
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Методы контроля при дефектации деталейСтр 1 из 5Следующая ⇒
1)Визуально-оптический 2)Люминесцентный 3)Гидравлических испытаний-для проверки полых деталей 4)Керосиновой пробы – определяет трещины не менее 0,03мм 5)Метод красок- обнаруживается трещины не менее 0,01мм 6)Метод магнитной дефектоскопии – выявляются трещины шириной до 0, 001мм, а также такие дефекты как раковины и пустоты до 1ммрасположенные под поверхностью детали на расстояние до 15 мм. 7)Ультразвуковой- основан на способности ультразвука, отражаться от поверхности раздела двух сред в том числе от дефектов. Наличие дефектов можно определить рентгенно- гаммой излучение.
5. Ремонт деталей гусеничного хода. Быстроизнашивающимися деталями ходовой частью гусеничных машин является: - ведущие направляющие колеса - опорные и поддерживающие катки и ролики - звенья гусениц - рессоры - балансиры кареток Опорные и поддерживающие катки и ролики – их изготавливают из стали и чугуна. Основные дефекты: износ беговых дорожек, наружных и внутренних поверхностей буртов, цилиндрических отверстий, помятость и срыв резьбы. При небольшом износе беговых дорожек – их поверхность протачивают на токарно-винтовом станке до выведения следов износа, но не менее допустимого размера. Износ цилиндрических отверстий устраняют механической обработкой под ремонтные размеры. Помятость и срыв резьбы устраняют прогонкой или нарезанием резьбы номинального размера в новом месте. Ведущие колёса – из стали. Основные дефекты: износ зубьев по толщине, износ отверстий под шпильки крепления. При износе зубьев при толщине восстанавливают наплавкой жидких металлов. Наплавку осуществляют ручной электродуговой сваркой или на полуавтоматах в среде углеродистых газов. Изношенные отверстия под шпильки крепления рассверливают под шпильку увеличенного размера.
6. Имеют дефекты: износ зубьев, режущие полукруглые кромки, проушин, режущие кромки ножей, днища, запорного устройства. Зубья ковшей экскаваторов изнашиваются на несколько десятков мм. Поэтому осуществлять их полную восстановительную наплавку не целесообразно. Полукруглые режущие кромки ковшей наплавляют в порядке профилактике с двух сторон. При незначительном износе режущую кромку наплавляют с помощью электродов до устранения площади износа на не сношенной поверхности и получения заостренной кромки, а потом наплавляют износостойкими сплавами. Изношенные проушины срезают ацетиленовой горелкой, заваривают, зачищают, просверливают отверстия. Затем проушины подгоняют, вставляя в отверстие контрольный палец, и приваривают проушины к ковшу. Ремонт ножей. Изношенные ножи бульдозеров и автогр. Наплавляют с двух противоположных сторон. На ноже отмечают краской все дефекты подлежащие устранению, после этого нож укладывают на приспособления для правки.
7. 1. Ремонт шестеренчатых насосов. В большинстве случаях ремонту подвергаются корпуса, шестерёнки и крышки. Ремонт корпуса насоса. Дефекты: износ со стороны высасывающей полости и на колодке, износ или срыв резьбы под болты. При износе поверхности колодцев применяют слесарно-механическую обработку с использованием дополнительных деталей. Износ или срыв резьбы устраняют путём рассверливание отверстий и нарезанием в них резьбы ремонтного размера. Изношенные торцы зубьев шестерен восстанавливают шлифовкой в центрах на шлифовальном станке. Крышки. Основные дефекты – износ торцов поверхности со стороны корпуса насоса, забоины и задиры, срыв буртика. Износ торцов поверхности восстанавливают проточкой на токарном станке. Задиры и забоины устраняют путём шлифованием поверхности шкуркой. При срыве буртика в гнезде сальника – крышку восстанавливают постановкой стального кольца. 2. Ремонт гидрораспределителей. Ремонту подвергаются корпус, золотники, гнезда клапанов. Ремонт корпуса. Корпус изготавливают из серого чугуна. Отверстие в корпусе и золотнике гидрораспределителей при изготовлении и восстановления делятся на размерные группы. Это позволяет при большом ремонтном фонде и не значительных износах восстанавливать насос в паре корпус-золотник, за счёт перекомплектовке этих деталей с последующей подготовкой. Ремонт золотников. Золотник изготавливают из стали. Он изнашивается по поверхности рабочих поясков сопрягаемых с отверстием корпуса. Кроме того могут изнашиваться детали автоматики и фиксацией золотника. Ремонт гнезда клапана. Гнездо перепускного клапана изготавливаются из стали. В нём изготавливаются уплотняющая кромка с конической частью перепускного клапана. Гнездо клапана при износе шлифуют до появления острой кромки. Аналогично восстанавливают гнездо предохранительного клапана.
