|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сварка меди и ее сплавов – 2 часа
1. Характеристика меди и ее сплавов. 2. Особенности сварки медных сплавов. 3. Технология сварки меди и ее сплавов.
1. Характеристика меди и ее сплавов
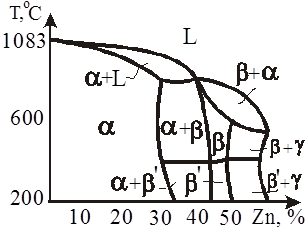
Медь имеет Тпл = 1083оС, плотность проката – 8940 кг/м3. Медь полиморфных превращений не имеет, кристаллизуется в ГЦК. Имеет высокую технологичность, т. е. хорошо прокатывается в тонкие листы, проволоку, легко полируется, хорошо паяется и сваривается, имеет высокую тепло- и электропроводность. Выпускаются следующие марки чистой меди: М00бк (99,99% Cu), M0, М0б, M1, M2, М2р, M3, М4 (99,0% Cu). В меди хорошо растворяется ряд элементов, которые повышают ее прочность. Это алюминий, железо, никель, олово, цинк, серебро и др., что используется при получении медных сплавов. Сплавы Cu c Zn называются латунями, если Zn > 10% (Л60 и др.); ЛС59, 40% Zn, 1-2% Pb – автоматная латунь, латуни, легированные оловом (в малом количестве), плохо коррозируют в морской воде – морская латунь (ЛО70-1). Если Zn £ 10 %, то такие латуни называют томпаками (Л96 и др.). Различают латуни литейные и деформируемые. Обозначения, например, ЛЦ21А2 – литейная; ЛА- 77-2 – деформируемая (А-Al, Н-Ni, О-Sn, С-Pb, Ф-P, Ж-Fe, К-Si, Мц-Mn, Б-Be, Ц-Zn). Диаграмма состояния латуней (Zn до 60%):
L - жидкость; b - электронное соединение СuZn с решеткой ОЦК; b ¢- упорядоченная b-фаза (повышение твердости и резкое снижение пластичности); g - твердый раствор на базе соединения Cu5 Zn8; g ¢- упорядоченная g - фаза. Высокую прочность и пластичность имеют однофазные a - латуни. Сплавы Cu с другими элементами кроме Zn являются бронзами. Тем не менее, при наличии олова, Zn может быть легирующим элементом бронз. Диаграмма состояния имеет более сложный вид, чем в латунях. Диаграмма состояния оловянистой бронзы:
a – твердый раствор Sn в Cu; b – твердый раствор на базе b-эвтектоидного соединения Cu5Sn; b¢ – упорядоченная b-фаза; d – электронное соединение Cu31Sn8; g – твердый раствор на базе химического соединения Cu31Sn8; e – электронное соединение Cu3Sn; h – химическое соединение Cu6Sn8. Пример условного обозначения бронз: БрО3Ц7С5Н1 – литейная, ; БрОФ6,5-0,15 – деформируемая. Наиболее распространены однофазные бронзы со структурой a-твердого раствора. Оловянистые бронзы, имеющие минимальную среди остальных бронз усадку применяются для получения сложных фасонных отливок, в том числе художественных произведений – художественные бронзы. Кроме оловянистых бронз в технике широко используются алюминиевые бронзы (БрАЖ 9-4), кремнистые бронзы (БрКМц 3-1) и др. Сплавы меди с никелем: монель, мельхиор, куниаль, нейзильбер и др.
