Применение различных легирующих добавок и их комбинаций позволяет получать требуемые характеристики металла.
· Кремний – единственный неметаллический элемент, применяемый для легирования. Его преимущества: дешевизна и однозначная зависимость твердости сплава от процентного содержания Si. Востребован при выплавке недорогих строительных сталей, применяется в сочетании с марганцем, например, в марках 09Г2С, 10ГС. Особенность низколегированных сталей с содержанием марганца более 1% – устойчивость к ударным нагрузкам.
· Хром – служит для повышения твердости и устойчивости стали к образованию и развитию очагов коррозии. Коррозионную стойкость также улучшают молибден, титан, никель.
· Медь – повышает пластичность. Но при избыточной концентрации этого элемента происходит налипание стали на смежные металлические поверхности. Для конструкционных легированных сталей, работающих в условиях интенсивного трения, это является большим недостатком.
· Вольфрам и молибден повышают теплостойкость, особенно при продолжительной эксплуатации при повышенных температурах.
· Ванадий – применяется в комплексном легировании, способствует созданию равномерной структуры.
Низколегированные стали, помимо химического состава, различаются по отсутствию или наличию дополнительной термической обработки (закалка+отпуск, нормализация+отпуск), отжига, а также способности к свариваемости.
Контактная сварка – это особый вид сварки, во время которой свариваемые поверхности соединяются под воздействием высокой температуры. В процессе контактной сварки нагрев производится с помощью проходящего через свариваемые металлические детали электрического тока. В результате такого воздействия свариваемые поверхности теряют свою жесткость, становятся пластичными и деформируются, надежно сцепляясь друг с другом. Стыковая сварка – разновидность контактной сварки, при которой детали соединяются по поверхности стыкуемых торцов в результате подвода тока и применения усилия сжатия. Впервые такой вид сварки, как ручная контактная сварка, использовал более полутора веков назад - в 1856 году - физик Уильям Томсон из Англии. А в 1877 году в США контактная стыковая сварка нашла свое применение уже на промышленном предприятии, благодаря однофамильцу англичанина Эриху Томсону, который изобрел этот метод самостоятельно, не пользуясь разработками своего именитого тезки. В России контактная сварка появилась одновременно с внедрением ее в США – в 1877 году российский ученый Бенардос Н.Г. придумал технологию сразу двух видов контактной сварки – точечного и шовного. Правда, в промышленности такая сварка стала применяться в России только почти 60 лет спустя – в 1936 году, когда был налажен серийный выпуск машин для этого особого вида сварки. Ручная контактная сварка имеет немало достоинств, выгодно отличающих ее от всех других методик сварки. Самым важным преимуществом контактной сварки, с точки зрения производственного процесса в целом, является ее высокая скорость, а следовательно, и производительность – для того, чтобы выполнить сварку одного стыка требуется меньше одной секунды, а на сварку одной точки уходит всего 0, 02 секунды.
Для производства контактной сварки требуется совсем не много дополнительных ресурсов – например, воды или воздуха. То есть, эту сварку вполне можно считать очень экономичной. Качество сплава при применении контактной сварки всегда находится на очень хорошем уровне. И при этом сама сварка не требует большого опыта от сварщика и высокой квалификации, так как технология не содержит в себе большого количества точных параметров. Очень важной характеристикой контактной сварки является ее экологичность, что позволяет применять этот тип сварки без опасений навредить окружающей среде.
1.2 СУЩНОСТЬ ПРОЦЕССА СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ
Свариваемые детали закрепляются в зажимах-электродах и сжимаются осевым усилием Fсв (P). Левая плита обычно неподвижна. При включении сварочного трансформатора через заготовки протекает электрический ток большой силы и низкого напряжения, нагревающий их. Наибольшее количество теплоты выделяется на стыке деталей.
1.2 сурет - Схема контактной стыковой сварки
В зависимости от степени нагрева торцов заготовок различают технологии стыковой сварки сопротивлением и оплавлением. При сварке сопротивлением детали вначале сжимают осевым усилием для образования плотного соприкосновения свариваемых торцов. Затем подается электрический ток, при прохождении которого стыкуемые поверхности нагреваются до пластического состояния. Далее выполняется осадка (сжатие нарастающим усилием) заготовок с образованием соединения в твердой фазе. При этом ток отключают до окончания осадки.