9. 1. Ремонт блоков цилиндра блок цилиндра изготавливаются из серого чугуна или алюминиевого сплава. Основные дефекты: трещины в рубашке охлаждения, пробоины, износ или нарушения соосности гнёзд под вкладыши коренных подшипников, износ отверстий под втулки толкателей и втулки распределительного вала, износ резьбовых отверстий. Трещины и пробоины в зависимости от размера и места расположения устраняют используя сварку, сварку с последующим нанесением полимерного материала, для обеспечения герметичности. Применение полимерных материалов более предпочтительно как они обеспечивают высокую прочность и сцепляемость с основным материалом детали. Коробление верхней полости цилиндра – при короблении более 0,15 мм производят шлифовку используя специальные приспособления. После обработки необходимо с тойже установки углубить на такой же размер, выточить под бурты головки цилиндры. Восстановление резьбы в отверстиях: 1. нарезание резьбы ремонтного размера; 2. заварка отверстия с последующим нарезанием резьбы; 3. постановка резьбового отверстия 2. Ремонт головок блока цилиндра. Головки цилиндра изготавливаются из серого чугуна и алюминиевого сплава. Перечень дефекта: трещины на плоскости сопряжения блоков цилиндров, трещины на стенках рубашки охлаждения, деформация поверхности, износ отверстий, повреждение отверстий под направляющие втулки клапанов, износ фасок сёдел клапанов, ослабление посадки сёдел клапанов, повреждение резьбы в отверстии. 1. Перед сваркой у концов трещины расположены на плоскости сопряжения с блоком сверлится отверстие 4 мм, на глубину 3 мм. Края трещины обрабатываются по всей длине на глубину 3 мм, под угол от 90-120. Головка нагревается до температуры 180. Поверхность подлежащая, сварке очищается металлической щёткой. Подготовленная трещина заваривается электросваркой постоянного тока, электродом диаметром 5 мм. После сварки шов промывается раствором азотной кислоты и горячей водой. 2. Устраняется с помощью полимерных материалов. Для ускорения процесса затвердевания композиции головка цилиндров нагревается до температуры 100, время выдержи 1 час. После устранения трещины головка проверяется на герметичность. 3 фрезеруют и шлифуют. 4. Изношенные направляющие втулки выпрессовываются. Контролируются размеры отверстий под втулки. 5. Отверстия под направляющие втулки размеры которых допускают допустимые развёртываются под ремонтный размер. При сборке используются втулки ремонтного размера по наружному диаметру. 6. фрезеруют и шлифуют. 7. Сёдла клапанов выпресовывают и посадочные гнёзда растачивают под ремонтный размер. 3. Ремонт клапанов. Верхние клапаны пусковой и выпускной расположены в головки блоков цилиндров. Клапаны изготавливаются из жаростойкой стали, стержни хромируются. Для повышения долговечности рабочей фаски выпускной клапан имеет механизм принудительного перемещения, при повреждении данного механизма его следует заменить. Основные дефекты клапанов: 1. Нарушение герметичности рабочей фаски клапанов. 2. Износ тарелки. 3. износ стержня по диаметру к торцу. 4. Прогиб стержня. 5. Не допускаются использование клапанов имеющие трещины, коробление тарелки. Восстановление герметичности осуществляется притиркой рабочих фасок клапанов к их сёдлам. Фаску шлифуют после шлифования стержня до выведения неровности. Изношенный торец стержня шлифуют до выведения следов износа. Прогиб стержня устраняют правкой на прессе или с помощью специальных приспособлений 4.Ремонт шатунов. Основные дефекты. 1-изгиб и скручивание, 2-износ поверхности отверстий верхней и нижней головок, а так же поверхности по плоскости разъема крышки. 3-износ отверстий и опорных поверхностей под гайкой и головкой шатунных болтов. Нижняя головка шатуна обрабатывается в сборе с крышкой поэтому при разборке контроля и сборке шатун и крышку необходимо сохранять в комплекте. Крышки шатунов центрируются по шлифованным поверхностям шатунных валов. Не допускается дальнейшее использование шатунов имеющих трещины, сколы, задирына на боковых поверхностях нижней головки. Изгиб и скручивание шатуна устраняют правкой на специальных приспособлениях. Иногда после правки шатун подвергают термостабилизации, для этого его нагревают до температуры 400-450 градусов, выдерживают в течении часа после чего охлаждают на воздухе.Изношенную внутреннюю поверхность верхней головки шатуна растачивают под ремонтный размер и затем запрессовывают втулку увеличенного размера. Изношенную поверхность и нижних головок шатунов восстанавливают растачиванием с последующим хаметованием под нужный размер. Чтобы создать припуск для растачивания с плоскости разъёма шатуна и крышки снимают слой металла на фрезерных станках. При значительных износах поверхностей отверстий – нижнюю головку шатуна вместе с крышкой наплавляют в среде углекислого газа или вибродуговым способом затем отверстия растачивают на расточных или токарных станках. Изношенные поверхности нижней и верхней головок шатуна, а также поврежденные пл-ти разъёма шатуна с крышкой можно восстановить астсливанием с последующей механической обработкой поверхности. Изношенные опорные поверхности под гайки и головки шатунных болтов фрезеруют до выведения следов износа. После фрезерования при сборке нижней головки шатуна следит чтобы отверстие для шплинта шатунного болта не выступало за торцевую поверхность гайки. В противном случае поверхность наплавляют, а затем фрезеруют до нормального размера. 5. Восстановление распределительных волов. Распределительные валы двигателя обычно изготавливаются из стали, а также из легированного чугуна. Кулачки, эксцентрики и (((опорки))) (((шлейки)) валов из углеродистой стали подвергаются закалки током высокой частоты на глубину 2-6 мм, твердость закаленного слоя HRC 52-62 Основные дефекты распр. валов. 