|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Механич. обработка зуб. колес после окончательной термической обработки. Обработка технологических баз. Обработка зубьев шлифованием, зубохонингованием и притиркой. Контроль зуб. колес.
Механическая обработка зубчатых колес при больших выпусках может производиться на автоматических линиях. Механическую обработку зубчатых колес класса вал обычно производят в центрах и только в некоторых операциях, чтобы повысить надежность и жесткость крепления детали, ее закрепляют, используя другие поверхности. Технологический процесс механической обработки зубчатых колес разбивается на два этапа. Первый этап включает операции, связанные с образованием геометрической формы заготовки зубчатого колеса до нарезания зубьев, а второй - зубонарезание и отделочные операции обработки зубьев и остальных элементов детали. Технологический процесс механической обработки зубчатых колес делится на два этапа. Технологический процесс механической обработки зубчатых колес включает токарную обработку заготовок, нарезание шлицев или шпоночных пазов и нарезку зубьев. Автоматическая линия для механической обработки зубчатых колес с наружным диаметром до 250 мм спроектирована и изготовлена ЭНИМСом. Линия предназначена для изготовления зубчатых колес токарного станка мод. На линии полностью автоматизированы загрузка и выгрузка заготовки, механическая обработка и межоперационное транспортирование. На этой линии производится полностью механическая обработка зубчатых колес в сыром виде; производительность линии 40 колес в час. Эта линия состоит как из серийного оборудования, так и из специально изготовленного для включения в автоматические линии. Все станки в этой линии являются вертикальными полуавтоматами и могут использоваться как в отдельности, так и соединенными в линию. Механизация и автоматизация технологических процессов механической обработки зубчатых колес предусматривает ликвидацию или максимальное сокращение ручного труда, связанного с транспортированием, загрузкой, выгрузкой и обработкой на всех этапах производства, включая контрольные операции. Более высокий уровень автоматизации характерен для автоматических или комплексных автоматических линий. Основными факторами, определяющими технологический процесс механической обработки зубчатых колес, являются: а) размеры; б) конструкция; в) точность обработки; г) качество поверхности; д) количественный выпуск и е) метод выполнения заготовки. Технологический процесс, осуществляемый на автоматической линии механической обработки зубчатых колес, охватывает операции токарной обработки, протягивания шлицевого отверстия, зубофрезерования, зубо-закругления и зубошевингования ( фиг. В качестве примера в табл. 11 приведен технологический процесс механической обработки цилиндрического двухвенцового зубчатого колеса в условиях серийного производства. В единичном производстве обработку наружной поверхности выполняют на револьверных и токарных станках, в серийном и крупносерийном - на многорезцовых станках. Основной технологической операцией при изготовлении зубчатых колес является обработка их зубьев, на которую затрачивается 50 - 60 % общей трудоемкости механической обработки зубчатого колеса. Основной технологической операцией при изготовлении зубчатых колес является обработка их зубьев, на которую затрачивается 50 - 60 % от общей трудоемкости механической обработки зубчатого колеса. Шлифование зубьев зубчатых колес – наиболее надежный метод отделочной обработки, обеспечивающий высокую точность, как правило, закаленных зубчатых колес. Шлифование зубьев производят на различных зубошлифовальных станках как методом копирования, так и методом обкатки. На станках, работающих по методу копирования, шлифуют зубчатые колеса профилированными кругами. Ось заготовки в этих станках расположена горизонтально. Они предназначены главным образом для шлифования прямозубых колес. Метод обкатки осуществляется на зубошлифовальных станках, которые точны и универсальны в наладке, но производительность которых сравнительно невелика и зависит от принципа работы и типа применяемых шлифовальных кругов. Зубохонингование применяют для обработки зубчатых колес после зубошевингования и термической обработки. Обработку производят зубчатым хоном, представляющим собой зубчатое колесо, изготовленное из пластмассы с абразивной смесью, зернистость (40, 60, 80) которой выбирают в зависимости от марки стали, твердости и требуемых параметров шероховатости поверхности зубьев. Зубохонингование имеет много общего с зубошевиигованием. Зубохонингование применяют для прямозубых и косозубых цилиндрических зубчатых колес. Зубохонингование применяют для чистовой отделки зубьев закаленных цилиндрических колес внешнего и внутреннего зацепления. Хонингование зубьев осуществляют на специальных станках. Зубчатое колесо, кроме вращения, совершает возвратно-поступательное движение вдоль оси. Направление вращения инструмента меняется при каждом ходе стола. Хонингование позволяет уменьшить параметр шероховатости поверхности до Ra 0 32 мкм, удалить