|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Преподаватель: Е.М. СеменовСтр 1 из 7Следующая ⇒
Курсовой проект
Тема: «Автоматизация процесса сушки лущеного шпона в роликовой сушилки непрерывного действия СУР-4.»
Студент: 4 курса 2группы Д.А.Каргин Преподаватель: Е.М. Семенов
Санкт Петербург 2007 г. Содержание:
Введение………………………………………………………………………………. 3 1.Характеристика технологического объекта исследования………………………... 4 1.1 Характеристика входного сырья………………………………………………….. 4 1.2 Особенности технологии сушки шпона………………………………………….. 5 1.3 Технология сушки шпона…………………………………………………………. 6 1.4 Испытания лущеного шпона……………………………………………………… 9 1.5 Характеристика роликовой сушилки СУР-4…………………………………….. 10 1.6 Механизированная загрузка шпона……………………………………………… 16 1.7 Механизированная выгрузка шпона…………………………………………….. 17 1.8 Управление процессом сушки в СУР-4………………………………………… 18 1.9 Предупреждение заломов………………………………………………………… 20 2. Обоснование требований к системам автоматизации…………………………… 21 3. Основные решения по автоматизации……………………………………………. 24 3.1 Обоснованный выбор комплекса технических средств………………………… 24 3.2 Сигнализация о заломах………………………………………………………….. 34 3.3 Алгоритм управления технологическим процессом…………………………….. 35 Заключение……………………………………………………………………………... 37
Введение. Автоматика - отрасль науки и техники, которая исследует и применяет теорию автоматического управления, принципы построения автоматических систем и технических средств для реализации этих систем. Автоматизация - комплекс организационных и технических мероприятий, позволяющих осуществлять технологический процесс и управлять им без участия человека. При этом в комплекс мероприятий входит как совершенствование существующих технологий, так и разработка новых прогрессивных технологических процессов и проектирование на их основе автоматизированного технологического оборудования. Целью автоматизации является повышение производительности труда, улучшение качества продукции, рост коэффициента использования оборудования, улучшение условий труда, полное исключение вредных для здоровья человека технологических операций. В деревообрабатывающей промышленности к основным процессам гидротермической обработки древесины относят сушку – процесс удаления излишней влаги из древесины. Сушка предопределяет качество готовой продукции. Сушка листовых материалов выполняется в камерах непрерывного действия – роликовых сушилках, в которых сушильным агентом является горячий воздух.
Технология сушки шпона Наличие свободной и связанной влаги в древесине определяет два периода сушки шпона. Удаление свободной влаги не вызывает усушки древесины и может происходить при более жестких режимах. При влажности ниже 30% в древесине остается только связанная влага, удаление которой требует больших энергозатрат и влечет за собой явление усушки. (Данная особенность характерна для всех капилярно - пористых тел. Например, отжимая мокрую тряпку, мы удаляем свободную влагу, находящуюся между ниток, но не можем удалить влагу, пропитывающую сами нитки).
Как видно из рис 1, в диапазоне от Wн до 30 %, то есть в период удаления свободной влаги, процесс идет с постоянной скоростью N %/ мин и график изменения влажности во времени выражается наклонной прямой. В диапазоне от 30% до Wк удаляется связанная влага и процесс выражается экспоненциальной кривой. Для характеристики скорости сушки в этом случае применяют показатель, называемый коэффициент скорости сушки Кс. В соответствии с этим время сушки выражается следующей зависимостью, мин: где Кп – коэффициент, учитывающий породу древесины; для березы -1, для сосны и лиственницы в зависимости от температуры агента сушки - 1, 2 (до 110ОС); 1, 0 (110 - 125 ОС); 0, 9 (при температуре 130 ОС и более); Кц - коэффициент, учитывающий направление циркуляции воздуха. При продольной циркуляции Кц =1, а при поперечной зависит от температуры:
Величины N и Кс зависят от параметров процесса сушки, из которых важнейшими являются: 1. Температура агента сушки (Т). Установлено, что наибольшая скорость сушки наблюдается в первом периоде при температуре не ниже 250 0С, а во втором периоде - при температуре не более 180 - 200 0С (при сохранении качества шпона). В расчетах используют среднюю температуру как полу-сумму температур на входе и выходе воздуха из сушилки. 2. Направление потока и скорость движения агента сушки (v). Относительно движения листа шпона в сушилке различают продольную и поперечную циркуляцию агента сушки, а также вариант, называемый “сопловое дутье” ( рис. 2).