1-деформация вала, 2-износ опорных шеек, 3-износ кулачков и эксцентриков, 4-повреждение шейки под распределительную шестерню, 5-повреждение шпоночной канавки (отверстие под штифт), 6-повреждение резьбы. Допустимое биение составляет от 0,03 до 0,05 мм. Правка проводится на прессе или наклепом. Опорные шейки шлифуются под ремонтный размер. При достижении последнего ремонтного размера шейки восстанавливают под размер завода изготовителя наплавкой плазменным газотермическим напылением. Применяются также гальвановые покрытия. Кулачки восстанавливают шлифованием при сохранении профиля кулачка. При шлифовании вал базируем по центрам и шпоночному пазу, обеспечивающую правильное угловое положение вала. После шлифования каждого кулачка вал поворачивается на нужный угол для обработки следующего кулачка. Окончательно обработка кулачков выполняется полированием мелко-зернистой полировочной лентой. Шпоночный паз востонавл. заваркой с последующим сверлением, заварка производится электродуговой сваркой постоянным током обратной полярности. Возможно без применения сварочных операций фрезеровать. 11. Этот способ разделяют на: дуговой, плазменный, электроимпульсный и высокачастотный. Для нанесения покрытий в основном используют дуговой электрический разряд двух видов: 1)столб дуги имеет минимальные размеры, его используют при дуговой металлизации. 2)столб дуги имеет большое межэлектронное расстояние, его используют при плазменном напылении. Дуговая металлизация
1-деталь; 2-расходуемые проволочные электроды; 3-клема; 4-механизмы для подачи проволоки. Сущность дуговой металлизации состоит в том, что в зону металлизации подают непрерывно две проволоки находящиеся под напряжением, при соприкосновении которых возникает электрическая дуга, расплавленный металл подают на поверхность под давлением р=0,4…0,6 МПа. Установки: ЭМ-1,3,5. В качестве материала покрытий используют черные или цветные металлы. Разработаны и гостированы электродные сварочные проволоки. Технологический процесс имеет два этапа: 1) нанесения подслоя (защищает от окисления); 2)нанесения покрытия требуемого основного состава. Плазменное напыление Сущность: в плазмотроне возникает электрическая дуга, которая нагревает плазма образующий газ (аргон, азот) до температур 40000 С. В электрическую дугу вводят напыляемый материал который оплавляется и наносится на поверхность детали.
1-катод; 2-медный охлаждаемый анод; 3-плазма образующий газ. В комплект оборудования для плазменного напыления входит плазматрон, механизм транспортирования распыляемых материалов (порошка или проволоки), пульт управления , источник питания дуги, источник и приемник охлаждающей воды, а также коммуникации для подвода воды, электроэнергии. 12. Тех процесс нанесения покрытий вкл.: 1) подготовка поверхности; 2) нанесение полимерного слоя на Ме; 3) формирование беспористого слоя при термообработке при Т=Тпл+(50..100) С; 4) мех обработка поверхности.
Классификация: I по исходному состоянию полимерного покрытия: 1. р-ра; 2. пленочного покрытия; 3. порошкового полимера; II по типу полимера: термо- и реактопласты; III по методу нанесения: 1.плазменное; 2.гозообразное; 3.из псевдоожижженного слоя. Композиционный материал (полимер) – материалы сложного состава, состоящие из 2-х более разнородных компонентов, кот имеют четкую границу раздела м/д ними. Состоит из: наполнителя и связующего (матрицы). 14. Наиболее эффективным методом явл-ся ремонт обработка и давление. Он основан на палстическом деформировании материала, его перераспределении и изменении формы и размеров детали без изменения ее массы. Применяют следующие виды обработкой давлением: 1)осадка; 2)вдавливание; 3)раздача; 4) обжатие; 5)вытежка;6)правка и др. 1) Осадка
При осадке деталь деформируют в направлении перпендикулярно усилию, с помощью этого метода восстанавливают бронзовые втулки, уменьшают длину на 15%. 2) Вдавливание
Востановление зубьев. Этим методом восстанавливают изношенные боковые поверхности шлицов на валах, а также зубья шестерен. 3)Раздача
Раздачу применяют для увеличения наружнего диаметра полых цилиндрических деталей без изменения высоты: проводят пуасоном или шариком. 4) Обжатие
Проводят проталивание детали через матрицу меньшего диаметра, для остальных деталей нагревают Т=900 С. Востанавливает втулки, звенье гусениц, зубчатые муфты, все возможные рычаги. 5) Правка
Обеспечивает исправление искрывленых и покоробленных деталей и восстанавливает, валы, рычаги и т.д. Если деформация не превышает 2% холодное восстановление, >2 нагревают до Т=200…400 С.
Гальванические покрытия — электролитическое осаждение тонкого слоя металла на поверхности какого-либо металлического предмета для защиты его от коррозии, повышения износоустойчивости, предохранения от цементации, в декоративных целях и т. д. Получаемые покрытия — осадки — должны быть плотными, а по структуре — мелкозернистыми. Чтобы достигнуть мелкозернистого строения осадков, необходимо выбрать соответствующие состав электролита, температурный режим и плотность тока. В зависимости от требований, предъявляемых к функциональным характеристикам изделий, различают покрытия: - защитные (защищают от коррозии) - защитно-декоративные (обеспечивают защиту от коррозии и придают поверхности изделия декоративный вид) - декоративные (придают поверхности изделия различные декоративные свойства) - специальные (придают поверхности изделия специальные свойства) Одни и те же покрытия в зависимости от области их применения могут относиться к защитным, защитно-декоративным или специальным. Хромирование — нанесение хрома или его сплава на металлическое изделие для придания поверхности комплекса физико-химических свойств: высокого сопротивления коррозии, износостойкости, жаростойкости, высоких механических и электромагнитных свойств. Хромирование применяется как в декоративных целях (матовое), так и для придания антифрикционных и износостойких свойств (молочное, блестящее). Для повышения поверхностной твёрдости и износостойкости хромируют трущиеся детали, например цилиндры двигателей внутреннего сгорания, поршневые кольца, калибры. В этих случаях наносят покрытия толщиной более 1 мм.