Рисунок 2 Циклограмма стыковой сварки сопротивлением
Сварка сопротивлением используется для соединения деталей круглого или прямоугольного сечения площадью, как правило, до 200 мм2 в зависимости от металлов. Для обеспечения равномерного нагрева торцов они должны быть точно подогнаны и предварительно очищены механическим или химическим способом. Сварка оплавлением может осуществляться с непрерывным или прерывистым оплавлением. При стыковой сварке непрерывным оплавлением детали постепенно сближают при включенном источнике тока. Касание торцов происходит по отдельным выступам. Поскольку площадь образующихся контактов-перемычек очень мала, то из-за высокой плотности протекающего через них тока они быстро нагреваются и расплавляются. Часть металла взрывается и в виде искр вылетает из стыка. В выбрасываемом расплаве присутствуют и загрязнения с поверхностей заготовок. Дальнейшее сближение деталей приводит к образованию и оплавлению новых контактов-перемычек. В результате этого непрерывного процесса на торцах образуется слой жидкого металла. После того, как торцы оплавятся по всей поверхности, производится осадка. Торцы быстро сближаются с большим усилием. При этом жидкий металл с оксидными пленками выдавливается из стыка наружу и при затвердевании образует грат, который обычно удаляют в горячем виде.
Рисунок 3 Циклограмма стыковой сварки непрерывным оплавлением
Для соединения заготовок с большой площадью сечения с целью уменьшения мощности оборудования применяют стыковую сварку прерывистым оплавлением. Детали при включенном токе поочередно сжимают с небольшим усилием и вновь разводят. При сжатии стыкуемые поверхности разогреваются протекающим током. При размыкании между торцами образуется электрический разряд, оплавляющий их поверхности. После нескольких повторных действий поверхности заготовок покрываются слоем жидкого металла, и выполняется осадка. Жидкий металл выдавливается из стыка, а торцы соединяются с получением сварного соединения. Для уменьшения расхода металла предварительный подогрев производят при сближении деталей с пропусканием нескольких импульсов тока. После этого заготовки разводятся, и осуществляются оплавление и осадка. Сварка оплавлением позволяет соединять детали с сечением сложной формы площадью до 100 000 мм2. При этом в отличие от сварки сопротивлением не требуется тщательная предварительная подготовка торцов заготовок. Данным способом изготавливают различные длинномерные изделия (трубопроводы, рельсы, арматуру железобетона и др.), детали замкнутой формы (ободья колес автомобилей, звенья цепей и т. п.), а также сложные детали из простых заготовок.
1.2. 1 СУЩНОСТЬ СВАРКИ ОПЛАВЛЕНИЕМ
4. Дефекты структуры (крупное зерно, загрязнение стыка неметаллическими включениями, снижение содержания легирующих элементов в стыке и т. п.) – могут быть вызваны перегревом металла, окислением при сварке, выгоранием легирующих элементов.
Контактная стыковая сварка оплавлением, по своей технологии от сварки сопротивлением отличается тем, что напряжение на обмотках трансформатора подается ровно до момента контактирования свариваемых между собой концов. В процессе сближения деталей контактировать начинают отдельные микронеровности на торце. При первом контакте возникает ток, который приходится на несколько микровыступов. Причем плотность тока в контакте отдельных выступов так высока, что металл греется за тысячные доли одной секунды, а потом и вовсе – закипает. При этом жидкие перемычки контактов нарушают микровзрывами. Контактировать начинают все новые и новые микровыступы и, в итоге, в зоне выступов возникают пары металлов, а вернее повышенное давление таких паров, которое защищает нагретую зону сварки от воздействия атмосферы.
Рисунок 4 Схема стыковой сварки оплавлением
Когда торцы детали переходят в такое состояние, когда на их поверхностях появляется слой жидкого металла, к ним прикладывается определенное усилие. В итоге, жидкий слой выдавливается в град и, затем, формируется действительно прочное сварное соединение. Полученное соединение, кстати, будет отличаться минимальным количеством дефектов в виду того, что все окисные пленки и продукты разложения также оказываются выдавленными в грат. Стыковая сварка оплавлением дает более качественное соединение из-за того, что металл на поверхности торцов, который, например, может быть загрязнен, удаляется в процессе оплавления. Так, части пластичного металла, а также жидкий слой выдавливается в процессе сварки в град, а это значит, что сварной контакт образуют «молодые», чистые поверхности. Преимущество этого способа заключается также и в том, что здесь отсутствует необходимость обрабатывать, особым образом готовить к сварке торцы, как этого требует сварка соединением. Кроме того, в процессе сварки деталей с различным сечением можно сделать особый скос. Таким образом, площадь изначального контакта уменьшится, а процесс оплавления будет более эффективным – по мере нагрева детали примут нормальную форму. Отдельно стоит отметить стыковую сварку оплавлением с предварительным подогревом или же, как ее еще называют, сварку прерывистым оплавлением. Этот способ используется в том случае, когда нужно соединить между собой крупногабаритные детали – трубы, рельсы и т.д. На начальной стадии для облегчения всего процесса используют специальный прием. Он заключается в том, что сначала детали медленно сводят до того, пока между ними не возникнет контакт, и не образуются пары металла, жидкость. Потом детали разводят, а то тепло, которое выделяется в зоне сплавления, распространяется на иные части детали, подогревая их. Следующий этап предусматривает опять же создание контакта между торцами, но здесь это уже происходит до тех пор, пока они не нагреются. Весь последующий процесс проходит стабильно, без перерывов.