В первом случае скорость циркуляции агента сушки составляет 1-3 м/с, во втором - 2-4 м/с при более высокой равномерности распределения скоростей по высоте сушилки. При сопловом дутье воздух падает на шпон под углом 90о со скоростью 10 - 14 м/с. При этом интенсивно разрушается слой влажного воздуха на поверхности шпона и влагоотдача увеличивается. При этом способе продолжительность сушки сокращается в 2-2, 5 раза. 3. Относительная влажность воздуха (j). При температуре свыше 100 оС оказывает незначительное влияние на продолжительность сушки. Она колеблется в пределах от 1 до 16 %. 4. Толщина шпона (Sш). Влияние толщины шпона на продолжительность сушки может быть выражено зависимостью
где а - эмпирический коэффициент. 5. Порода древесины. Фактически на продолжительность сушки оказывает влияние плотность древесины. Для учета этого фактора вводится коэффициент поправки на породу, равный отношению базисной плотности данной породы к базисной плотности березы, принимаемой равной 510 кг/мз. Для практических целей значения N в %/мин и Kс в мин-1 определяются по следующим эмпирическим формулам: - для роликовых сушилок с поперечной циркуляцией 6.Усушка шпона минимальна вдоль волокон (0, 25- 0, 35%). В радиальном направлении, то есть по толщине шпона, она составляет 5-6% и в тангенциальном направлении (по ширине листа) 7-11%. По площади листа усушка неравномерна из-за неоднородностей строения древесины. Это приводит к гофристости, короблению и растрескиванию шпона. Основным фактором, влияющим на усушку, является температура агента сушки. Чем выше температура, тем меньше тангенциальная усушка. Например, увеличение температуры со 110 до 180 0С снижает усушку с 7, 5 до 5 %. Имеет значение и толщина шпона. С увеличением толщины усушка по ширине резко уменьшается, а по толщине увеличивается. Величина тангенциальной и радиальной усушки может быть определена по формуле:
Поправочные коэффициенты на толщину шпона, температуру и породу древесины составляют:
Данные эмпирические зависимости действительны при влажности шпона Wк = 0-23 %, толщине шпона Sш = 0, 4 -3, 5 мм, температуре агента сушки 100-250 0С. Испытания лущеного шпона Для лущеного шпона согласно ГОСТ 20800 - 75 требуется определение его плотности, влажности и предела прочности при растяжении. Плотность и влажность шпона определяют на образцах размером 100 х 100 х Sш, мм, где Sш - толщина шпона. Допускается определять влажность на образцах любой формы, но массой не менее 3 г. Размеры образцов для определения прочности составляют 200 х 20 х Sш при растяжении вдоль волокон, 240 х 20 х Sш при растяжении поперек волокон и 240 х 140 х Sш при растяжении под углом 450. Плотность при данной влажности ρ w (кг/м3) и влажность шпона W (%) можно определять на одних и тех же образцах. Расчетные формулы имеют вид где m1 - масса образца до высушивания, m2 - то же после высушивания, г, до абсолютно сухого состояния при температуре 103±20С; l, b и Sш - размеры образца, мм. Массу образца определяют с точностью 0, 01 г, длину и ширину образцов с точностью 0, 1 мм, а толщину образцов с точностью 0, 01 мм, то есть с использованием микрометра. При определении предела прочности при растяжении на концы образцов приклеивают шпон или тонкую фанеру длиной, равной ширине образца, и шириной 30 мм. Образец устанавливают в захваты испытательной машины строго по оси захватов и нагружают со скоростью, обеспечивающей время испытания 60±30 с при испытании образцов вдоль волокон и 30±15 с при испытании образцов поперек волокон или под углом 450. Образцы, разрушившиеся не в рабочей части, в расчет не принимают, и они должны быть заменены. Предел прочности определяют по формуле, МПа бр = Рмах/bSш где Рmax - разрушающая нагрузка, Н; b и Sш - ширина и толщина образца, мм
Нормативные показатели прочности лущеного шпона, МПа, не менее