Для хромирования используют электролит. Анодом является свинцовая пластина, материалом ванны является или свинец или полимер. Процесс хромирования включает следующие стадии: 1) шлифование и полирование поверхности; 2) Обезжирование в органических растворителях; 3)обработка в щелочах; 4)хромирование; Достоинства: 1.Высокая износостойкость и коррозионная стойкость; 2.Сохранение структуры и свойств основного металла; 3. Высокая адгезионная стойкость Недостатки: 1. низкая скорость процесса (до 30мкм/ч); 2.небольшая толщина покрытий с оптимальными свойствами до 0,35мм.; 3.большие производственные площади для реализации процесса.
1. Тяговый расчет базируется на уравнении тягового баланса, которое отражает взаимосвязь всех сил действующих на машину при перемещении по опорной поверхности. Рсц ≥ Ро ≥ W , где Рсц – сила сцепления движителя с опорной поверхностью, которая зависит от свойств опорной поверхности и типа ходового оборудования; Ро – окружная сила на ведущих колесах; W – общая сила сопротивления при движении машины; Колесный движитель ДМ преобразует подводимый к нему от двигателя крутящий момент в силу тяги машины. Движение машины перед – е двигателю и приложенная к ведущему колесу максимальная окружная сила. Ро = Ро*/nк , nк – число ведущих колес. КПД η = Nвых/Nвх Передат. Число U =ωвх/ωвых Коэф –т преобразования Кпр = Мвых/Мвх = ηU Мкр = ηUМдв Nдв = Мдвωдв = 2πМдв nдв Окружная сила на ведущем колесе Ро* = Мкр/rк Тогда Ро = Ро*/ nк = Мкр/(rк nк) = ηUМдв/(rк nк) = ηUNдв/2π nдв nк rк Рсц = φсцGсц φсц = 0,1…0,6 – коэф – т сцепления Gсц – сцепная сила тяжести, т.е нагрузка на ведущие колеса Gсц = (В/А)G, где В- числа ведущих колес, А- общее число колес Сила сопротивления W = Wпер + Wин + Wвет + Wраб 1)Wпер – сила сопротивления передвижению машины Wпер = (f + i)G, где f- коэф. сопротивления передвижению = 0,01…0,3, i- коэф –т уклона = 0,1…0,15. 2)Wин – сила инерции на движение машины Wин = Gv/gtр, где v- скорость движения, tр- время разгона 3)Wвет- сопротивление ветровой нагрузки Wвет = РветF, где Рвет – удельное сопротивление ветровой нагрузки(давление ветра), F – площадь 4)Wраб – сопротивление рабочему процессу- для каждой машины рассчитывается индивидуально Очень часто на 1м этапе проектирования отсутствуют сведения о силовой установке машины, т.е Ро нельзя найти. В этом случае Ро ≈ W , а W можно найти N=Wv/η
2. Тяговый расчет базируется на уравнении тягового баланса, которое отражает взаимосвязь всех сил действующих на машину при перемещении по опорной поверхности. Рсц ≥ Ро ≥ W , где Рсц – сила сцепления движителя с опорной поверхностью, которая зависит от свойств опорной поверхности и типа ходового оборудования; Ро – окружная сила на ведущих звездочках; W – общая сила сопротивления при движении машины; Гусеничный движитель ДМ преобразует подводимый к нему от двигателя крутящий момент в силу тяги машины. Движение машины перед – е двигателю и приложенная к ведущей звездочке максимальная окружная сила. Ро = Ро*/nзв, nзв – число ведущих звездочек. КПД η = Nвых/Nвх Передат. Число U =ωвх/ωвых Коэф –т преобразования Кпр = Мвых/Мвх = ηU Мкр = ηUМдв Nдв = Мдвωдв = 2πМдв nдв Окружная сила на ведущей звездочке Ро* = Мкр/rзв Тогда Ро = Ро*/ nк = Мкр/(rзв nк) = ηUМдв/(rзв nк) = ηUNдв/2π nдв nзв rзв Рсц = φсцGсц φсц = 0,1…0,6 – коэф – т сцепления Gсц – сцепная сила тяжести, т.е нагрузка на гусеницы Gсц = G, Сила сопротивления W = Wпер + Wин + Wвет + Wраб 1)Wпер – сила сопротивления передвижению машины Wпер = (f + i)G, где f- коэф. сопротивления передвижению = 0,01…0,3, i- коэф –т уклона = 0,1…0,15. 2)Wин – сила инерции на движение машины Wин = Gv/gtр, где v- скорость движения, tр- время разгона 3)Wвет- сопротивление ветровой нагрузки Wвет = РветF, где Рвет – удельное сопротивление ветровой нагрузки(давление ветра), F – площадь 4)Wраб – сопротивление рабочему процессу- для каждой машины рассчитывается индивидуально Очень часто на 1м этапе проектирования отсутствуют сведения о силовой установке машины, т.е Ро нельзя найти. В этом случае Ро ≈ W , а W можно найти N=Wv/η
3. Привод – это совокупность устройств для сообщения движения и усилия исполнительным механизмам машин. Привод включает силовое оборудование(двигатель), трансмиссию(сист. Силовых передач) и систему управления. Привод выбирают из условий: - технологии производства работ;- условий эксплуатации;- режимов нагружения Приводы классифицируют по следующим признакам: 1) по значимости:-основные(ход-е и раб-е оборудование), - вспомогательные 2) по типу трансмиссии: - с мех-ми трансмиссиями, - с электрическими, - с гидравлическими, - с комбинированными; 3) по типу сист. управления:- с мех-й рычажной, -с электрической, с гидравлической, с пневматической, с комбинированной Мощность привода определяется: Nро = Nдвη ; Nро = Тω; Nро = Рv Т – крутящий момент сопротивления, преодолеваемый исполнительным механизмом; ω - угловая скорость Р – усилие внешнего сопротивления V – линейная скорость исполнительных механизмов N = Тv – идеальный вариант Для оценки работы привода используют его внешнюю характеристику – зависимость ω=f(Т)
