
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Химическая коррозия – 2 часаСтр 1 из 12Следующая ⇒
Лекция № 1 Вводная – 2 часа 1. Цели и задачи изучения курса 2. Определение специальной стали и сплава. 3. Классификация сталей и сплавов.
1. Цели и задачи изучения курса
Дисциплина “Сварка специальных сталей и сплавов” имеет целью получения знаний и практических навыков по технологической подготовке производства при сварке специальных сталей и сплавов в организационно-технологической, проектно-конструкторской, и экспериментально-исследовательской деятельности инженера по специальности 120500 – “Оборудование и технология сварочного производства”.
Инженер должен:
- понимать особенности процесса формирования качественного сварного соединения при сварке специальных сталей и сплавов; - иметь представление об общих тенденциях при разработке специальных сталей и сплавов технологий их сварки;
ЗНАТЬ: - закономерности взаимосвязи эксплуатационных характеристик свариваемых материалов с их составом, состоянием, технологическими режимами и условиями эксплуатации;
УМЕТЬ ИСПОЛЬЗОВАТЬ: - специальную литературу и другие информационные данные для разработки технологических процессов сварки специальных сталей и сплавов; - знание закономерностей формирования сварного соединения при сварке специальных сталей и сплавов для обеспечения производства сварных изделий с заданными свойствами; - методы предупреждения дефектов сварных соединений при разработке технологии сварки специальных сталей и сплавов.
ИМЕТЬ ОПЫТ: - работы с технологической документацией, технической литературой, научно-техническими отчетами, справочниками и другими информационными источниками; - проектирования технологических процессов сварки специальных сталей и сплавов. 2. Определение специальной стали и сплава
По сложившейся в 60-е годы терминологии специальной сталью называли любую легированную сталь. В настоящее время в ГОСТах определение специальной стали или специального сплава отсутствует, и под специальной сталью и специальными сплавами обычно понимают стали и сплавы, используемые для изготовления сварных конструкций специального назначения. Например, материалы, работающих в коррозионной среде, при повышенных температурах и т. д. Объем применения таких материалов при изготовлении сварных конструкций значительно меньше, чем соответствующий показатель для углеродистых и низколегированных сталей. Исходя из данной точки зрения специальной сталью или специальным сплавом можно назвать стали и сплавы которые используются в машиностроении сравнительно редко по отношению к другим материалам или используются в сварных конструкциях специального назначения.
3. Классификация сталей и сплавов
Сталями называют сплавы железа и углерода, при содержании углерода от 0,02% до 2,14%. Армко - железо (электротехническая сталь, технически чистое железо) содержит менее 0,02% углерода. Стали классифицируются по нескольким признакам: - по химическому составу; - по качеству; - по структуре; - по применению. По химическому составу стали делят на углеродистые и легированные. По концентрации углерода конструкционные стали, применяемые в сварных конструкциях (как углеродистые, так и легированные)) подразделяют на низкоуглеродистые (< 0,25% С), среднеуглеродистые (0,26 – 0,45 % С) и высокоуглеродистые (0,46 – 0,7 %С ). В углеродистых и легированных сталях содержатся различные примеси. Различают примеси постоянные, скрытые и случайные. 1. Постоянные или обыкновенные примеси. К этой группе относятся марганец, кремний, алюминий и титан, которые применяются при производстве стали в качестве раскислителей; к постоянным примесям следует отнести серу и фосфор, потому что полностью освободиться от них при массовом производстве стали невозможно. Содержание этих элементов находится в спокойной стали обычно в пределах: 0,3...0,7 % Мп; 0,2...0,4 % Si; 0,01...0,02 % А1; 0,01...0,05 % Р и 0,01...0,04 % S; 0,01...0,02 % Ti. 2. Скрытые примеси. Это кислород, водород и азот, присутствующие в любой стали в очень малых количествах. Методы их химического определения сложны, поэтому содержание этих элементов в обычных технических условиях не указывается. 3. Случайные примеси. К этой группе относятся примеси, попадающие в сталь из шихтовых материалов или вследствие каких-либо случайных причин. Случайными примесями могут быть медь, мышьяк, олово, цинк, сурьма, свинец и т.д., попадающие в сталь из руд или скрапа (лома). Стали, выплавленные на, так называемой, первородной шихте, без использования скрапа — основного источника загрязнения, не содержат случайных примесей. Они также очень чистые По степени раскисленности стали подразделяют на кипящие (раскисленные только Mn и практически не содержащие кремния, < 0,05 % Si), полуспокойные (раскисленные Mn и Al; содержание кремния - 0,05 – 0,1 % Si) и спокойные (полностью раскисленные с помощью Mn, Al, Si; содержание кремния - 0,14 – 0,3 % Si). Низколегированная сталь - сталь легируемая одним или несколькими элементами, если содержание каждого из них не превышает 2%, а суммарное содержание 5%. В низколегированных сталях выделяют подкласс микролегированных ( с содержанием каждого из легирующих элементов порядка 0,1 % или менее 0,1 %, например 14Г2АФ, 09Г2ФБ, 10Г2ФР, 12ГН2МФАЮ и др.). Среднелегированная сталь - сталь легированная одним или несколькими элементами, если содержание каждого из элементов от 2 до 5 %, а суммарное содержание не превышает 10 %. Высоколегированная сталь - сталь содержащая не менее 5 % одного из легирующих элементов, и не менее 10 % суммы легирующих элементов. По существующей в машиностроении системе обозначений сталями называют как правило сплавы с содержанием железа не менее 50 %. По ГОСТ 5632-70: никелевый сплав - это сплав с содержанием никеля не менее 55 % (H70MФ, XH60Ю, XH56BMTЮ). Железоникелевые сплавы - это сплавы, содержащие сумму железа и никеля более 65 % и отношение Ni / Fe = 1/1,5 (06XH28MT, XN38BT). По качеству стали делят: - обыкновенного качества; - качественные; - высококачественные; - особо высококачественные (все легированные не хуже, чем качественные). По структуре различают стали в состоянии поставки. При этом стали поставляются после отжига или после нормализации. 1 После отжига стали делят на 4 класса: 1.1. Доэвтектоидные, имеющие избыточный феррит. 1.2. Эвтектоидные, перлитные. 1.3. Аустенитные. 1.4. Ферритные. Углеродистые стали – классы 1.1 и 1.2. Легированные – все классы. 2. После нормализации выделяют основные классы: перлитный, мартенситный, аустенитный и ферритный. В сталях, используемых в сварных конструкциях, как правило, выделяют не только основные, но и промежуточные классы. Соответственно различают стали: перлитные (10ХСНД), жаропрочные перлитные (15ХМ), бейнитно-мартенситные (14Х2ГМРБ), мартенситно-бейнитные (40ХГСН3МА), мартенситные (15Х11МФ), мартенситно-ферритные (12Х13), ферритные (08Х17Т), аустенитные жаропрочные (08Х16Н9М2), аустенитные коррозионностойкие (12Х18Н10Т), аустенитно-ферритные нержавеющие (08Х22Н6Т), аустенитно-мартенситные (09Х15Н8Ю) и мартенситно-стареющие (03Х11Н9М2Т). По применению различают стали: - конструкционные (20, 30ХГСА, В ст.3 пс и т.д.); - инструментальные (У8, Р6М5, XBГ, X т.д.); - стали и сплавы с особыми свойствами (коррозионностойкие, жаропрочные, жаростойкие, теплоустойчивые, пружинные и пр.) Лекция № 2 Лекция № 3 Лекция № 4 Лекция №5 Лекция № 6 Лекция № 7 Лекция № 8 Лекция № 9 Сварка низколегированных бейнитно-мартенситных сталей и микролегированных сталей - 2 часа
1 Область применения низколегированных бейнитно-мартенситных сталей и микролегированных сталей. 2. Особенности сварки. 3. Технология сварки.
1 Область применения низколегированных бейнитно-мартенситных сталей и микролегированных сталей
Низколегированные бейнитно-мартенситные стали предназначены для изготовления сварных конструкций широкого назначения, обеспечивая требования высокой сопротивляемости хрупкому разрушению, хорошей пластичности при удовлетворительной свариваемости (13ХГМРБ, 14Х2ГМ, 12ХГН2МФБДАЮ и т. д.) и s02 = 580-780 МПа. Это обеспечивается в основном термообработкой: закалка или нормализация (мартенситное или бейнитное превращение)+ высокий отпуск. Микролегированные стали применяются для изготовления конструкций ответственного назначения – сосуды высокого давления, танкеры, ледоколы, суда, береговые и морские нефтегазовые сооружения (14Г2АФ, 09Г2ФБ, 12ГН2МФАЮ и др.). Содержание микролегирующих элементов (Al, Cr, Zr, V, Ti, Nb, Mo, B, N, редкоземельные элементы: Ce - церий, La - лантан, Y - иттрий) в стали порядка десятых или сотых долей процента. Микролегирующие элементы образуют дисперсные включения вторых фаз или входят в состав матрицы. Стали поступают на сварку после ВТМО (в состоянии поставки или после штамповки), или после термообработки из межкритического интервала температур (формируется ферритно-мартенситная структура ® двухфазные ферритно-мартенситные стали).
2. Особенности сварки
Низколегированные бейнитно-мартенситные стали. В зависимости от величины показателя w6/5 протекает мартенситное или бейнитное превращения аустенита. При замедленных скоростях охлаждения (w6/5 ~ 0,8 оС/с) температура бейнитного превращения увеличивается (размеры ферритных игл растут). Величина w6/5 влияет также на значение временных напряжений (особенно в области g ® a превращения):
Остаточные напряжения с увеличением w6/5 уменьшаются, например, 14ГН2МДАФБ, w6/5 . ® (0,6 – 50)оС/с, sост. ® (240 – 150) МПа. Горячие трещины при соблюдении режимов сварки и рекомендуемых присадочных материалов маловероятны. Холодные трещины в ЗТВ (закаленная структура + Н2 + сварочные напряжения). Многослойные швы – поперечные трещины и продольные в корневом слое. Кроме того в стыковых и угловых соединениях ламелярные трещины. Меры борьбы: снижение концентрации диффузионного водорода; ограничение допустимых скоростей охлаждения (w6/5 от 13 до 4оС/с); предварительный подогрев при d > 20 мм 80-100оС и при d > 40 мм 100-150оС. Эффективен также послесварочный подогрев 150-200оС без расхолаживания изделия после сварки ниже 150 оС (обе кромки на 100 мм от стыка, время подогрева – 1-2 мин на 1 мм толщины металла); использование технологии сварки с “мягкими” прослойками, т. е. сварка первых слоев многослойного шва менее прочным и более пластичным металлом, чем последующих. Микролегированные стали обладают (при C £ 0,1%) удовлетворительной свариваемостью и требуют строгого дозирования погонной энергии (обычно менее 50 кДж/см). При наличии сульфидных включений – слоистые (ламелярные) трещины. В корневых слоях возможны ХТ.
