|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Восстановление Седла Клапана⇐ ПредыдущаяСтр 39 из 39
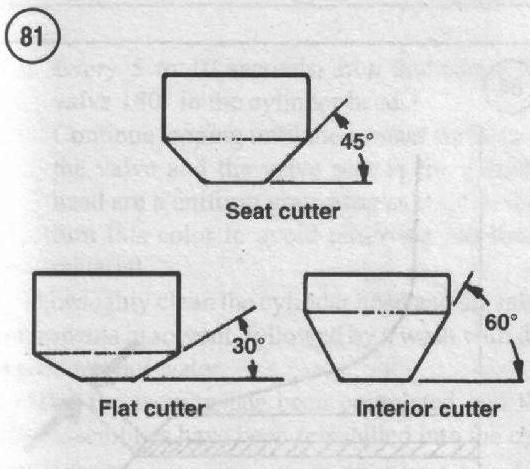
Специальные инструменты Следующие специальные инструменты (Рисунок 80) требуются для восстановления седел клапана: 1. 30° резец (cutter) для обработки участка ниже контактной поверхности (ближайшей к камере сгорания). 2. 45° резец для обработки контактной поверхности клапана. 3. 60° резец для обработки участка над контактной поверхностью (ближайшей к толкателю клапана). 4. Подходящая рукоятка для резцов.
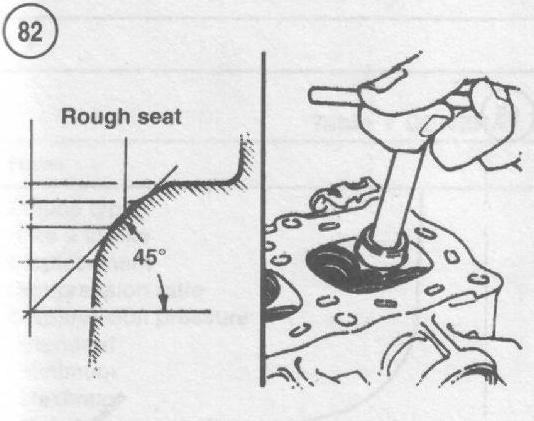
Наряду со специальными инструментами, требуется значительная квалификация для правильного восстановления седел клапана. Вследствие стоимости оборудования и его редкому использованию, обслуживание клапанов, обычно, поручается мастерским, специализирующимся в этом виде работ. Если инструменты имеются в распоряжении, следуйте инструкциям производителя инструментов и обратитесь к следующим процедурам: 1. Используя 45° резец, удалите накипь и почистите седло клапана одним-двумя поворотами (Рисунок 82).
МЕРЫ ПРЕДОСТОРОЖНОСТИ После каждой обработки измеряйте участок контактной поверхности седла клапана чтобы убедиться, что контактная поверхность правильная и с тем, чтобы не снять слишком большое количество материала. если снять слишком много материала, придется заменить головку цилиндра.
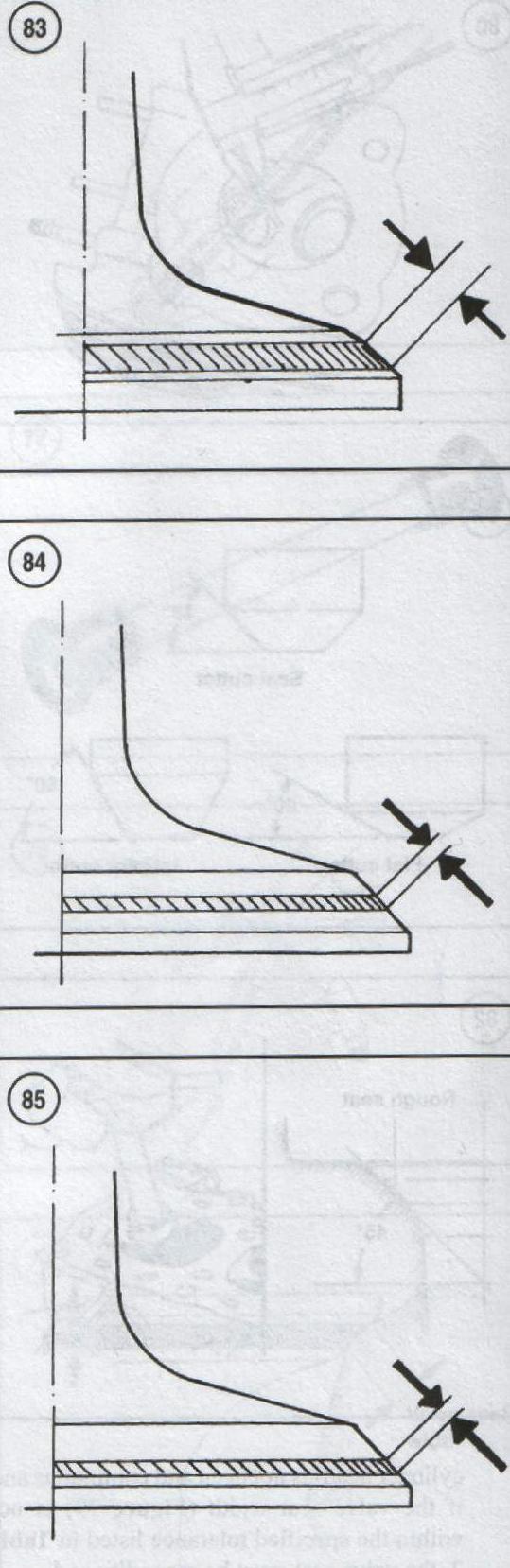
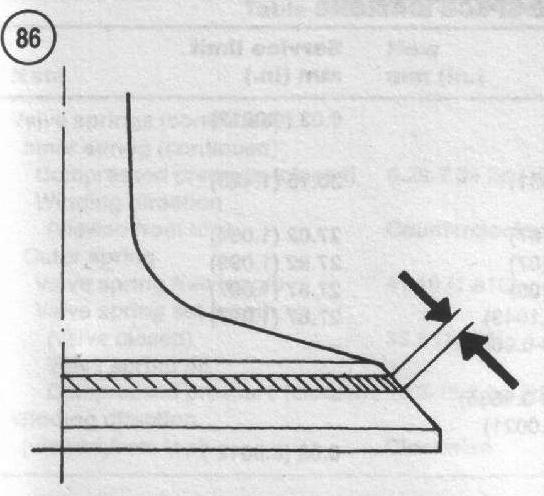
2. Если седло все еще изъедено (pitting).или обгорело, поворачивайте резец до тех пор, пока поверхность не станет чистой. 3. Снимите резец и Т-образную рукоятку с головки цилиндра. 4. Используйте маркировочный компаунд для осмотра седла клапана и измерения ширины седла согласно описанию в Осмотр Седла Клапана в этом разделе. 5. Если контактная поверхность находится в центре наружной поверхности клапана, но слишком широкая (Рисунок 83), примените либо 30° либо 60° резец и удалите часть материала седла для сужения контактной поверхности. 6. Если контактная поверхность находится в центре наружной поверхности клапана, но слишком узкая (Рисунок 84), используйте 45° резец и удалите часть материала седла для увеличения контактной поверхности. 7. Если контактная поверхность слишком узкая и слишком близко расположена к краю клапана (Рисунок 85), вначале используйте 30° резец, а затем 45° резец для центрирования контактной поверхности. 8. Если контактная поверхность слишком узкая и слишком далеко расположена от головки клапана (Рисунок 86), вначале используйте 60° резец, а затем 45° резец для центрирования контактной поверхности. 9. После того, как получена желаемое положение и ширина, воспользуйтесь 45° резцом и очень легко зачистите любые заусеницы, которые могли образоваться при предыдущей обработке. Удалите только столько материала, сколько необходимо для удаления заусениц.
