|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Состав, свойства и свариваемость чугуновСтр 1 из 3Следующая ⇒
Состав, свойства и свариваемость чугунов Свариваемость чугуна Чугун обладает плохой технологической свариваемостью:
Однако сварка металла весьма распространена при ремонте чугунных изделий, для исправления брака чугунного литья, а в некоторых случаях при изготовлении сварно-литых конструкций. Способы сварки чугуна Сварка чугуна может выполняться покрытыми или угольными электродами, порошковой проволокой, оборудованием для газовой сварки и другими способами.
Рекомендации по сварке чугуна Выбор электродов Нагревать или не нагревать Техника сварки с предварительным нагревом
Состав, свойства и свар угл-марганцевых сталей При сварке марганцовистой стали (0, 8—1, 3% С и 12—14% Мп) происходит выделение карбидов из аустенита и даже возможно частичное превращение аустенита в мартенсит в зоне термического При сварке марганцовистой стали (0, 8—1, 3% С и 12—14% Мп) происходит выделение карбидов из аустенита и даже возможно частичное превращение аустенита в мартенсит в зоне термического влияния. Это резко снижает пластичность металла и может сопровождаться образованием трещин. Для предотвращения этого явления сварку марганцовистой стали надо вести возможно быстрее или применять водяное охлаждение отдельных участков шва, т. е. стремиться уменьшить зону термического влияния.
Сварка меди и её сплавов При сварке меди и ее сплавов возникает ряд затруднений, обусловленных физико-химическими свойствами: склонностью к окислению и образованию тугоплавких окислов; поглощением газов расплавленным металлом, вызывающим появление пористости шва; высокой теплоемкостью и теплопроводностью, требующей применения пламени повышенной мощности; значительной величиной коэффициента линейного расширения при нагревании, что приводит к значительным деформациям изделий при сварке. Сварка латуни. Латунь представляет собой сплав меди с цинком; температура плавления латуни 800—1000 °С. При дуговой сварке из латуни интенсивно испаряется цинк; расплавленный металл поглощает водород, который не успевает выделиться ири затвердевании жидкого металла в сварочной ван» в результате чего в шве образуются газовые поры. Водород попадает в сварочную ванну из покрытия, флюса или воздуха. Сварка латуней покрытыми электродами находит ограниченное применение, в основном для исправления брака литья. Это объясняется сильным испарением цинка при дуговой сварке по сравнению с газовой сваркой, дуговой под флюсом или дуговой в защитном газе.
Сварка разнородных цвет мет Основной проблемой сварки является различие в теплофизических, химических и механических свойствах алюминия и меди, их ограниченной взаимной растворимости и в образовании в процессе охлаждения и кристаллизации соединения хрупких интерметаллидных фаз типа CuAl2, способствующих образованию горячих трещин в шве. Сварка выполняется после гальванического нанесения на медную кромку цинкового покрытия толщиной 50—60 мкм. Сварку плавлением осуществляют аргонодуговым способом или под флюсом. В качестве электродного материала используют проволоки из алюминия или его сплавов (СвА1, СвАК5, СвАМг). При аргонодуговой сварке дугу смещают на более теплопроводный металл (медь) на 0, 5 толщины свариваемого металла. При этом со стороны меди образуется прослойка интерметаллидов толщиной 3—10 мкм, а со стороны алюминия — такой же ширины полоска твердого раствора меди в алюминии. Интерметаллидная прослойка обусловливает некоторое снижение пластичности и возможность образования трещин в соединении. Подавление роста интерметаллидной прослойки с помощью легирования шва 4—5% Si и 6—8% Zn за счет присадки улучшает пластические свойства соединения, снижая трещинообразование. При сварке встык медную кромку скашивают под углом 45—60°, что обеспечивает повышенную статическую прочность соединения. Сварка под флюсом применяется при толщинах соединяемых элементов S = 8—20 мм с использованием проволоки СвА97 и флюса АН - А1. При сварке электродная проволока смещается на медь на 5—7 мм. Предел прочности сварного соединения равен пределу прочности алюминия (ов= 70—100 МПа). 21.3.2. Сварка алюминия и его сплавов с титаном Обязательным условием получения качественного сварного соединения является предварительное покрытие кромки из титана чистым алюминием (алитирова - ние), что уменьшает время образования соединения, снижает период ретардации и количество интерметал - лидов по линии сплавления и не вызывает ощутимого охрупчивания шва. После алитирования на титановую кромку дополнительно наплавляют слой чистого алюминия (толщина 5—8 мм). Затем осуществляют аргонодуговую сварку W - электродом на режимах, характерных для соединения алюминия. Наиболее часто сваривают тонколистовые соединения из титановых сплавов марок ОТ4, ВТ5 с алюминиевыми сплавами АМгб, АМц, АД1. Прочность соединений составляет о„= 110—270 МПа, а пластичность, измеряемая углом загиба, примерно равна а = 17—30°. 21.3.3. Сварка меди и ее сплавов с титаном, ниобием, молибденом и танталом Проблемой свариваемости для указанных пар металлов являются различия в их физических и химических Глава 21. Сварка разнородных металлов свойствах, как правило, приводящих к повышенному образованию хрупких интерметаллидов, в основном, по линии сплавления. Существенно усложняет свариваемость металлов их высокая химическая активность по отношению к газам. Применение промежуточных вставок из специально выплавленного сплава титана, легированного Мо, Nb, Та, снижающих температуру полиморфных а < -» ^-превращений и улучшающих взаимную растворимость компонентов, обеспечивает получение в шве достаточно однородного титанового сплава со стабильной (3-фазой. Состав одной из рекомендуемых вставок: Ti+30% Nb. Практически используется только аргонодуговая сварка W-электродом или сварка в камерах с контролируемой атмосферой с присадкой из медных проволок. При соединении меди марки М3 или бронзы БрХ0, 8 с титановым сплавом ВТ5 удается обеспечить прочность соединения ав = 220—280 МПа.