3. Технология сварки
Низколегированные бейнитно-мартенситные стали необходимо сваривать строго соблюдая рекомендуемые значения предварительного подогрева и погонной энергии (например стыковое соединение из 14Х2ГМР без скоса кромок, d = 20 мм, t = 50 оС, q / v £ 35 кДж/см). Сварка ЭШС, а также: – РДС, АНП-2, АНП-6П (Э-70), = ток, обратная полярность; – сварка под флюсом, Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ + АН-17М, АН-43, = ток, обратная или прямая полярность; – сварка в СО2, Св-08Г2С, Св- 10Г2СМА, Св-08ХН2Г2СМЮ или ПП-АН54, ПП-АН57 (78% Ar + 22% CO2, 75% Ar + 20% CO2 + 5% О2, Св-08ХН2ГМЮ). Микролегированные стали сваривают ЭШП, а также: – РДС, целлюлозное покрытие – ВСЦ-4, ВСЦ-4А (Э-50) и основное покрытие – ВСФ-65 (Э-60), ВСФ-75 (Э-70). С целью предотвращения ХТ в корне шва – предварительный подогрев до 100оС; – сварка под флюсом, Св-08ХМ, Св-08МХ + АН-348А, АН-348АМ, АН-17 или Св-08ГНМ + АН-60 (для 09Г2ФБ) или Св-10НМА + АН-17 (для 16Г2Ф, 12ГН2МФАЮ).
Лекция № 10 Сварка среднелегированных мартенситно-бейнитных сталей и мартенситно-стареющих сталей - 2 часа
1. Область применения среднелегированных мартенситно-бейнитных сталей и мартенситно-стареющих сталей. 2. Особенности сварки. 3. Технология сварки.
1. Область применения среднелегированных мартенситно-бейнитных сталей и мартенситно-стареющих сталей
Среднелегированные мартенситно-бейнитные стали после закалки и низкого отпуска имеют высокую прочность при достаточной пластичности и вязкости (25ХГСА, 30ХГСА, 30ХГСНА, 24Х2ГСНМА и др.) и применяются при изготовлении ответственных сварных конструкций. В ряде случаев детали из данных сталей сваривают в термически упрочненном состоянии (sв = 1050-2000 МПа). Мартенситно-стареющие стали имеют микроструктуру пакетного мартенсита, упрочненного по механизму старения (интерметаллиды: Ni3Ti, Ni3Mo и пр.: Ni(Ti, Al)) с sв = 1500-2800 МПа: 03Х11Н9М2Т, Н18К9М5Т и т. д. Оболочки летательных аппаратов, корпуса двигателей, сосуды высокого давления, криогенные установки.
2. Особенности сварки
Среднелегированные мартенситно-бейнитные стали склонны к высокотемпературной химической неоднородности (ВХМН) ® подплавление по линии сплавления локальных объемов основного металла, включающих, как правило, легкоплавкие сульфиды и сегрегаты. Процессы при нагреве: – 1300-1360оС, подплавление локальных объемов основного металла с легкоплавкими сульфидами и сегрегатами и растекание жидкости; – 1360-1420оС, полное оплавление границ зерен и расплавление сегрегаций, расплавленные сульфиды равномерно обволакивают зерна; данные (1-ая и 2-ая стадии) при Т < Tc; – 1420-1480оС, формирование мелких зерен делением крупных на отдельные подплавленные части, новые границы обогащены примесями. ВХМН ® изменяет кинетику мартенситного превращения в нижнем интервале мартенситной области (количество малопластичного троостита растет), что способно привести к зарождению холодных трещин; ® способствует появлению горячих трещин. Появление ГТ связано с отставанием пластической деформации от фронта нарастающих временных напряжений, что ведет к слиянию микронесплошностей в области ВХМН; по достижению критической длины данного дефекта образуется надрыв – зародыш ГТ. ХТ обусловливаются наличием ВХМН вблизи линии сплавления и последующим превращением аустенита в околошовной зоне, наличием значительных остаточных напряжений и перераспределением водорода после сварки. При использовании рафинированного основного металла (S, Н2 и др. газы, неметаллические включения) стойкость против ХТ растет (на 40-60%). Кроме того, стойкость против ХТ увеличивается ~ на 60% (35Х3Н3М) после предварительной наплавки кромок металлом того же химического состава, что и основной металл (отсутствие ВХМН, благоприятные форма и распределение неметаллических включений на будущей линии сплавления):
При сварке термически упрочненного металла ® разупрочнение в ЗТВ на участке, нагреваемом до 500-770оС. Протяженность участка разупрочнения регулируется выбором погонной энергии (рост при увеличении погонной энергии). Мартенситно-стареющие стали имеют лучшую свариваемость, чем другие углеродистые легированные стали, и: – мало чувствительны к ГТ и ХТ (в шве > 20% остаточного аустенита); – высокий уровень механических свойств сварного соединения непосредственно после сварки sв ~ 1000 МПа, высокая ударная вязкость; – равнопрочность сварного соединения и основного металла после старения (нормализация 1000-1050оС + старение 300-540оС, несколько часов), sв на уровне 1700 МПа, КСU не более 1 МДж/м2; – сварные швы склонны к пористости (мало раскислителей); – возможность появления крупнозернистости металла шва особенно при высоком содержании Ni ® дендридный излом (низкая ударная вязкость и усталостная прочность), предотвращение (только для нержавеющих мартенситно-стареющих сталей): 1,5-4% d-феррита препятствует прорастанию дендридов через несколько слоев; – при многослойной сварке требуется подогрев сваренных слоев для предотвращения из охлаждения ниже температуры g-a превращения; – необходимо высокое качество зачистки и обезжиривания кромок; – рекомендуется использование низкой погонной энергии.