1. идеальная внешняя характеристика при N = const не зависит от режимов работы 2. жесткая характеристика – с увелич – м крутящего момента в шир – х пределах скорость изменяется незначительно 3. мягкая хар – ка – с ростом нагрузки резко уменьшается угловая скорость ДВС как правило используют N = 20…1200 кВт ДВС по способу газообмена различают: 2х и 4х тактные По способу наполнения рабочего цилиндра: без и с наддувом По числу и расположению цил – в:рядные и V – образные Используют 3 вида ДВС: тракторные, автомобильные,промышленные. Перегрузочная способность ДВС составдяет Кп = 1,1…1,3 = Тмах дв/Тном дв,поэтому ДВС выбирают с запасом мощности Кзап = 1,17…1,25 – дизели и Кзап = 1,11…1,17 – карбюраторные. Достоинства: автономность, отн – но высокий кпд, малая масса на единицу мощности. Недостатки: чувствительны к перегрузкам, затруднена эксплуатация прм низких температурах. Например в 1ноковшовых экскаваторахприменяются ДВС в сочетании с механической троансмиссией. От ДВС движение к рабочим механизмам передается через главную муфту с помощью цепных,зубчатых и канатных передач,при использовании кулачковых и фрикционных муфт
4. Привод – это совокупность устройств для сообщения движения и усилия исполнительным механизмам машин. Привод включает силовое оборудование(двигатель), трансмиссию(сист. Силовых передач) и систему управления. Привод выбирают из условий: - технологии производства работ;- условий эксплуатации;- режимов нагружения Приводы классифицируют по следующим признакам: 1. по значимости:-основные(ход-е и раб-е оборудование), - вспомогательные 2. по типу трансмиссии: - с мех-ми трансмиссиями, - с электрическими, - с гидравлическими, - с комбинированными; 3. по типу сист. управления:- с мех-й рычажной, -с электрической, с гидравлической, с пневматической, с комбинированной Мощность привода определяется: Nро = Nдвη ; Nро = Тω; Nро = Рv Т – крутящий момент сопротивления, преодолеваемый исполнительным механизмом; ω - угловая скорость; Р – усилие внешнего сопротивления; V – линейная скорость исполнительных механизмов; N = Тv – идеальный вариант. Для оценки работы привода используют его внешнюю характеристику – зависимость ω=f(Т)
1. идеальная внешняя характеристика при N = const не зависит от режимов работы 2. жесткая характеристика – с увелич – м крутящего момента в шир – х пределах скорость изменяется незначительно 3. мягкая хар – ка – с ростом нагрузки резко уменьшается угловая скорость Гидропривод включает гидравлическое силовое оборудование, которое может быть 2х видов: гидрообъемное (гидронасосы, гидродвигатели, силовые гидроцилиндры) и гидродинамическое(гидромуфты и гидротрансформаторы). Преимущества: небольшая масса и размеры,возможность получения больших передаточных чисел до 1000 и более,малая инерция и высокая производительностьиз-за высоких скоростей рабочего оборудования. Недостатки: высокая стоимость оборудования, сложность в эксплуатации,нелбходимость специальных жидкостей в различных климатических условиях, высокие динамические нагрузки из-за быстродействия исполнительных механизмов. Объемный гидропривод состоит из объемного гидронасоса,системы распределения,бака с жидкостью,соединительных трубопроводов(всасывающих и напорных),гидродвигателей поступательного движения(силовые гидроцилиндры) и вращательного(гидромоторы). Структурная схема
ОГП классифицируют по следующим признакам: 1)по конструктивным признакам:открытые и закрытые 2)по виду энергопреобразования:шестеренные,поршневые,пластинчатые. 3)по регулированию парвметров:регулируемые,нерегулируемые 4)по назначению:основные,вспомогательные 4)по кол-ву потоков рабочей жидкости:1но,2х,3х,4хпоточные В гидродинамических передачах общими элементами являются гидромуфты и гтдротрансформаторы. Достоинство:гм можно использовать как предохранительную муфту Недостаток:ограничивают передачу энергии Гидромуфта имеет 2 рабочих колеса:насосное,соединенное с валом ДВС и турбинное,связанное с валом исполнительного механизма. Гидромуфта служит защитоц ДВС от перегрузок, а также для автономного бесступенчатого изменения скорости движения рабочего органа в зависимости от внешней нагрузки. Гидромуфта преобразует только скоростные параметры передач. η=0,94…0,96 Гидротрансформатор имеет 3 ро:насосное,турбинное и реактивное колеса. Реактивное колесо неподвижно-гидротрансформатор преобразует скорости и крутящие моменты. η=0,85 Недостатки:сравнительно низкий кпд,передача мощности только на расстояния,ограниченные габаритами гидротр-ра,передача только вращающего движения Гидромеханической передачей считают систему передач,содержащую гидродинамическую передачу и механическую с приводом от ДВС. Возможные варианты соединения: 1)непосредственное соединение двигателя с ГТ
2) соединение двигателя с ГТ через редуктор 3)с отводом мощности на вспомогательные механизмы