2. Особенности сварки медных сплавов
При нагреве медь начинает интенсивно реагировать с кислородом. Окисление может происходить: – за счет газовой атмосферы; – за счет обменных реакций с компонентами флюса или электродных покрытий. Оксид Cu2O образует с медью эвтектики, которые располагаются по границам зерен и снижают коррозионную стойкость и пластичность меди. При содержании кислорода в меди более 0,1 % затрудняется процесс сварки, а также процесс горячей деформации. Водород, растворяясь в жидкой меди, не успевает выделиться из сварочной ванны при ее кристаллизации из-за очень большой растворимости и высоких скоростей кристаллизации, в результате чего возникают поры. Кроме того, в процессе сварки протекают реакции:
Cu2O + 2Н ® 2Cu + H2O (1) Cu2О + CO ® 2Cu + CO2 (2)
Образующиеся газы, особенно водяной пар (наряду с чистым водородом), создают в порах высокое давление, приводящее к образованию трещин. При достаточных чистых по водороду присадочных металлах, флюсах и газах источником водорода может служить основной металл, что приводит при отжиге сварного соединения или при сварке к развитию реакции (1) и появлению ²водородной болезни меди², т. е. образованию пор и трещин в шве. Для подавления реакции (1) необходимо уменьшить содержание кислорода в шве до исчезающе малых долей процента, что достигается путем использования сильных раскислителей: титана, циркония, бора и редкоземельных металлов. Медь и ее сплавы склонны к образованию горячих трещин. Это связано с: – высоким коэффициентом теплового расширения; – большой величиной усадки; – наличием легкоплавких эвтектик вредных примесей: свинец, висмут, кислород, сера, сурьма. Например, температура плавления эвтектик со свинцом и висмутом соответственно 320 и 270оС ® красноломкость. Для обеспечения высоких механических свойств сварного соединения в меди допускается не более: сурьмы 0,005%, висмута 0,0005%, серы 0,004%, кислорода 0,01% (для ответственных изделий) и 0,03% (в остальных случаях). Из-за высокой теплопроводности меди при сварке требуется применение концентрированного нагрева и во многих случаях предварительного и сопутствующего подогрева при сварке. Температура подогрева: – медь, 250-300оС; – латунь, 300-500оС; – бронза, 500-600оС. Высокий коэффициент теплового расширения предопределяет высокие сварочные деформации. Сварка латуней сопровождается потерей цинка. В оловянистых бронзах, как правило, содержится фосфор и свинец, поэтому их свариваемость не высокая. В алюминиевых бронзах при сварке образуется тугоплавкий оксид Al2O3, что приводит к плохому формированию шва и его загрязнению шлаковыми включениями. Для алюминиевых бронз под сварку требуется тщательная подготовка кромок. Кремнистые бронзы из-за наличия раскислителей Si и Mn хорошо свариваются. В случаях большого содержания Si и Mn бронзу можно сваривать на воздухе без дополнительной защиты.
3. Технология сварки меди и ее сплавов
Медь и ее сплавы сваривают газовой сваркой, дуговой сваркой угольным электродом (флюсы, присадочные материалы как при газовой сварке), РДС, под флюсом, в защитных газах и электрошлаковой сваркой. РДС. Электроды: 1. медь: – "Комсомолец-100" (нетехнологичны в изготовлении и применении, электропроводность наплавленного металла ~20% от электропроводности технически чистой меди), стержень из меди М1, сварка и наплавка изделий из технически чистой меди М1, М2, М3, нижнее и наклонное положение, постоянный ток обратной полярности, предварительный подогрев 300-700оС (при d > 4 мм); – АНЦ/ОЗМ-2, стержень из меди М1 или МТ, сварка и наплавка изделий из технических марок меди (обеспечивают не менее 60% электропроводности технически чистой меди), постоянный ток обратной полярности, при толщине > 10 мм – предварительный подогрев 150-300оС; применяют также при пониженных требованиях к электропроводности сварного шва электроды АНЦ/ОЗМ-3, АНЦ/ОЗМ-4. 