Флюсы и их назначение Флюс (лат. Fluxus — поток, течение) — вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления оксидов с поверхности под пайку, снижения поверхностного натяжения, улучшения растекания жидкого припоя и/или защиты от действия окружающей среды Флюсы:
Дефекты сварных швов В силу разных причин сварные соединения могут иметь дефекты, влияющие на их прочность. Все виды дефектов швов подразделяют на три группы:
Причинами возникновения дефектов могут быть различные обстоятельства: низкое качество свариваемого металла, неисправное или некачественное оборудование, неверный выбор сварочных материалов, нарушение технологии сварки или неправильный выбор режима, недостаточная квалификация сварщика. Дефекты бывают допустимыми и не допустимыми, в зависимости от требований, предъявляемых к сварочным соединениям и конструкции в целом.
Горячие трещины Горячие трещины представляют собой хрупкие межкристаллические разрушения металла шва и околошовной зоны. Они возникают в твердо-жидком состоянии в процессе кристаллизации и при высоких температурах в твёрдом состоянии. Располагаются по границам зёрен. Горячие трещины появляются в процессе кристаллизации металла шва при температуре 1100-13000 С. Их образование вызывается наличием полужидких прослоек между кристаллами наплавленного металла шва в конце его затвердевания и действием в нем растягивающих усадочных напряжений. Повышенное содержание в металле шва углерода, кремния, водорода и никеля также способствует образованию горячих трещин. Они обычно расположены внутри шва и их трудно выявить.
Холодные трещины Холодные трещины возникают при температурах 100-3000 С в легированных сталях и при нормальных температурах - в углеродистых сталях сразу после остывания шва или через длительный промежуток времени. Основная причина их образования — значительные напряжения, возникающие в зоне сварки при распаде твердого раствора, и скопление под большим давлением молекулярного водорода в пустотах, имеющихся в металле шва. Холодные трещины выходят на поверхность шва и хорошо заметны
Углеродный эквивалент Одним из важнейших технологических показателей свариваемости является углеродный эквивалент, далее CE (от англ. Carbon Equivalent). Нужен он для того, чтобы оценить совместное влияние на свариваемость содержащихся в стали углерода и др. элементов, сведя их в одно значение — CE. Более высокое содержание в стали C, и таких элементов как Mn, Cr, Si, Mo, V, Cu и Ni снижают способность стали к сварке, потому как увеличивают склонность металла шва к закалке при его охлаждении: если после сварки металл шва закалится, то в результате получим различные свойства основного металла и металла сварного шва, который будет менее пластичным и более склонным к хрупкому разрушению. Поэтому часто для обеспечения хорошего качества сварного шва сталей с высоким значением CE требуется подогрев шва до или после сварки, либо и то и другое.
Флюсы при пайке алюминия Пайку алюминия н его сплавов проводят с помощью активныхфлюсов. Однако, безусловно, перед пайкой необходимо прежде всегоудалить окислы (скобля ножом). При пайке следует пользоваться следующим припоем олово (30%) и цинк (70%), так как оловянно-свинцовый припой непригоден ( 2). При пайке электрических проводов в качестве флюса необходима канифоль
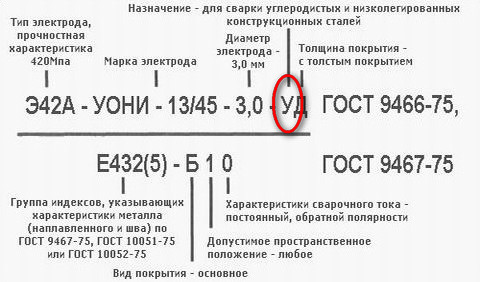
Классификация электродов В зависимости от назначения сварочные электроды в соответствии с государственным стандартом 9466-60 разделены на несколько классов и имеют различные свойства и показатели. Таким образом, они разделяются на электроды для проведения сварочных работ с легированными и углеродистыми сталями, а также высоколегированныетеплоустойчивые и стали с особыми свойствами. Сварочные электроды для сварки сталей разного рода классифицируются на несколько классов или разделов: - для проведения сварочных работ углеродистых и низколегированных сталей, имеющих временное сопротивление разрыву до 600 МПа, обозначаются буквой « У »; - для проведения сварочных работ легированных сталей, имеющих временное сопротивление разрыву до 600 МПа, обозначаются буквой « М »; - для проведения сварочных работ легированных теплоустойчивых сталей обозначаются буквой « Т »; - для проведения сварочных работ высоколегированных сталей, имеющих особые свойства, обозначаются буквой « В »; - для проведения сварочных работ поверхностных слоев металла обозначаются буквой « Н »;
Состав, свойства и свариваемость чугунов Свариваемость чугуна Чугун обладает плохой технологической свариваемостью:
Однако сварка металла весьма распространена при ремонте чугунных изделий, для исправления брака чугунного литья, а в некоторых случаях при изготовлении сварно-литых конструкций. Способы сварки чугуна Сварка чугуна может выполняться покрытыми или угольными электродами, порошковой проволокой, оборудованием для газовой сварки и другими способами.
Рекомендации по сварке чугуна Выбор электродов Нагревать или не нагревать Техника сварки с предварительным нагревом
|
Последнее изменение этой страницы: 2019-05-06; Просмотров: 269; Нарушение авторского права страницы