3. Технология сварки
Среднелегированные мартенситно-бейнитные стали сваривают РДС, в защитных газах, под флюсом и ЭЛС. Для уменьшения склонности к образованию трещин (наиболее эффективное мероприятие): – сваривают с применением концентрированного нагрева при малой погонной энергии; используют рафинированный основной металл; – применяют аустенитные проволоки (снижение Н2 на линии сплавления) или ферритные проволоки с пониженной Тпл; – осуществляют ослабление воздействия источника нагрева на кромки при одновременном увеличении количества расплавляемого присадочного металла (прямая полярность или дополнительный присадочный материал); – используют облицовку кромок. Для увеличения стойкости против развития трещин наиболее часто применяют: – предварительный или сопутствующий подогрев (150-300оС); – термическую обработку после сварки (закалка + отпуск). РДС. Э85 (НИАТ-3М), Э100 (ВИ10-6), аустенитные электроды. АДС неплавящимся электродом. Торированный (ВТ-15) или итрированный (СВИ-1) вольфрам. Активирующие флюсы (ФС-17: SiO2, NaF, TiO2, Ti, Cr2O3 ® проплавляющая способность дуги в 1,5-2 раза выше) – порошок, пишущий карандаш, спиртовой раствор. Первый проход без присадки с полным проваром и формированием корня шва, далее ® поперечные колебания электрода с присадкой (например, 30ХГСА, Св-18ХМА, Св-18ХГС; 23Х2НВФА, Св-18ХМА или Св-08Х21Н10Г6) или без. Не позже 30 мин после сварки (если шов ферритный) – высокий отпуск 600-650оС, 2 часа. Сварка в СО 2. Св-08Х20Н9Г7Т (ответственные соединения). Сварка под флюсом. Например, 30ХГСА, АН-15 + Св-10Х16Н25АМ6, предпочтительно применение сварки с подогретой присадкой. Мартенситно-стареющие стали сваривают всеми видами сварки. Наиболее часто используют ЭЛС, РДС и АДС неплавящимся электродом. АДС неплавящимся электродом. Присадочная проволока близкого состава. Разновидности: – (тонколистовой металл) с поперечными колебаниями (сканирующей дугой) и импульсно-дуговая сварка; – (толстолистовой металл) в щелевую разделку, в том числе вращающимся неплавящимся электродом при осевой подаче сварочной проволоки.
Лекция № 11
Лекция № 12
Лекция № 13
Лекция №14
Лекция № 15
Лекция № 16
Сварка чугуна – 2 часа
1. Характеристика и свойства чугуна. 2. Особенности сварки чугуна. 3. Способы сварки чугуна. 3.1. Способы сварки, обеспечивающие получение однородного соединения. 3.2. Способы сварки чугуна разнородными металлами.
1. Характеристика и свойства чугуна
Различают чугуны: железоуглеродистые и легированные (низколегированные – S(Cu, Ni, Cr) < 1,0-1,5%, среднелегированные – до 7%, высоколегированные – более 7-10%). В зависимости от вида, в котором углерод присутствует в чугуне, выделяют ® 1. Белый чугун (углерод в виде Fe3 C); 2. Серый, ковкий и высокопрочный чугун (углерод в виде графита): – серый чугун (графит в виде пластинок чешуйчатых, завихренных, розеточных, вермикулярных и т. д.): ферритный, перлитный, ферритно-перлитный, перлитно-карбидный, бейнитный, мартенситный и аустенитный. Марки: СЧ10, СЧ15-СЧ45. Не подчиняется закону Гука и ведет себя как неупругий материал; – высокопрочный чугун (графит компактный, шаровидный): ферритный, перлитный, перлитно-ферритный, бейнитный. Обозначения, например, ВЧ 45-5; – ковкий чугун (графит хлопьевидный): ферритный, перлитный. Обозначения, например, КЧ 37-12. Легированные чугуны. Обозначения разнообразные, например, ЖЧЮ7Х2 и др. – кремнистые чугуны; ИЧХ4Г7Д и др. – марганцевые износостойкие чугуны; ЧН15Д7Х2 и др. – никелевые чугуны и т. д.