забоины и заусенцы размером до 0 25 мм, снизить уровень звукового давления на 2 - 4 дБ и повысить долговечность зубчатой передачи. В процессе хонингования погрешности в элементах зацепления устраняются незначительно при съеме металла порядка 0 01 - 0 03 мм на толщину зуба. Припуск под хонингование не оставляют. Частота вращения хона 180 - 200 об / мин, подача стола 180 - 210 мм / мин, число ходов стола четыре - шесть. Зубохонингование осуществляется на станках без жесткой кинематической связи инструмента и заготовки и заключается в совместной обкатке заготовки 2 зубчатого колеса ( рис. 5.25) и инструмента /, выполненного из пластической массы в смеси с абразивным порошком в виде зубчатого колеса того же модуля, что и обрабатываемое колесо. При обкатке заготовка 2 и инструмент / совершают относительное осевое перемещение при небольшом и равномерном радиальном или окружном нагружении. На некоторых станках инструмент совершает колебательное движение вдоль оси. Зубохонингование выполняется с помощью абразивного косозубого колеса (хона), которое вводится в зацепление с обрабатываемым колесом, имеющим скрещивающиеся или параллельные оси вращения и осевые возвратно-поступательные движения. Зубохонингованием достигаются: устранение заусенцев и повреждений поверхности зубьев, возникшие при нарезании зубчатых венцов, при термической обработке колес и их транспортировании; уменьшение шероховатости поверхности зубьев шевингованных и шлифованных колес, снижение уровня шума, повышение контактной прочности колес; увеличение производительности зубообра-ботки благодаря повышению режимов предварительной обработки с последующим зубохонингованием. Для зубохонингования выпускаются специальные станки нескольких моделей. Режимы зубохонингования: скорость резания (скорость продольного скольжения сопряженных зубьев) - 2 - 4 м / с; продольная подача - 60 - 90 мм / мин; число двойных ходов - 1 - 2; усилие прижима обрабатываемого колеса к инструменту 20 - 50 кг. В качестве СОЖ используют керосин или легкое машинное масло. Процесс зубохонингования по схеме аналогичен шевингованию, но вместо шевера применяют хон - зубчатое колесо, шаржированное мелкозернистым абразивным порошком или армированное синтетическими алмазами. Обрабатываемое колесо, приведенное во вращение хоном, совершает возвратно-поступательное движение. Притирка зубчатых колес на зубо-притирочных станках после термообработки исправляет ошибку зуба незначительно ( не большое 0 02 мм), поэтому доведение после термообработки зубчатого колеса, имеющего ошибки свыше 0 06 мм, до 1-го класса точности становится нецелесообразным; в этих случаях переходят на зубошлифование. Притирка производится точными притирами, изготовленными по 1-му классу из мелкозернистого чугуна НЕ 150 - 4 - 180, с помощью абразивного порошка зернистостью 200 - 300 путем давления притиров на колесо при его вращении и осевом перемещении. Припуск оставляют равным 0 01 - 0 04 мм. Ввиду разбухания зубьев колеса во время закалки припуска под притирку часто практически не оставляют. Притирка зубчатых колес на зубо-притирочных станках после термообработки исправляет ошибку зуба незначительно ( не большое 0 02 мм), поэтому доведение после термообработки зубчатого колеса, имеющего ошибки свыше 0 06 мм, до 1-го класса точности становится нецелесообразным; в этих случаях переходят на зубошлифование. Притирка производится точными притирами, изготовленными по 1-му классу из мелкозернистого чугуна НБ - 150 - г - 180, с помощью абразивного порошка зернистостью 200 - 300 путем давления притиров на колесо при его вращении и осевом перемещении. Припуск оставляют равным 0 01 - 0 04 мм. Ввиду разбухания зубьев колеса во время закалки припуска под притирку часто практически не оставляют. Контроль зубчатых колес производится в соответствии со стандартами на нормы точности цилиндрических (ГОСТ 1643-81), конических (ГОСТ 1758-81) и червячных (ГОСТ 3675-81) передач. Для каждых из 12 степеней точности зубчатых колес и передач установлены нормы кинематической точности, плавности работы и контакта зубьев зубчатых колес в передаче, по которым рекомендуется задавать точность изготовления зубчатых колес предпочтительно одинаковой степени точности по этим нормам. Однако стандартами допускается комбинирование норм из разных степеней точности для каждого отдельного колеса. При этом нормы плавности работы зубчатых колес и передач могут быть назначены не более чем на две степени точнее или на одну степень грубее норм кинематической точности. Нормы контакта зубьев конических и червячных передач не могут назначаться по степеням точности более грубыми, чем нормы плавности, а нормы контакта цилиндрических передач допускается назначать только на одну степень грубее норм плавности. В стандартах на точность зубчатых передач установлены шесть видов сопряжений зубчатых колес в передаче, обозначаемых в порядке убывания величины гарантированного бокового зазора буквами A, В, С, D, Е и Н (рис. 12.1), и восемь видов допуска Тjn на боковой зазор, обозначаемых буквами x, у, z, а, b, с, d, h.