2. Латуни, бронзы: ОЗБ-2М (сварка, наплавка латуней и бронз, в первую очередь оловянно-фосфористых и художественных и заварка дефектов бронзового литья), стержень из проволоки марки БрОФ 6,5-0,4, сварка в нижнем, горизонтальном и вертикальном положениях на постоянном токе обратной полярности. Сварку ведут короткой дугой без колебаний. Дуговая сварка под флюсом. Сварку меди под флюсом ведут постоянным током обратной полярности. Флюсы АН-348 А, ОСЦ-45, АН-20С, АН-26С или керамические флюсы К 13 (20% Al2 О3, 8-10% SiO2, 15% CaCO3, 20% Na2B4О7, 15-19% CaF2, 3-5% Al), ЖМ-1 + М1 или БрКМц3-1. При сварке латуни используют флюсы АН-20, ФН-10, МАТИ-53 (ОСЦ - 45 (77 %), борная кислота (7,7%), кальцинированная сода (15,3%)) + Бр0Ц4-3 или ЛК80-30. Сварка бронз: хромистая бронза, 80% АН-26С + 20% АН-20С + БрХ0,7; в других случаях АН-20С и проволока, близкая по составу к основному металлу. При толщине металла свыше 15 мм. рекомендуется сварка расщепленным электродом. Сварка под флюсом может осуществляться неплавящимся угольным или графитовым электродом, При этом присадочный материал закладывают в разделку заранее. Сварка в защитных газах. Азот особой чистоты (по отношению к меди N2 – нейтральный газ). Аргон высшего сорта, гелий высшей категории качества марок А и Б. Смесь 50-75% Ar + N2 (остальное). При сварке в азоте эффективный и термический КПД выше, чем при сварке в аргоне или гелии. При сварке в труднодоступных местах и при сварке меди малой (< 1 мм) толщины устойчивость дугового разряда в среде аргона лучше: 1. Сварка плавящимся электродом. Постоянный ток обратной полярности. Более сильное окисление капель металла, чем при сварке неплавящимся электродом. Поэтому используются проволоки с раскислителями: БрКМц3-1 (сварка меди), МНЖКТ5-1-0,2-0,2 (Монель-металл, сварка меди, бронзы), БрАМц9-2 (сварка алюминиево-марганцевой бронзы, мышьяковистой латуни). Медь толщиной d > 5 мм. сваривают на флюсовой подушке. При использовании сварочной проволоки сильнолегированной редкоземельными металлами возможна сварка меди на воздухе без дополнительной защиты. 2. Сварка неплавящимся электродом. Наиболее широко применяется сварка вольфрамовым электродом с присадочной проволокой (в зону дуги, с предварительной закладкой в стык, с изготовлением бурта на одной из свариваемых деталей). Постоянный ток прямой полярности. Присадочные проволоки те же, что и при сварке неплавящимся электродом. Электрошлаковая сварка меди. ЭШС меди применяется для толщин свыше 30-55 мм. Используется пластинчатый электрод. Флюс на основе системы NaF-LiF-CaF2.
Лекция № 16
Сварка чугуна – 2 часа
1. Характеристика и свойства чугуна. 2. Особенности сварки чугуна. 3. Способы сварки чугуна. 3.1. Способы сварки, обеспечивающие получение однородного соединения. 3.2. Способы сварки чугуна разнородными металлами.
1. Характеристика и свойства чугуна
Различают чугуны: железоуглеродистые и легированные (низколегированные – S(Cu, Ni, Cr) < 1,0-1,5%, среднелегированные – до 7%, высоколегированные – более 7-10%). В зависимости от вида, в котором углерод присутствует в чугуне, выделяют ® 1. Белый чугун (углерод в виде Fe3 C); 2. Серый, ковкий и высокопрочный чугун (углерод в виде графита): – серый чугун (графит в виде пластинок чешуйчатых, завихренных, розеточных, вермикулярных и т. д.): ферритный, перлитный, ферритно-перлитный, перлитно-карбидный, бейнитный, мартенситный и аустенитный. Марки: СЧ10, СЧ15-СЧ45. Не подчиняется закону Гука и ведет себя как неупругий материал; – высокопрочный чугун (графит компактный, шаровидный): ферритный, перлитный, перлитно-ферритный, бейнитный. Обозначения, например, ВЧ 45-5; – ковкий чугун (графит хлопьевидный): ферритный, перлитный. Обозначения, например, КЧ 37-12. Легированные чугуны. Обозначения разнообразные, например, ЖЧЮ7Х2 и др. – кремнистые чугуны; ИЧХ4Г7Д и др. – марганцевые износостойкие чугуны; ЧН15Д7Х2 и др. – никелевые чугуны и т. д.