Температура агента сушки. Термометры сопротивления платиновые (ТСП-175) 1а основаны на зависимости электрического сопротивления проводников и полупроводников от температуры среды. Термометры состоят из бифилярной платиновой спирали, намотанной на слюдяной каркас или расположенной в капиллярных керамических трубках с керамическим порошком. В качестве вторичных приборов в комплекте с термометрами сопротивления применяют автоматические электронные измерительные уравновешенные мосты (КСМ-4) 1б. КСМ-4 уравновешенный мост переменного тока. Температура пара. Термометр сопротивления платиновый ТСП 6097 7а основан на зависимости электрического сопротивления проводников и полупроводников от температуры среды. Термометры состоят из бифилярной платиновой спирали, намотанной на слюдяной каркас или расположенной в капиллярных керамических трубках с керамическим порошком. Преобразователь типа ПТ-ТП-68Л 7б осуществляет линейную зависимость выходного сигнала от измеряемой температуры. Миллиамперметр КПУ-1 7в предназначен для измерения, записи и регулирования величин, которые могут быть преобразованы в стандартные сигналы постоянного тока. Температура шпона. Термометр сопротивления платиновый ТСП 6097 16а Преобразователь типа ПТ-ТП-68Л 16б осуществляет линейную зависимость выходного сигнала от измеряемой температуры. Миллиамперметр КПУ-1 16в предназначен для измерения, записи и регулирования величин, которые могут быть преобразованы в стандартные сигналы постоянного тока. Влажность агента сушки. Для автоматического определения влажности агента сушки используется психрометрический метод, который основан на применении психрометров, состоящих из двух термометров ТТ-5П 3а. Один термометр мокрый, его тепловоспринимающая часть всё время остаётся влажной, соприкасаясь с гигроскопическим телом, всасывающим воду из сосуда. При испарении влаги с увлажненной поверхности мокрого термометра температура его понижается. Поэтому появляется психрометрическая разность температур.
В качестве вторичных приборов в комплекте с термометрами сопротивления применяют автоматические электронные измерительные уравновешенные мосты (КСМ-3) 3б. КСМ-3 уравновешенный мост переменного тока. .
Давление пара. М1М-манометр с дистанционной электрической передачей 6а. манометры служат для преобразования измеряемого давления неагрессивных сред в пропорциональный ему унифицированный электрический сигнал 0-5 мА постоянного тока. Чувствительный элемент – трубчатая манометрическая пружина. Исполнение прибора пылезащищенное и брызгонепроницаемое. В качестве вторичных приборов применяют автоматические электронные измерительные уравновешенные мосты (КСМ-3) 6б. КСМ-3 уравновешенный мост переменного тока. Расход пара. Основными элементами расходомера переменного перепада давления являются: сужающее устройство, дифманометр, система дистанционной передачи показания. В качестве сужающих устройств применяют стандартные диафрагмы ДК6-50 8а. Для измерения перепада давления на сужающем устройстве применяют дифманометр Дм-3574 8б. КВД1 – прибор с диф. трансформаторной схемой, показывающий с линейной кулачком. МЭО исполнительный механизм работает в системе контактного управления при помощи магнитных пускателей. МКР-0-58 магнитный пускатель, предназначен для контактного управления электрическими исполнительными механизмами. Исполнение пыленепроницаемое. ПБР-2 пускатель бесконтактный обеспечивает управление асинхронным однофазным конденсаторным электродвигателем серии ДАУ. РУ5-02 М программный задатчик.
Заключение. В данном курсовом проекте были разработаны основные решения по автоматизации роликовой сушилки СУР-4, дано обоснование возможных и целесообразных созданий систем автоматизации. Основные критерии, характеризующие работу сушилок, - это количество и качество высушенного шпона при минимальных временных и энергетических затратах. Для обеспечения этих критериев осуществляется контроль: начальной и конечной влажностей шпона, температуры агента сушки, влажности агента сушки, температуры шпона на выходе из сушилки; управление: вентиляторами, загрузкой и выгрузкой шпона, подачей пара; регулирование: скорости перемещения шпона в сушилке и температуры агента сушки. Пути интенсификации процесса сушки в роликовой сушилке СУР-4. Особое внимание следует обратить на правильность установки вентиляторов по секциям сушки, не допуская замены правых вентиляторов на левые, и наоборот. Парные вентиляторы, установленные по вертикали, должны быть одноименными (либо правыми, либо левыми). Вентиляторы должны нагнетать воздух вогнутой стороной лопатки, а не тыльной. Следует обеспечить зазор между лопаткой вентилятора и обечайкой не более 3-4 мм. Техническую мощность сушилки можно увеличить за счет её удлинения. Наиболее эффективен перевод СУР-4 на обогрев топочными газами.