5. Привод – это совокупность устройств для сообщения движения и усилия исполнительным механизмам машин. Привод включает силовое оборудование(двигатель), трансмиссию(сист. Силовых передач) и систему управления. Привод выбирают из условий: - технологии производства работ;- условий эксплуатации;- режимов нагружения Приводы классифицируют по следующим признакам: 4) по значимости:-основные(ход-е и раб-е оборудование), - вспомогательные 5) по типу трансмиссии: - с мех-ми трансмиссиями, - с электрическими, - с гидравлическими, - с комбинированными; 6) по типу сист. управления:- с мех-й рычажной, -с электрической, с гидравлической, с пневматической, с комбинированной Мощность привода определяется: Nро = Nдвη ; Nро = Тω; Nро = Рv Т – крутящий момент сопротивления, преодолеваемый исполнительным механизмом; ω - угловая скорость Р – усилие внешнего сопротивления V – линейная скорость исполнительных механизмов N = Тv – идеальный вариант Для оценки работы привода используют его внешнюю характеристику – зависимость ω=f(Т)
4. идеальная внешняя характеристика при N = const не зависит от режимов работы 5. жесткая характеристика – с увелич – м крутящего момента в шир – х пределах скорость изменяется незначительно 6. мягкая хар – ка – с ростом нагрузки резко уменьшается угловая скорость Электропривод ДВС-ЭГ-ЭД-ИМ Первичный двигатель-ДВС,который приводит в действие электрогенератор,который питает электродвигатели,приводящие исполнительные механизмы. В ряде случаев в качестве силового оборудования используют ЭД постоянного или переменного тока,которые приводят в действие исполнительные механизмы и работают от внешней сети 220;380 В непосредственно через трансформатор. ЭД переменного тока просты в управлении,надежны в эксплуатации,выдерживают кратковременные перегрузки.Кп=1,8…2,2 ,ночувствителен к колебаниям напряжения в сети. Обычно используют общепромышленные им специальные крановые асинхронные двигатели 3хфазного тока U=220,380 В, ν=50 Гц. ЭД постоянного тока считаются наиболее подходящими для приводов МЗР с тяжнлыми условиями работы. Они обеспечивают плавность пуска и торможения,имеют значительную перегрузочную способность и независят от температуры эксплуатации. Обычно их применяют в эксплуатации при средних и больших мощностях,а также в ЗТМ большой мощности.
6. При взаимодействии грунта с рабочим органом в грунте развиваются силы сопротивления. Эти силы зависят от 3-х основ. параметров: –технологии разработки грунта; –физ-мех. свойств грунта; –геометрических характеристик рабочего органа. Основные виды рабочих органов машин для земляных работ классифицируют следующим образом: 1. Рабочие органы которые только отделяют грунт от массива(фрезы, шнеки) 2. Рабочие органы которые отделяют грунт от массива одновременно захватывают его и трансп. А) перемещают по поверхности массива (отвалы бульдозера, грейдера)
Б) накапливают и переносят грунт в специальных ёмкостях (ковши) 1– передняя грань 2– задняя грань 3– режущая кромка В– ширина режущей кромки
В зависимости от свойств грунта при резании р.о образуется 3 вида стружки:
сыпучий пластинчатый скалывающийся При взаимодействии рабочего органа с грунтом р.о. действует с силой <Р> которая вызывает со стороны груза силу противодействия:
1) Резание грунта. Для инж. расчетов используют следующую формулу связывающую силы сопротивления с геометрией р.о. и свойствами грунта: Р01=Рк = кр*В*с; кр–удельн. сопр. грунторез(0,012–3,5МПа) ; с– толщ. срез. грунта 2) Копание грунта. Для инж. расчетов силу сопротивления копания рассчитывают по той же ф., что и силу сопротивления резания учитывая другие силы сопротивления. Учет всех остальных сил осуществляется за счёт увеличения коэффициента удельного сопротивления копанию: Р01=Рк= к1*В*с к1=0,018–4,5МПа. Норм. сост. Р02=
7. Подготовительные работы включают очистку площадки от леса и кустарника, удаление пней и камней, рыхление скальных пород и мерзлых грунтов. РЫХЛИТЕЛИ: Рама с зубьями для послойного разделения грунта. Классификация: По назначению: –общего назнач.(h По способу передвижения: –навесные, –прицепные. По тяговому усилию: –легкие(Тсц<130кН), –средние, –тяжелые, –сверх тяжелые(Тсц>300кН) По ходовому оборудованию: –гусеничные, –колесные По конструктивным признакам:
трехточечная четырёхточечная схема подвески Рабочий орган оснащен 1 или несколькими зубьями крепление которых может быть жёстким или шарнирным. Поворот зубьев на угол +/– 15о осуществляется с помощью специальных кронштейнов – флюгеры. По форме зубья разделяют: -изогнутые, -прямые, -полуизогнутые. Число зубьев и их шаг зависит от глубины рыхления, свойств грунта, и мощности рыхлителя. ДП–на базе трактора; ДЗ–на базе бульдозера. В расчетах рыхлит. оборудования следует рассчитать рабочий орган и систему подвески на прочность, а также определить необходимые усилия заглубления и выглубления для подбора зубьев рыхлителя. При расчетах на прочность используют 2 основных расчетных положения при которых возникают наибольшие нагрузки. заглубление выглубление