2. Особенности сварки чугуна
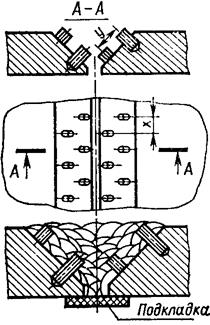
Основной объем сварочных работ связан с ремонтом чугунных деталей и устранением дефектов в отливках. Чугун имеет плохую свариваемость, что связано с низкой прочностью и пластичностью чугуна и склонностью к образованию трещин. Трещины могут возникать: – в начале сварки, когда местный нагрев вызывает напряжения сжатия; – в процессе сварки из-за образования хрупких структур при быстром охлаждении, а также из-за неравномерного хода изменения объема процессов усадки и эвтектического или эвтектоидного превращения; – при остывании шва, когда в шве и ЗТВ возникают остаточные растягивающие напряжения и образуются холодные трещины. Для устранения трещин рекомендуется использовать присадочные материалы и режим охлаждения соединения, обеспечивающий графитизацию металла. Графитизации способствуют элементы: углерод, кремний, марганец (при содержании менее 1-1,2% ведет себя не как карбидообразователь, а как графитизатор), медь и никель. Небольшие добавки хрома титана и ванадия измельчают графитные включения. Кроме того, для измельчения графитных включений используют модификаторы. Самым опасным местом (по отношению к трещинообразованию) является участком основного металла, непосредственно примыкающий к сварному шву, т.е. участок 1 на рис. (где металл находится при сварке в твердожидком состоянии):
3. Способы сварки чугуна
Способы сварки чугуна классифицируют по следующим признакам. 1. По температуре подогрева: – холодная сварка (без подогрева); – полугорячая сварка (Тп »300-400оC); – горячая сварка (Тп » 600-700оC). 2. По виду металла шва: – способы сварки, обеспечивающие получение однородного соединения; – способы сварки чугуна разнородными металлами.
3.1. Способы сварки, обеспечивающие получение однородного соединения
Сварка чугуна порошковой проволокой. В составе порошковых проволок находится требуемое количество графитизаторов (С и Si), а требуемая форма графита обеспечивается модифицированием сварочной ванны. Серый чугун сваривают проволоками ПП-АНЧ1, ПП-АНЧ2, ПП-АНЧ3 и др.. Основной объем работ – заварка дефектов литья с толщиной стенки отливок свыше 15 мм. Проволока ПП-АНЧ1. Основа шва – перлитно-ферритная с участками лидебурита и карбидов. Графит – крупнопластинчатый. Проволока ПП-АНЧ2. Сварка с подогревом 350оС. Шов – ферритно-перлитный, с розеточным графитом. Проволока ПП-АНЧ3. Сварка с подогревом 600оС. Шов – перлитно-ферритный, с мелким завихренным графитом. Высокопрочный чугун сваривают проволокой ПП-АНЧ5 с общим или местным подогревом до 500-700оС. Шов – с феррито-перлитной основой и шаровидным графитом. После сварки требуется замедленное охлаждение (менее 100о/С). Химический состав шва и прочностные характеристики соответствуют чугуну ВЧ 45-5. Сварка чугуна покрытыми электродами. Полугорячая и горячая. Используется для исправления дефектов в массивных толстостенных отливках из серого чугуна. Электроды – чугунные с тонкой обмазкой (ЭЧ-1, ЭЧ-2) или из малоуглеродистой проволоки, в обмазке которой находится графит и кремний (ЦЧ-5). Сварка идет с подогревом 400-550оС (для деталей повышенной жесткости и сложности – 600-700оС). Охлаждение после сварки медленное, т.е. в песке или под асбестом в горне. Графит в шве – крупнопластинчатый, . Газовая сварка чугуна. В качестве присадки используются чугунные прутки. Флюс – бура. Сваривается серый и высокопрочный чугун. Детали малой массы ® холодная сварка, в остальных случаях – полугорячая или горячая. Электрошлаковая сварка. Обладает более мягким, чем дуговая сварка термическим циклом. Используется для сварки серого чугуна большой толщины, при изготовлении литосварных изделий и для ремонтных работ. Контактная стыковая сварка оплавлением. Производится с предварительным подогревом и последующей термообработкой (все это в губках машины). Припуск на осадку подбирается так, чтобы жидкая прослойка полностью выдавливалась из стыка. Сваривают серый и высокопрочный чугун.