2. Особенности сварки чугуна
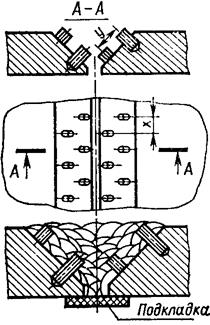
Основной объем сварочных работ связан с ремонтом чугунных деталей и устранением дефектов в отливках. Чугун имеет плохую свариваемость, что связано с низкой прочностью и пластичностью чугуна и склонностью к образованию трещин. Трещины могут возникать: – в начале сварки, когда местный нагрев вызывает напряжения сжатия; – в процессе сварки из-за образования хрупких структур при быстром охлаждении, а также из-за неравномерного хода изменения объема процессов усадки и эвтектического или эвтектоидного превращения; – при остывании шва, когда в шве и ЗТВ возникают остаточные растягивающие напряжения и образуются холодные трещины. Для устранения трещин рекомендуется использовать присадочные материалы и режим охлаждения соединения, обеспечивающий графитизацию металла. Графитизации способствуют элементы: углерод, кремний, марганец (при содержании менее 1-1,2% ведет себя не как карбидообразователь, а как графитизатор), медь и никель. Небольшие добавки хрома титана и ванадия измельчают графитные включения. Кроме того, для измельчения графитных включений используют модификаторы. Самым опасным местом (по отношению к трещинообразованию) является участком основного металла, непосредственно примыкающий к сварному шву, т.е. участок 1 на рис. (где металл находится при сварке в твердожидком состоянии):
3. Способы сварки чугуна
Способы сварки чугуна классифицируют по следующим признакам. 1. По температуре подогрева: – холодная сварка (без подогрева); – полугорячая сварка (Тп »300-400оC); – горячая сварка (Тп » 600-700оC). 2. По виду металла шва: – способы сварки, обеспечивающие получение однородного соединения; – способы сварки чугуна разнородными металлами.
3.1. Способы сварки, обеспечивающие получение однородного соединения
Сварка чугуна порошковой проволокой. В составе порошковых проволок находится требуемое количество графитизаторов (С и Si), а требуемая форма графита обеспечивается модифицированием сварочной ванны. Серый чугун сваривают проволоками ПП-АНЧ1, ПП-АНЧ2, ПП-АНЧ3 и др.. Основной объем работ – заварка дефектов литья с толщиной стенки отливок свыше 15 мм. Проволока ПП-АНЧ1. Основа шва – перлитно-ферритная с участками лидебурита и карбидов. Графит – крупнопластинчатый. Проволока ПП-АНЧ2. Сварка с подогревом 350оС. Шов – ферритно-перлитный, с розеточным графитом. Проволока ПП-АНЧ3. Сварка с подогревом 600оС. Шов – перлитно-ферритный, с мелким завихренным графитом. Высокопрочный чугун сваривают проволокой ПП-АНЧ5 с общим или местным подогревом до 500-700оС. Шов – с феррито-перлитной основой и шаровидным графитом. После сварки требуется замедленное охлаждение (менее 100о/С). Химический состав шва и прочностные характеристики соответствуют чугуну ВЧ 45-5. Сварка чугуна покрытыми электродами. Полугорячая и горячая. Используется для исправления дефектов в массивных толстостенных отливках из серого чугуна. Электроды – чугунные с тонкой обмазкой (ЭЧ-1, ЭЧ-2) или из малоуглеродистой проволоки, в обмазке которой находится графит и кремний (ЦЧ-5). Сварка идет с подогревом 400-550оС (для деталей повышенной жесткости и сложности – 600-700оС). Охлаждение после сварки медленное, т.е. в песке или под асбестом в горне. Графит в шве – крупнопластинчатый, . Газовая сварка чугуна. В качестве присадки используются чугунные прутки. Флюс – бура. Сваривается серый и высокопрочный чугун. Детали малой массы ® холодная сварка, в остальных случаях – полугорячая или горячая. Электрошлаковая сварка. Обладает более мягким, чем дуговая сварка термическим циклом. Используется для сварки серого чугуна большой толщины, при изготовлении литосварных изделий и для ремонтных работ. Контактная стыковая сварка оплавлением. Производится с предварительным подогревом и последующей термообработкой (все это в губках машины). Припуск на осадку подбирается так, чтобы жидкая прослойка полностью выдавливалась из стыка. Сваривают серый и высокопрочный чугун.