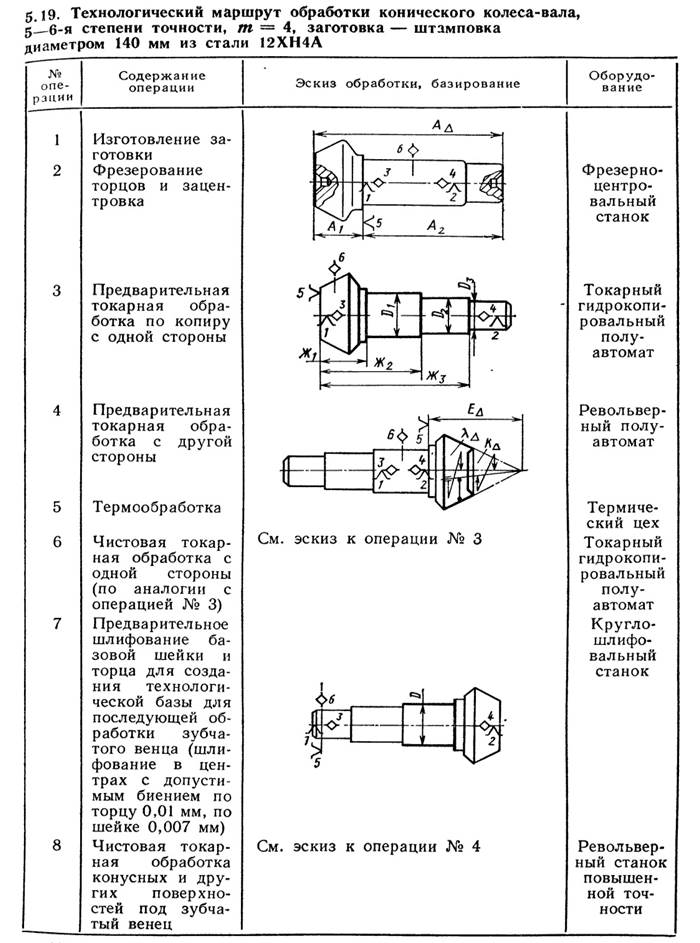
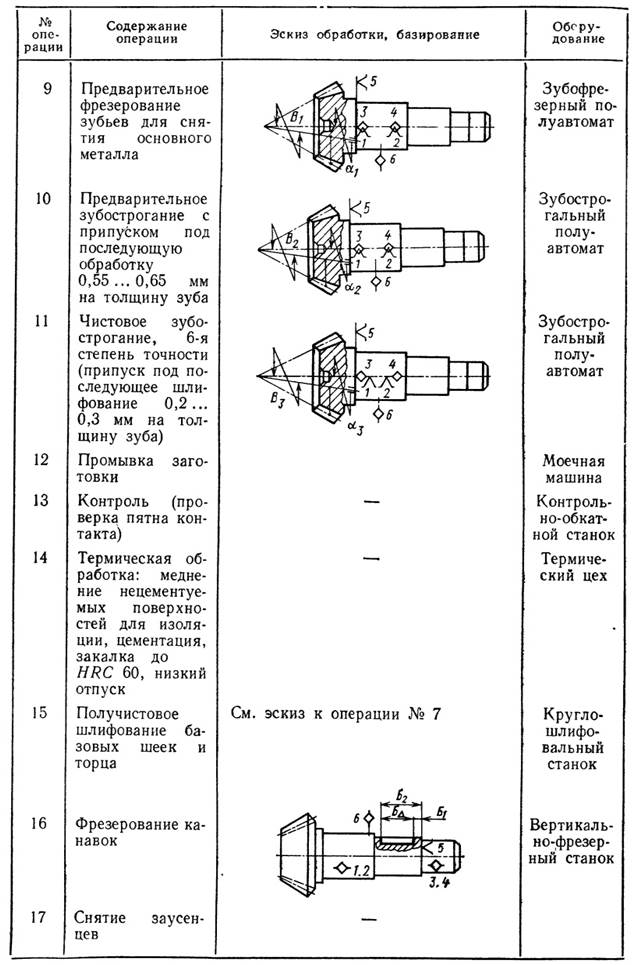
42 .Изготовление конических зубчатых колес. Конструкция и предъявляемые технические требования. Применяемые мат-лы и способы получения заготовок. Тех. маршрут обработки конических зуб. колес в зависимости от степени точности (9-8,6-5).
|
Последнее изменение этой страницы: 2019-04-10; Просмотров: 789; Нарушение авторского права страницы