3.2. Способы сварки чугуна разнородными металлами
Сварка порошковой проволокой на основе никеля. Получают тонкостенные (4-20 мм.) герметичные соединения из серого, ковкого и высокопрочного чугуна, что невозможно сделать другими способами за исключением никелевых электродов. При малой толщине чугунной детали получение соединения осложняется из-за их восприимчивости к воздействию напряжений, что может вызвать образование трещин. Для предотвращения их образования используют тонкую проволоку ПАНЧ 11 Æ 1-1,2 мм и сварку ведут с малой погонной энергией на воздухе без дополнительной защиты и подогрева. Производительность сварки в 5 раз выше, чем при использовании никелевых электродов. Временное сопротивление металла шва около 450 МПа, а относительное удлинение около 15 %. Сварка покрытыми электродами на основе никеля. Никелевые электроды имеют стержень: – из чистого никеля; – из сплавов никеля с железом (55-70% Ni); – из сплавов никеля с медью (65-70% Ni). Никелевые электроды используют для сварки тонкостенных отливок из серого и высокопрочного чугуна, ОЗЧ-4 (стержень из проволоки НП-2). Сварку ведут постоянным током обратной полярности без подогрева в нижнем или вертикальном положениях. Для снижения размеров ЗТВ используют предельно низкую погонную энергию. Сварку ведут короткими валиками длиной 20-30 мм. Шов часто проковывают для снятия остаточных напряжений, и новый валик накладывают только после остывания детали. Железоникелевые электроды отличаются тем, что дают шов с повышенной стойкостью против горячих трещин и достаточной прочностью по отношению к ковкому и высокопрочному чугуну, ОЗЖИ-1 (стержень – Св-08Н50), нижнее и вертикальное положения; постоянный ток обратной полярности; сварка холодная. Часто используют комбинированные процессы: обварка кромок никелевым электродом и заполнение шва железоникелевым. Такая технология с использованием специальных облицовочных электродов используется при ремонте изделий из ² горелого чугуна ², т.е. окисленного и пропитанного маслом. Сварка стальными электродами. Этот способ не обеспечивает хорошего качества и достаточной прочности по отношению к чугуну из-за закалочных структур и трещин в ЗТВ, АН-1 (стержень из Св-08). Сварку выполняют как с подогревом, так и без него. Без подогрева сварка без закалочных структур в ЗТВ не возможна. Поэтому сварку первого слоя ведут на минимальной погонной энергии валиком длиной порядка 50 мм и сразу же накладывают сверху второй валик, что приводит к отпуску первого слоя. При ремонте толстостенных деталей и при сварке без подогрева в кромки предварительно ввертывают стальные шпильки:
Сварка стальными электродами с получением аустенитного или феррит ного шва. Сварку аустенитными электродами выполняют без подогрева только как многослойную. Предварительный подогрев 300-400оС снижает вероятность образования трещин, например, ОЗЛ-27 (стержень из проволоки Св-04Х19Н11М3). Для получения ферритных швов используют электроды ЦЧ-4А из малоуглеродистой проволоки с феррованадием в составе покрытия; рекомендуется местный подогрев 300оС; сварка в нижнем положении на переменном токе или постоянном токе обратной полярности. Ванадий является сильным карбидообразующим элементом и связывает в карбиды весь углерод, поступающий в шов из основного металла. Электроды используют для заварки дефектов отливок и трещин с применением шпилек. Сварка электродами на основе меди. При сварке электродами на основе меди наплавленный металл представляет собой смесь меди и железо-углеродистого сплава. Это связано с нерастворимостью Fe и Cu друг в друге. Наилучшая прочность и обрабатываемость щвов достигается при содержаниив шве 80-95% Cu и 5-20% Fe. Временное сопротивление при этом приблизительно 200 МПа, что достаточно для сварки серого чугуна: ОЗЧ-2, ОЗЧ-6, в покрытии железный порошок, стержень из М1, сварка и наплавка изделий из серого и ковкого чугуна без подогрева в нижнем и вертикальном положениях на постоянном токе обратной полярности и др. Сварку ведут участками длиной 30-50 мм. Перед наложением каждого валика необходима проковка предыдущего. Часто процесс сварки комбинируют: облицовка шва – никелевым электродом с заполнением кромок медно-железным.
Лекция №17
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 192; Нарушение авторского права страницы