3.2. Способы сварки чугуна разнородными металлами
Сварка порошковой проволокой на основе никеля. Получают тонкостенные (4-20 мм.) герметичные соединения из серого, ковкого и высокопрочного чугуна, что невозможно сделать другими способами за исключением никелевых электродов. При малой толщине чугунной детали получение соединения осложняется из-за их восприимчивости к воздействию напряжений, что может вызвать образование трещин. Для предотвращения их образования используют тонкую проволоку ПАНЧ 11 Æ 1-1,2 мм и сварку ведут с малой погонной энергией на воздухе без дополнительной защиты и подогрева. Производительность сварки в 5 раз выше, чем при использовании никелевых электродов. Временное сопротивление металла шва около 450 МПа, а относительное удлинение около 15 %. Сварка покрытыми электродами на основе никеля. Никелевые электроды имеют стержень: – из чистого никеля; – из сплавов никеля с железом (55-70% Ni); – из сплавов никеля с медью (65-70% Ni). Никелевые электроды используют для сварки тонкостенных отливок из серого и высокопрочного чугуна, ОЗЧ-4 (стержень из проволоки НП-2). Сварку ведут постоянным током обратной полярности без подогрева в нижнем или вертикальном положениях. Для снижения размеров ЗТВ используют предельно низкую погонную энергию. Сварку ведут короткими валиками длиной 20-30 мм. Шов часто проковывают для снятия остаточных напряжений, и новый валик накладывают только после остывания детали. Железоникелевые электроды отличаются тем, что дают шов с повышенной стойкостью против горячих трещин и достаточной прочностью по отношению к ковкому и высокопрочному чугуну, ОЗЖИ-1 (стержень – Св-08Н50), нижнее и вертикальное положения; постоянный ток обратной полярности; сварка холодная. Часто используют комбинированные процессы: обварка кромок никелевым электродом и заполнение шва железоникелевым. Такая технология с использованием специальных облицовочных электродов используется при ремонте изделий из ² горелого чугуна ², т.е. окисленного и пропитанного маслом. Сварка стальными электродами. Этот способ не обеспечивает хорошего качества и достаточной прочности по отношению к чугуну из-за закалочных структур и трещин в ЗТВ, АН-1 (стержень из Св-08). Сварку выполняют как с подогревом, так и без него. Без подогрева сварка без закалочных структур в ЗТВ не возможна. Поэтому сварку первого слоя ведут на минимальной погонной энергии валиком длиной порядка 50 мм и сразу же накладывают сверху второй валик, что приводит к отпуску первого слоя. При ремонте толстостенных деталей и при сварке без подогрева в кромки предварительно ввертывают стальные шпильки:
Сварка стальными электродами с получением аустенитного или феррит ного шва. Сварку аустенитными электродами выполняют без подогрева только как многослойную. Предварительный подогрев 300-400оС снижает вероятность образования трещин, например, ОЗЛ-27 (стержень из проволоки Св-04Х19Н11М3). Для получения ферритных швов используют электроды ЦЧ-4А из малоуглеродистой проволоки с феррованадием в составе покрытия; рекомендуется местный подогрев 300оС; сварка в нижнем положении на переменном токе или постоянном токе обратной полярности. Ванадий является сильным карбидообразующим элементом и связывает в карбиды весь углерод, поступающий в шов из основного металла. Электроды используют для заварки дефектов отливок и трещин с применением шпилек. Сварка электродами на основе меди. При сварке электродами на основе меди наплавленный металл представляет собой смесь меди и железо-углеродистого сплава. Это связано с нерастворимостью Fe и Cu друг в друге. Наилучшая прочность и обрабатываемость щвов достигается при содержаниив шве 80-95% Cu и 5-20% Fe. Временное сопротивление при этом приблизительно 200 МПа, что достаточно для сварки серого чугуна: ОЗЧ-2, ОЗЧ-6, в покрытии железный порошок, стержень из М1, сварка и наплавка изделий из серого и ковкого чугуна без подогрева в нижнем и вертикальном положениях на постоянном токе обратной полярности и др. Сварку ведут участками длиной 30-50 мм. Перед наложением каждого валика необходима проковка предыдущего. Часто процесс сварки комбинируют: облицовка шва – никелевым электродом с заполнением кромок медно-железным.
Лекция №17
Лекция № 1 Вводная – 2 часа 1. Цели и задачи изучения курса 2. Определение специальной стали и сплава. 3. Классификация сталей и сплавов.
1. Цели и задачи изучения курса
Дисциплина “Сварка специальных сталей и сплавов” имеет целью получения знаний и практических навыков по технологической подготовке производства при сварке специальных сталей и сплавов в организационно-технологической, проектно-конструкторской, и экспериментально-исследовательской деятельности инженера по специальности 120500 – “Оборудование и технология сварочного производства”.
Инженер должен:
- понимать особенности процесса формирования качественного сварного соединения при сварке специальных сталей и сплавов; - иметь представление об общих тенденциях при разработке специальных сталей и сплавов технологий их сварки;
ЗНАТЬ: - закономерности взаимосвязи эксплуатационных характеристик свариваемых материалов с их составом, состоянием, технологическими режимами и условиями эксплуатации;
УМЕТЬ ИСПОЛЬЗОВАТЬ: - специальную литературу и другие информационные данные для разработки технологических процессов сварки специальных сталей и сплавов; - знание закономерностей формирования сварного соединения при сварке специальных сталей и сплавов для обеспечения производства сварных изделий с заданными свойствами; - методы предупреждения дефектов сварных соединений при разработке технологии сварки специальных сталей и сплавов.