РМАКС.=КРХ*F, где F= nBh – площадь зуба, КРХ–коэф. сопротивления рыхлению КОРЧЕВАТЕЛЬ: Предназначен для выкорчевывания пней, расчистки строительных участков от корней и камней-валунов, уборки стволов и кустарника, срезанных кусторезом. Классификация: По характеру установки на тракторе: – с передней навеской; – с задней навеской По типу установки отвала на толкающей раме: – жёсткая, – с возможностью поворота относительно рамы в вертикальной плоскости. Р.о. корчевателя является отвал с зубьями. Он монтируется на толкающей раме охватывающего типа, которая своими задними концами шарнирно крепится к лонжеронам трактора. КУСТОРЕЗ: Предназначен для очистки строительных участков от кустарника и мелколесья. Кусторез является передним навесным оборудованием гусеничного трактора. Оборудование кустореза состоит из универсальной рамы, рабочего органа, ограждения трактора. Срезание кустарника и деревьев производится ножами рамы р.о. В передней части рамы приварен носовой лист для раскалывания пней и раздвигания сваленных деревьев. Для заточки ножей в процессе работы кусторезы снабжаются заточным приспособлением, состоящим из заточенной головки с наждачным кругом, гибкого вала и механизма привода, работающего от переднего конца коленчатого вала дизеля или редуктора привода гидронасосов трактора. 11. Их производят как навесное оборудование к пневмоколесным тракторам. Эти экскаваторы имеют основное рабочее оборудование (кош прямой и обратной лопаты), а так же дополнительное (грейфер, ковшовый и вилочный погрузчики, кран). 1-рама; 2-поворотная платформа; 3-г. ц. управления стрелой; 4- г. ц. управления рукоятью; 5- рукоять;
8. Предназначен для срезания, планировки и перемещения грунта на расстояние до 150м. Классификация: По типу ходового оборудования: –колёсные, –гусеничные По назначению: –общего назначения, –специального назначения По номинальному тяговому усилию и мощности: –легкие(N<20кВт), –средние, –тяжелые, –сверхтяжёлы По конструкции рабочего оборудования: –с неповоротным отвалом, –с поворотным отвалом, –с универсальным отвалом, –бульдозер погрузчик. Бульдозер с неповоротным отвалом. Отвал устанавливается перпендикулярно продольной оси машины в 2-х вариантах или неподвижно, или с небольшим углом в поперечной плоскости. Бульдозеры с поворотным отвалом его можно поворачивать на заданный угол в обе стороны от основного положения. Универсальный бульдозер оборудован шарнирно-сочлененным отвалом состоящим из 2-х частей – эти части можно устанавливать перпендикулярно или под углом. Бульдозеры–погрузчики на подъёмной стреле шарнирно установлен отвал.
1– ножи; 2– отвал; 3– раскосы; 4– толкающие брусья; 5– г/ц управления положением; 6– гусеницы; 7– универсальная толкающая рама Отвал – это V-металлоконструкция сваренная из лобового листа полукруглого профиля с верхним и нижним задними поясами жёсткости. Сверху приварен козырёк в нижней части лобовой лист образует подножную плиту, на которую спереди крепят съёмные секционные ножи. Торцы отвала закрыты боковыми щеками. Его снабжают дополнительным съёмным оборудованием: боковыми ножами, выдвижными боковыми зубьями, боковыми щёками. Отвал можно снабдить гребенчатыми ножами, зубьями, кусторезными ножами, грузовыми вилами, подъёмным крюком. Виды отвалов: -савковый, -сферический, -универсальный, -короткий прямой, -прямой простой. Основные параметры отвала: –ширина(В), –радиус кривизны(r), –угол резания( –угол наклона отвала(
ЗАГЛУБЛЕНИЕ
9. СКРЕПЕРЫ – Землеройно-транспортные машины с ковшовым рабочим органом который производит копание, перемещение, отсыпку и разработку грунта I–IV категории. L=100…5000м. Классификация: По вместимости ковша: –малой(<6m3), –средней, –большой, –особо большой(>25m3) По способу агрегатирования с тягачом: –прицепные, –полуприцепные, –самоходные По способу загрузки ковша: –со свободной загрузкой, –с принудительной загрузкой(подъем гр. шнекам) По способу разгрузки ковша: –свободная разгрузка(опрокид. ковша), –с принудительной разгрузкой По конструкции ходового оборудования: 1 и 2-х осные Состоит из: –рабочее оборудование(ковш с исполн. мех.), –ходового оборудования, –привода, –сцепного устройства, –буферного устройства, –тягача, –гидросистемы управления скреперным оборудованием. Ковш – ёмкость открытая спереди и сверху, ограниченная днищем, боковыми стенками о оснащен ножами. ––––– Боковые стенки, режущая часть и др. неподвижные конструкции соединены каркасом. Спереди ковш закрыт передней заслонкой соединённой с ним шарнирно и управляется гидроцилиндрами. Задней частью ковш опирается на ось задних колёс. Передней частью он соединен упряжными шарнирами с боковыми балками тяговой рамы
1– шарнир сцепного устройства, 2– хребтовая балка, 3– г/ц. управления ковшом, 4– передняя заслонка, 5– г/ц управления передней заслонкой, 6– тяговые балки, 7– боков. стенки, 8– задняя стенка, 9– г/ц управления задней стенкой, 10– буферные устройства, 11– ножи, 12– днище.