10. Проверьте, чтобы покрытие имело ровную и бархатистую поверхность; оно не должно быть глянцевитым или сильно отполированным. Окончательная притирка будет, когда впервые будет запущен двигатель. 11. Повторите Этапы 1-10 для всех оставшихся седел клапана. 12. После того, как седло клапана восстановлено, притрите седло и клапан согласно описанию в этом разделе.
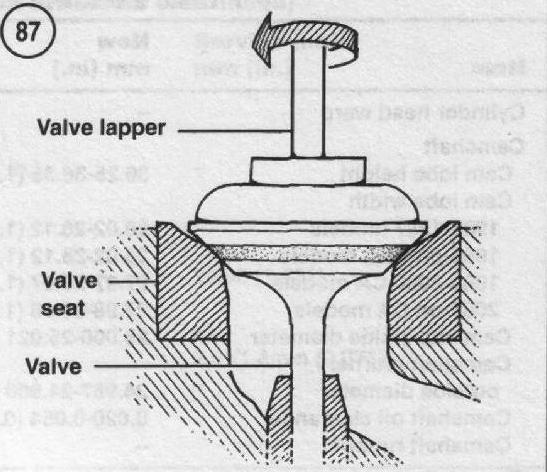
Притирка Седел Клапана Притирка клапана является простой операцией, которая может восстановить седло клапана без механической обработки, если степень износа или деформация не слишком велики. Притирка, также, рекомендуется после эксплуатации седла клапана. 1. Смажьте легким слоем абразивного притирочного компаунда для клапанов такой марки как Clover или Карборундовым. 2. Вставьте клапан в головку цилиндра. 3. Смочите присоску на инструменте для притирки (lapping tool) клапана (Рисунок 77) и прилепите инструмент к головке клапана. 4. Притрите клапан, к седлам клапана выполнив следующее (Рисунок 87): а. Притрите клапан, поворачивая инструмент для притирки между ладонями в обоих направлениях. б. Каждые 5-10 секунд, останавливайтесь и вращайте клапан на 180° в головке цилиндра. в. Продолжайте притирку до тех пор, пока контактные поверхности клапана и седла в головке цилиндра не станут одинакового серого цвета. Как только они приобретут этот цвет, остановитесь, чтобы не удалить слишком много материала. 5. Тщательно очистите головку цилиндра и все детали клапана растворителем, а потом промойте моющим средством и горячей водой. 6. После завершения притирки и переустановки устройств клапана в головку цилиндра, должен быть испытан уплотнитель штока клапана. Проверьте уплотнитель каждого клапана, наливая растворитель в каждое впускное и выпускное отверстие. Растворитель не должен протекать через головку клапана и седло. Выполните этот тест на всех клапанах. если жидкость протекает через какое-либо из седел, разберите это клапанное устройство и повторите процедуру притирки до тех пор, пока протечка не прекратится. 7. после очистки головки цилиндра и деталей клапана в моющем средстве и горячей воде, нанесите легкий слой моторного масла на все открытые металлические поверхности для предотвращения ржавчины.
Таблица 1 Общие технические условия на двигатель
|
Последнее изменение этой страницы: 2019-05-04; Просмотров: 159; Нарушение авторского права страницы
 Порядок действий
Порядок действий