ИМЕТЬ ОПЫТ: - работы с технологической документацией, технической литературой, научно-техническими отчетами, справочниками и другими информационными источниками; - проектирования технологических процессов сварки специальных сталей и сплавов. 2. Определение специальной стали и сплава
По сложившейся в 60-е годы терминологии специальной сталью называли любую легированную сталь. В настоящее время в ГОСТах определение специальной стали или специального сплава отсутствует, и под специальной сталью и специальными сплавами обычно понимают стали и сплавы, используемые для изготовления сварных конструкций специального назначения. Например, материалы, работающих в коррозионной среде, при повышенных температурах и т. д. Объем применения таких материалов при изготовлении сварных конструкций значительно меньше, чем соответствующий показатель для углеродистых и низколегированных сталей. Исходя из данной точки зрения специальной сталью или специальным сплавом можно назвать стали и сплавы которые используются в машиностроении сравнительно редко по отношению к другим материалам или используются в сварных конструкциях специального назначения.
3. Классификация сталей и сплавов
Сталями называют сплавы железа и углерода, при содержании углерода от 0,02% до 2,14%. Армко - железо (электротехническая сталь, технически чистое железо) содержит менее 0,02% углерода. Стали классифицируются по нескольким признакам: - по химическому составу; - по качеству; - по структуре; - по применению. По химическому составу стали делят на углеродистые и легированные. По концентрации углерода конструкционные стали, применяемые в сварных конструкциях (как углеродистые, так и легированные)) подразделяют на низкоуглеродистые (< 0,25% С), среднеуглеродистые (0,26 – 0,45 % С) и высокоуглеродистые (0,46 – 0,7 %С ). В углеродистых и легированных сталях содержатся различные примеси. Различают примеси постоянные, скрытые и случайные. 1. Постоянные или обыкновенные примеси. К этой группе относятся марганец, кремний, алюминий и титан, которые применяются при производстве стали в качестве раскислителей; к постоянным примесям следует отнести серу и фосфор, потому что полностью освободиться от них при массовом производстве стали невозможно. Содержание этих элементов находится в спокойной стали обычно в пределах: 0,3...0,7 % Мп; 0,2...0,4 % Si; 0,01...0,02 % А1; 0,01...0,05 % Р и 0,01...0,04 % S; 0,01...0,02 % Ti. 2. Скрытые примеси. Это кислород, водород и азот, присутствующие в любой стали в очень малых количествах. Методы их химического определения сложны, поэтому содержание этих элементов в обычных технических условиях не указывается. 3. Случайные примеси. К этой группе относятся примеси, попадающие в сталь из шихтовых материалов или вследствие каких-либо случайных причин. Случайными примесями могут быть медь, мышьяк, олово, цинк, сурьма, свинец и т.д., попадающие в сталь из руд или скрапа (лома). Стали, выплавленные на, так называемой, первородной шихте, без использования скрапа — основного источника загрязнения, не содержат случайных примесей. Они также очень чистые По степени раскисленности стали подразделяют на кипящие (раскисленные только Mn и практически не содержащие кремния, < 0,05 % Si), полуспокойные (раскисленные Mn и Al; содержание кремния - 0,05 – 0,1 % Si) и спокойные (полностью раскисленные с помощью Mn, Al, Si; содержание кремния - 0,14 – 0,3 % Si). Низколегированная сталь - сталь легируемая одним или несколькими элементами, если содержание каждого из них не превышает 2%, а суммарное содержание 5%. В низколегированных сталях выделяют подкласс микролегированных ( с содержанием каждого из легирующих элементов порядка 0,1 % или менее 0,1 %, например 14Г2АФ, 09Г2ФБ, 10Г2ФР, 12ГН2МФАЮ и др.). Среднелегированная сталь - сталь легированная одним или несколькими элементами, если содержание каждого из элементов от 2 до 5 %, а суммарное содержание не превышает 10 %. Высоколегированная сталь - сталь содержащая не менее 5 % одного из легирующих элементов, и не менее 10 % суммы легирующих элементов. По существующей в машиностроении системе обозначений сталями называют как правило сплавы с содержанием железа не менее 50 %. По ГОСТ 5632-70: никелевый сплав - это сплав с содержанием никеля не менее 55 % (H70MФ, XH60Ю, XH56BMTЮ). Железоникелевые сплавы - это сплавы, содержащие сумму железа и никеля более 65 % и отношение Ni / Fe = 1/1,5 (06XH28MT, XN38BT). По качеству стали делят: - обыкновенного качества; - качественные; - высококачественные; - особо высококачественные (все легированные не хуже, чем качественные). По структуре различают стали в состоянии поставки. При этом стали поставляются после отжига или после нормализации. 1 После отжига стали делят на 4 класса: 1.1. Доэвтектоидные, имеющие избыточный феррит. 1.2. Эвтектоидные, перлитные. 1.3. Аустенитные. 1.4. Ферритные. Углеродистые стали – классы 1.1 и 1.2. Легированные – все классы. 2. После нормализации выделяют основные классы: перлитный, мартенситный, аустенитный и ферритный. В сталях, используемых в сварных конструкциях, как правило, выделяют не только основные, но и промежуточные классы. Соответственно различают стали: перлитные (10ХСНД), жаропрочные перлитные (15ХМ), бейнитно-мартенситные (14Х2ГМРБ), мартенситно-бейнитные (40ХГСН3МА), мартенситные (15Х11МФ), мартенситно-ферритные (12Х13), ферритные (08Х17Т), аустенитные жаропрочные (08Х16Н9М2), аустенитные коррозионностойкие (12Х18Н10Т), аустенитно-ферритные нержавеющие (08Х22Н6Т), аустенитно-мартенситные (09Х15Н8Ю) и мартенситно-стареющие (03Х11Н9М2Т). По применению различают стали: - конструкционные (20, 30ХГСА, В ст.3 пс и т.д.); - инструментальные (У8, Р6М5, XBГ, X т.д.); - стали и сплавы с особыми свойствами (коррозионностойкие, жаропрочные, жаростойкие, теплоустойчивые, пружинные и пр.) Лекция № 2 Химическая коррозия – 2 часа 1. Природа химической коррозии. 2. Влияние легирующих элементов на жаростойкость.