1.2.2 СУЩНОСТЬ СВАРКИ СОПРОТИВЛЕНИЕМ
Контактная стыковая сварка сопротивлением характеризуется тем, что при ее выполнении детали изначально прижимаются губками к электродам. Это необходимо для того, чтобы обеспечить достойный электроконтракт, а также исключить вероятность проскальзывания деталей между электродами. Потом происходит сжимание с усилием, включают сварочный ток, который нагревает детали. Следующий этап – прикладывание осадок, уменьшение наплава, а затем вновь максимальный нагрев, в процессе которого на детали воздействуют осадки. В тот самый момент, когда деформируемое сопротивление является самым малым, прикладывают усилие осадки и включается ток. При всем при этом металлы, будучи нагретыми до высочайшей пластичности, выдавливаются от центра стыка к перифериям. Вместе с металлом к перифериям также выдавливается и град, остатки окисных пленок. Этот способ сварки подходит для соединения деталей с небольшим сечением (максимум – 40 миллиметров). При этом само соединение формируется в твердой фазе в стыке без расплавления металла.
Рисунок 5 Схема сварки сопротивлением
Главная особенность всего способа заключается в том, что пластичный, разогретый до очень высокой температуры металл выдавливается в град, то есть в контакт вступают разогретые частички детали. Недостатком этого способа является необходимость действительно тщательно готовить торцы под сварку. Кроме того, при соединении деталей с большим сечением, необходимо использование действительно огромных мощностей (табл.1).
Таблица 1 Области применения различных способов стыковой сварки
lektsia.com 2007 - 2025 год. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав! (0.015 с.)
Главная | Случайная страница | Обратная связь

 1.2 сурет - Схема контактной стыковой сварки
В зависимости от степени нагрева торцов заготовок различают технологии стыковой сварки сопротивлением и оплавлением. При сварке сопротивлением детали вначале сжимают осевым усилием для образования плотного соприкосновения свариваемых торцов. Затем подается электрический ток, при прохождении которого стыкуемые поверхности нагреваются до пластического состояния. Далее выполняется осадка (сжатие нарастающим усилием) заготовок с образованием соединения в твердой фазе. При этом ток отключают до окончания осадки.
1.2 сурет - Схема контактной стыковой сварки
В зависимости от степени нагрева торцов заготовок различают технологии стыковой сварки сопротивлением и оплавлением. При сварке сопротивлением детали вначале сжимают осевым усилием для образования плотного соприкосновения свариваемых торцов. Затем подается электрический ток, при прохождении которого стыкуемые поверхности нагреваются до пластического состояния. Далее выполняется осадка (сжатие нарастающим усилием) заготовок с образованием соединения в твердой фазе. При этом ток отключают до окончания осадки.
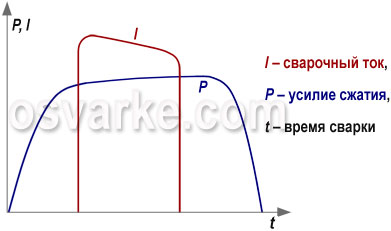 Рисунок 2 Циклограмма стыковой сварки сопротивлением
Сварка сопротивлением используется для соединения деталей круглого или прямоугольного сечения площадью, как правило, до 200 мм2 в зависимости от металлов. Для обеспечения равномерного нагрева торцов они должны быть точно подогнаны и предварительно очищены механическим или химическим способом. Сварка оплавлением может осуществляться с непрерывным или прерывистым оплавлением. При стыковой сварке непрерывным оплавлением детали постепенно сближают при включенном источнике тока. Касание торцов происходит по отдельным выступам. Поскольку площадь образующихся контактов-перемычек очень мала, то из-за высокой плотности протекающего через них тока они быстро нагреваются и расплавляются. Часть металла взрывается и в виде искр вылетает из стыка. В выбрасываемом расплаве присутствуют и загрязнения с поверхностей заготовок. Дальнейшее сближение деталей приводит к образованию и оплавлению новых контактов-перемычек. В результате этого непрерывного процесса на торцах образуется слой жидкого металла. После того, как торцы оплавятся по всей поверхности, производится осадка. Торцы быстро сближаются с большим усилием. При этом жидкий металл с оксидными пленками выдавливается из стыка наружу и при затвердевании образует грат, который обычно удаляют в горячем виде.