Самоходный скрепер является шарнирно–сочлененной машиной. Особенность скрепера состоит в отсутствии управляемых колес. Поворот одной секции относительно другой, вокруг вертикальной оси шарнира с помощью 2-х г/ц. Седельно-сцепное устройство дает возможность относительного поворота тягача и скрепера в вертикальной и горизонтальной пл. Расчет на прочность активные силы: РТ, РТОЛ, GСКР+ГРУНТ реактивные: fR1, fR2, R1, R2, PК, PН,
Транспортное положение следует учитывать динамические нагрузки на элементы скрепера, которые в 2 раза превосходят статические: GДС+Г =2GС+Г (GС+Г=GТ+GСО+GГ)
Проекция сил на ось х называется уравнением движения: РТ 10 Самоходная землеройно-транспортная машина с ковшовым рабочим органом. Разрабатывает с 1 по 4 кат. грунты и частично5-6. Классификация По ходовому оборудованию: –гусеничные, –пневмоколесные По типу привода: –одноприводные, –многоприводные По исполнения рабочего оборудования: –гибкой, –жёсткой, –телескопическим р.о. По исполнению опорно-поворотного устройства: –полноповоротные, –неполноповоротные К основным элементам относится: р.о.(ковш, рукоять, стрела), силовая установка, поворотная платформа с различными механизмами и системой управления, опорная рама и ходовое оборудование. ОСНОВНЫЕ виды р.о.: прямая лопата, обратная лопата, погрузчик, драглайн, грейфер, планировщик.
1– ходовая часть, 2– опорно-поворотное устр., 3– поворотная платформа, 4– г/ц управления стрелой, 5– стрела, 6– г/ц управ. рукояти, 7– рукоять, 8– г/ц управ. ковшом, 9– ковш Механизм передвижения включает: раму, гусеничный или колёсный движитель а также мех. привода и стопорения. 1) для пневмоколесного ходового оборудования имеется 2 варианта привода: а) для привода используется 1 г/м который передаёт движение перед. и зад. мосту. б) привод осуществляется по схеме мотор-колесо от индивидуального г/м движение передаётся на ступичный планетарный редуктор, на колесо. 2) для гусеничного используют 1 схему: г/м –––– 3-х ступенчатый редуктор(привод гусеницы индивид.) Механизм поворота имеет 2 варианта исполнения: 1) поворот осуществляется с помощью высокомоментного (Т>1000Нм) г/м который передает движение на ведущий вал 5 непосредственно 2) поворот осуществляется с помощью низкомоментного г/м через 2-х ступенчатый цилиндрический или планетарный редуктор
Вид сбоку Вид сверху 1– гусеничная тележка, 2– рама с обечайкой, 3– поворотная платформа, 4– ведущая шестерня РО основным элементом унифицированного рабочего оборудования является: стрела, рукоять, г/ц подъёма стрелы, рукояти, ковша. Эти основные элементы сочетают со сменным рабочим органом. Стрела–выполнена как моноблочной так и сочлененной, имеет коробчатое сечение как и рукоять. Ковш–состоит из сварного корпуса и листового козырька с зубьями. Его оснащают боковыми зубьями. Одноковшовый экскаватор имеет следующие виды сменного р.о.: 1 Ковш погрузчик - прямая и обратная лопата, в широком диапазоне ширины ковша(0,25–5м); 2 Грейфер: 2-х и многочелюстной, круглыми, с зубьями / без., с накопителем; 3 Молоты: пневмо/гидро, со сменным инструментом, ломами, трамбовками и др.; 4 Пилами, кран. подвес., бульдозерным отвалом; 5 Оборудование со смещенной ось копания Унификация позволяет уменьшить количество деталей необходимых для различных типоразмеров.
ЭТЦ Раб оборудование включает ковшовую цепь, отвальный конвейер, механизмы управления, передаточные и подъемные механизмы. Основной раб орган - цепь, на звеньях которой крепятся раб элементы (скребки , ковши, резцы) 1-рама; 2- цепь; 3- ковши; 4-поддерживающие ролики; 5- приводная звездочка; 6- отвальный орган;
Цепи бывают 2х-рядные,1 и 3х. Для отрывки узких траншей на цепи крепят плужки или скребки. При разработке мерзлых грунтов используют однорядную цепь с зубьями. Для изменения ширины траншеи ЭТЦ комплектуют 2мя, 3мя комплектами дополнительных ковшей. 1-корпус; 2-уширитель; 3-боковой зуб; 4-основной зуб; 5- козырек Ковши являются саморазгружающимися, открытые спереди и сверху с проушинами на боковой стенке для крепления, и цепи. Корпус из листовой стали. Жесткость придает козырек 5, выполненный из легированной стали. Для предотвращения выхода из строя раб органа цепь оборудована муфтами предельного момента. |
Последнее изменение этой страницы: 2019-04-20; Просмотров: 268; Нарушение авторского права страницы










 Т
Т
 Т
Т
 – угол заострения (25-30)
– угол заострения (25-30) – угол резания (30-40)
– угол резания (30-40)

 , где
, где  -коэф. пропорциональности(0,1-0,8) зависит от свойств грунта. Степени затуп. раб. орг., а также от расположения р.о.
-коэф. пропорциональности(0,1-0,8) зависит от свойств грунта. Степени затуп. раб. орг., а также от расположения р.о.  1м); –специального назначения(h
1м); –специального назначения(h  )
)



 МА=0;
МА=0; 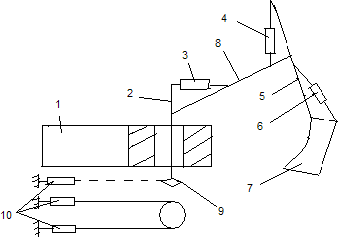


 ),
), ), –угол опрокидывания(
), –угол опрокидывания(  )
)





 f(R1+R2)
f(R1+R2)