Коррозия металлов - это самопроизвольное разрушение металлических материалов вследствии химического или электрохимического взаимодействия с окружающей средой. Различают коррозию: химическую и электрохимическую. 1. Природа химической коррозии
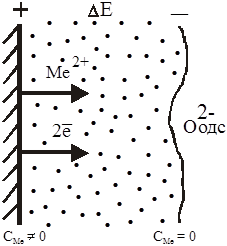
Химическая коррозия развивается в сухих газах или жидких неэлектролитах. В большинстве случаев это кислородосодержащие газы (сухой воздух, CO2, сухой водяной пар, O2). При химической коррозии поверхность металла окисляется, исходя из этого, способность металла сопротивляться коррозионному воздействию газа при высоких температурах называется жаростойкостью. Окисление включает в себя несколько последовательных идущих этапов: 1. Адсорбция молекул кислорода из газовой фазы поверхностными атомами металла. В ходе адсорбции выделяется теплота, которая вызывает диссоциацию (разложение молекул на атомы), что сопровождается перераспределением электронов и ионизацией атомов, причем поверхностные атомы металла теряют электроны Me ® Me2+ + 2e, а атомы кислорода восстанавливаются и захватывают электроны O + 2e ® O2-. 2. Химическое взаимодействие ионов и формирование молекулы оксида Me2+ + O2- ® MeO. Атомы в образующейся пленке оксида расположены в узлах кристаллической решетки, которая характерна для данного оксида и может не соответствовать по кристаллографическим направлениям решетке металла. Полученная оксидная пленка изолирует металл от воздействия кислородосодержащего газа, то есть защищает его. Увеличение толщины оксидной пленки обусловливается в основном диффузией через нее атомов металла, которые, достигнув внешнюю поверхность пленки, вступают в химическую реакцию окисления в соответствии с изложенной схемой. Для оценки защитных свойств оксида (на предмет отсутствия в нем пустот и рыхлостей) используют коэффициент объема j. Коэффициент объема равен отношению объемов моля оксида к грамм-атому металла. Защитными свойствами обладают только плотные оксиды с коэффициентом j = 1,0 - 2,5. Если j < 1, то оксид рыхлый и кислород свободно подходит к поверхности металла. При j > 2,5 оксид под влиянием больших внутренних напряжений растрескивается и осыпается с поверхности металла, который вновь окисляется. Пленки, образующиеся на поверхности металла при 25 о С, называются природными и при малой толщине порядка 10 - 9-м. обладают хорошими защитными свойствами. При нагреве под действием термического цикла сварки или в ходе эксплуатации при повышенных температурах толщина оксидной пленки увеличивается. При невысоких температурах диффузия ионов металла к поверхности оксида происходит под действием электрического поля.
Скорость окисления описывается уравнением: где h – толщина оксидной пленки; t – время; E – энергия активации процесса; R – газовая постоянная; T – температура. Скорость окисления определяют экспериментально (г/(м2×ч)) по температурным зависимостям для скорости окисления металла в условиях соответствующих условиям эксплуатации сварного соединения. Для железа такая зависимость имеет вид:
2. Влияние легирующих элементов на жаростойкость
Из температурной зависимости окисления железа следует, что окисление идет медленно до температуры 560о С, т к. на поверхности присутствуют оксиды Fe2O3 и Fe3O4 с хорошими защитными свойствами. При температуре выше 560о С существует оксид FeO с коэффициентом j > 2,5. Поэтому, предельно допустимая температура нагрева на воздухе металла составляет примерно 560о С. За счет легирования эту температуру можно поднять до 1100-1200о С. Повышение жаростойкости сварных соединений из низколегированных сталей вызвана тем, что легирующие элементы В, входящие в решетку с матрицей из основного металла А, образуют легированные оксиды (АВ)nOm. В высоколегированных сталях легирующий элемент образует на поверхности изделия собственный оксид ВnOm. Если данные оксиды обладают лучшими защитными свойствами при более высоких температурах, чем оксид железа (т.е. имеют j = 1¸2,5), то жаростойкость повышается. На рисунке в качестве примера показано влияние хрома на образование окалины в стали с 0,5 % C на воздухе при различных температурах:
– Марганец при содержании до 6% слабо влияет на жаростойкость, а при содержании более 10 % ухудшает (но хромомарганцевые стали обладают жаростойкостью до 900 о С при наличии серосодержащих газов). – Ванадий резко снижает жаростойкость. – Молибден понижает жаростойкость. – Вольфрам до 900о С почти не влияет на жаростойкость, а при более высоких температурах ухудшает, образовывая на поверхности стали очень пористую окалину. Лекция № 3 |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 162; Нарушение авторского права страницы

 .
.

 ,
,
