|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Краткие сведения из теории. Важной технологической характеристикой процесса расплавления электрода является
Процесс расплавления электрода при электродуговой сварке непосредственно связан с обеспечением как эксплуатационных, так и технологических характеристик сварных соединений. Важной технологической характеристикой процесса расплавления электрода является его производительность. Производительность процесса расплавления определяется количеством расплавленного электродного металла в единицу времени и зависит от следующих факторов: 1. Мощность дуги и ее распределение между анодом, катодом и столбом дуги. 2. Теплофизические свойства металла электродного стержня. 3. Термический эффект процессов, протекающих при плавлении электрода. 4. Количество тепла, выделяющееся в электродном стержне при прохождении сварочного тока, и условия охлаждения электродов. 5. Наличие химических реакций и, в частности, процесса восстановления железа из окислов, содержащихся в покрытии. Как было установлено опытным путем, плавление электрода под действием дуги происходит равномерно по следующей приближенной зависимости:
где: Наличие этой зависимости показывает, что расплавление электрода происходит преимущественно за счет энергии, освобождаемой в дуге, и пропорционально току. Вследствие этого главным из вышеперечисленных факторов является мощность дуги или, в первом приближении, величина сварочного тока. Коэффициент пропорциональности
где I - сварочный ток, А; t - время горения дуги, с. Коэффициент расплавления зависит от рода и полярности сварочного тока, состава электродного стержня (или электродной проволоки), состава покрытия электрода (при других способах сварки - от состава флюса или защитного газа). Коэффициент расплавления при ручной электродуговой сварке равен В процессе расплавления при переносе электродного металла в сварочную ванну часть расплавленного электродного металла теряется на угар и разбрызгивание. Вследствие этого количества наплавленного металла Количество наплавленного металла, идущего на формирование сварного шва, определяет производительность процесса наплавки
где t — время наплавки, с. Коэффициент наплавки характеризует удельную, отнесенную к единице тока, производительность процесса наплавки:
где t — время наплавки, с. Значение коэффициента наплавки Потери на угар и разбрызгивание оценивают коэффициентом потерь
где
Коэффициент потерь Зная коэффициент наплавки можно подсчитать производительность процесса сварки при данной величине сварочного тока;
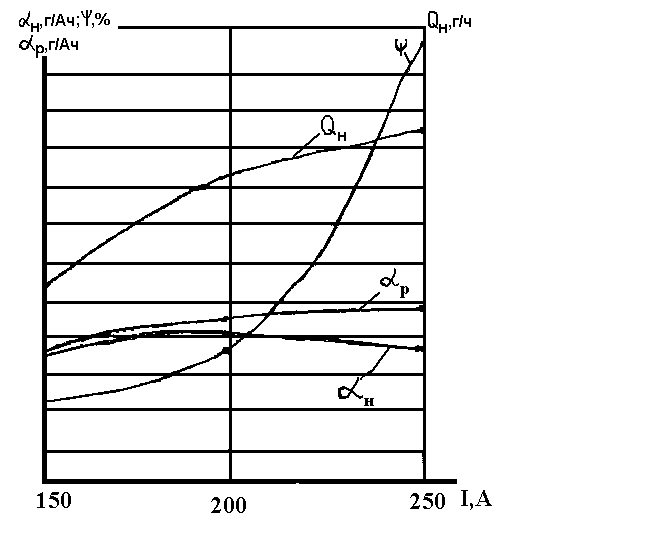
Зависимость коэффициентов Производительность процесса сварки открытой дугой ограничена из-за роста коэффициента потерь на угар и разбрызгивание с увеличением сварочного тока. Применение автоматической сварки под флюсом обеспечивает повышение производительности процесса, в частности, за счет значительного уменьшения потерь на угар и разбрызгивание электродного металла (до 1 —3%), так как в этом случае дуга закрыта плотным слоем флюса. Кроме того, при автоматической сварке под слоем флюса увеличивается скорость расплавления электродной проволоки вследствие повышения абсолютной величины тока и плотности тока в электроде.
Рис. 1. Зависимость коэффициентов |
Последнее изменение этой страницы: 2019-04-21; Просмотров: 203; Нарушение авторского права страницы
 (1)
(1) - количество расплавленного металла, г;
- количество расплавленного металла, г;  - коэффициент, определяемый опытным путем; I - ток, А; t - время горения дуги, ч.
- коэффициент, определяемый опытным путем; I - ток, А; t - время горения дуги, ч. г/А× ч , (2)
г/А× ч , (2) , расходуемого на формирование сварного шва, будет меньше, чем количество расплавленного электродного металла на величину потерь на угар и разбрызгивание.
, расходуемого на формирование сварного шва, будет меньше, чем количество расплавленного электродного металла на величину потерь на угар и разбрызгивание. , (3)
, (3) - коэффициент наплавки;
- коэффициент наплавки; — ток, А;
— ток, А; г/А× ч, (4)
г/А× ч, (4) , (3)
, (3) зависит от длины дуги, состава, количества обмазки электрода и растет с увеличением тока. Для покрытых электродов коэффициент потерь находится в пределах 10—15%.
зависит от длины дуги, состава, количества обмазки электрода и растет с увеличением тока. Для покрытых электродов коэффициент потерь находится в пределах 10—15%. · I , г/ч.
· I , г/ч.  (6)
(6) от силы тока в А при ручной дуговой сварке представлена на рис. 1.
от силы тока в А при ручной дуговой сварке представлена на рис. 1.