (С - 0,02) 5, где С - содержание углерода в стали. Стали, не склонные к межкристаллитной коррозии, называют стабилизированными. Эффект стабилизации может быть достигнут, помимо введения сильных карбидообразующих элементов, снижением содержания углерода ниже 0,04 %. Пассивации Сг - Ni аустенитных сталей способствует введение 0,5-1,5 % Мо. Введение таких количеств молибдена в сталь 12Х18Н10Т уменьшает плотность критического тока пассивации в 10 раз. Аустенитные стали с молибденом не подвержены точечной коррозии в морской воде.
Рис. 13. Влияние пластической деформации на механические свойства стали 12Х18Н10Т шепень пожатии,
В пищевой промышленности хромоникелевые коррозионно-стойкие стали применяют в изделиях, контактирующих с агрессивными пищевыми средами (емкости, трубопроводы и т. д.). В холодильной и криогенной технике они используются для изготовления сосудов для хранения жидких газов, корпусов, адсорберов ацетилена, деталей центробежных машин. Хромоникелевые коррозионностойкие стали содержат дефицитный и дорогостоящий никель и поэтому имеют высокую стоимость. В ряде случаев применяют более дешевые стали, в которых весь никель или часть его заменены марганцем. До температур -196 °С и в слабоагрессивных пищевых средах вместо стали 12Х18Н10Т может быть использована сталь 10Х14Г14Н4Т. Также в целях экономии никеля промышленность выпускает двухслойные стали, в которых в основном слое использованы низколегированные или углеродистые стали, а в плакирующем слое -хромоникелевые коррозионностойкие стали и цветные металлы. С помощью атомов внедрения (углерода и азота), располагающихся в междоузлиях решетки, можно существенно увеличить прочностные свойства аустенитных сталей. Учитывая отрицательное влияние углерода на коррозионную стойкость, увеличение его содержания нецелесообразно. В отожженном и закаленном состояниях концентрация азота в хромоникелевых аустенитных сталях может быть доведена до 0,40 %, а при выплавке стали под давлением - до 1,0 %. При этом предел текучести при комнатной температуре может возрасти до 500 МПа, а временное сопротивление - до 1000 МПа. Азот повышает стабильность аустенита, поэтому для повышения коррозионной стойкости можно использовать более высокие концентрации хрома и молибдена, не увеличивая склонность стали к выделению интерметаллидных фаз. Примером может служить сталь 03Х20Н16АГ6, используемая в криогенной технике. |
Последнее изменение этой страницы: 2019-03-31; Просмотров: 47; Нарушение авторского права страницы