Список использованной литературы. 1.Ползик П.В., Молчанов Л.Г., Вороницын В.К. Автоматика и автоматизация про-изводственных процессов д /о предприятий: Учебник для вузов.- М.: Лесная пром-сть.-1987.-440 с. 2.Стерлин Д. М. Сушка в производстве фанеры и древесностружечных плит. М.: Лесная пром- сть.-1977, 384 с. 3.Серговский П.С., Расев А.И. Гидротермическая обработка и консервирование древесины: Учебник для вузов.- М.: Лесная пром-сть.- 1987.-360 с. 4. Кошарский Б.Д. Автоматические приборы, регуляторы и вычислительные системы: Л.: Машиностроение.-1976, 488 с. 5. Стрижев Ю.Н. Автоматизация производства фанеры, М.: 1987, 216 с. 6. Семёнов Е.М., Мельников Н.А., Ченцов В.В. Автоматика и автоматизация производственных процессов. Учебное пособие. Л.: ЛТА-1987, 76 с. 7. Семёнов Е.М. Автоматика и автоматизация производственных процессов. Методические указания по выполнению курсовой работы. Л.: 1989, 30 с.
Курсовой проект
Тема: «Автоматизация процесса сушки лущеного шпона в роликовой сушилки непрерывного действия СУР-4.»
Студент: 4 курса 2группы Д.А.Каргин Преподаватель: Е.М. Семенов
Санкт Петербург 2007 г. Содержание:
Введение………………………………………………………………………………. 3 1.Характеристика технологического объекта исследования………………………... 4 1.1 Характеристика входного сырья………………………………………………….. 4 1.2 Особенности технологии сушки шпона………………………………………….. 5 1.3 Технология сушки шпона…………………………………………………………. 6 1.4 Испытания лущеного шпона……………………………………………………… 9 1.5 Характеристика роликовой сушилки СУР-4…………………………………….. 10 1.6 Механизированная загрузка шпона……………………………………………… 16 1.7 Механизированная выгрузка шпона…………………………………………….. 17 1.8 Управление процессом сушки в СУР-4………………………………………… 18 1.9 Предупреждение заломов………………………………………………………… 20 2. Обоснование требований к системам автоматизации…………………………… 21 3. Основные решения по автоматизации……………………………………………. 24 3.1 Обоснованный выбор комплекса технических средств………………………… 24 3.2 Сигнализация о заломах………………………………………………………….. 34 3.3 Алгоритм управления технологическим процессом…………………………….. 35 Заключение……………………………………………………………………………... 37
Введение. Автоматика - отрасль науки и техники, которая исследует и применяет теорию автоматического управления, принципы построения автоматических систем и технических средств для реализации этих систем. Автоматизация - комплекс организационных и технических мероприятий, позволяющих осуществлять технологический процесс и управлять им без участия человека. При этом в комплекс мероприятий входит как совершенствование существующих технологий, так и разработка новых прогрессивных технологических процессов и проектирование на их основе автоматизированного технологического оборудования. Целью автоматизации является повышение производительности труда, улучшение качества продукции, рост коэффициента использования оборудования, улучшение условий труда, полное исключение вредных для здоровья человека технологических операций. В деревообрабатывающей промышленности к основным процессам гидротермической обработки древесины относят сушку – процесс удаления излишней влаги из древесины. Сушка предопределяет качество готовой продукции. Сушка листовых материалов выполняется в камерах непрерывного действия – роликовых сушилках, в которых сушильным агентом является горячий воздух.
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 177; Нарушение авторского права страницы
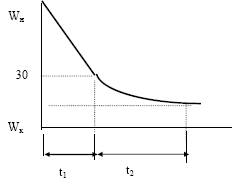 Рис.1. Характер процесса сушки древесины: Wн -начальная влажность шпона, Wк – конечная влажность шпона, t1 - первый период сушки, t2 – второй.
Рис.1. Характер процесса сушки древесины: Wн -начальная влажность шпона, Wк – конечная влажность шпона, t1 - первый период сушки, t2 – второй.
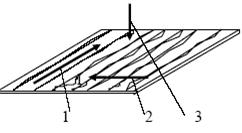 Рис.2 Направление циркуляции агента сушки относительно направления движения шпона: 1- продольное, 2- поперечное, 3- с сопловым дутьём
Рис.2 Направление циркуляции агента сушки относительно направления движения шпона: 1- продольное, 2- поперечное, 3- с сопловым дутьём ,
,  ;
; 





 ;
;