Рисунок 2 Циклограмма стыковой сварки сопротивлением
Сварка сопротивлением используется для соединения деталей круглого или прямоугольного сечения площадью, как правило, до 200 мм2 в зависимости от металлов. Для обеспечения равномерного нагрева торцов они должны быть точно подогнаны и предварительно очищены механическим или химическим способом. Сварка оплавлением может осуществляться с непрерывным или прерывистым оплавлением. При стыковой сварке непрерывным оплавлением детали постепенно сближают при включенном источнике тока. Касание торцов происходит по отдельным выступам. Поскольку площадь образующихся контактов-перемычек очень мала, то из-за высокой плотности протекающего через них тока они быстро нагреваются и расплавляются. Часть металла взрывается и в виде искр вылетает из стыка. В выбрасываемом расплаве присутствуют и загрязнения с поверхностей заготовок. Дальнейшее сближение деталей приводит к образованию и оплавлению новых контактов-перемычек. В результате этого непрерывного процесса на торцах образуется слой жидкого металла. После того, как торцы оплавятся по всей поверхности, производится осадка. Торцы быстро сближаются с большим усилием. При этом жидкий металл с оксидными пленками выдавливается из стыка наружу и при затвердевании образует грат, который обычно удаляют в горячем виде.
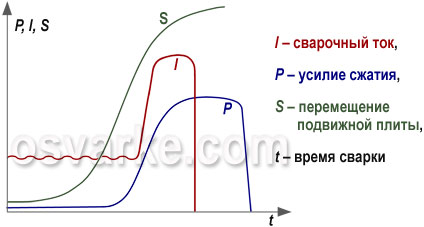 Рисунок 3 Циклограмма стыковой сварки непрерывным оплавлением
Для соединения заготовок с большой площадью сечения с целью уменьшения мощности оборудования применяют стыковую сварку прерывистым оплавлением. Детали при включенном токе поочередно сжимают с небольшим усилием и вновь разводят. При сжатии стыкуемые поверхности разогреваются протекающим током. При размыкании между торцами образуется электрический разряд, оплавляющий их поверхности. После нескольких повторных действий поверхности заготовок покрываются слоем жидкого металла, и выполняется осадка. Жидкий металл выдавливается из стыка, а торцы соединяются с получением сварного соединения. Для уменьшения расхода металла предварительный подогрев производят при сближении деталей с пропусканием нескольких импульсов тока. После этого заготовки разводятся, и осуществляются оплавление и осадка. Сварка оплавлением позволяет соединять детали с сечением сложной формы площадью до 100 000 мм2. При этом в отличие от сварки сопротивлением не требуется тщательная предварительная подготовка торцов заготовок. Данным способом изготавливают различные длинномерные изделия (трубопроводы, рельсы, арматуру железобетона и др.), детали замкнутой формы (ободья колес автомобилей, звенья цепей и т. п.), а также сложные детали из простых заготовок.
1.2. 1 СУЩНОСТЬ СВАРКИ ОПЛАВЛЕНИЕМ
4. Дефекты структуры (крупное зерно, загрязнение стыка неметаллическими включениями, снижение содержания легирующих элементов в стыке и т. п.) – могут быть вызваны перегревом металла, окислением при сварке, выгоранием легирующих элементов.
Контактная стыковая сварка оплавлением, по своей технологии от сварки сопротивлением отличается тем, что напряжение на обмотках трансформатора подается ровно до момента контактирования свариваемых между собой концов. В процессе сближения деталей контактировать начинают отдельные микронеровности на торце. При первом контакте возникает ток, который приходится на несколько микровыступов. Причем плотность тока в контакте отдельных выступов так высока, что металл греется за тысячные доли одной секунды, а потом и вовсе – закипает. При этом жидкие перемычки контактов нарушают микровзрывами. Контактировать начинают все новые и новые микровыступы и, в итоге, в зоне выступов возникают пары металлов, а вернее повышенное давление таких паров, которое защищает нагретую зону сварки от воздействия атмосферы.
Рисунок 3 Циклограмма стыковой сварки непрерывным оплавлением
Для соединения заготовок с большой площадью сечения с целью уменьшения мощности оборудования применяют стыковую сварку прерывистым оплавлением. Детали при включенном токе поочередно сжимают с небольшим усилием и вновь разводят. При сжатии стыкуемые поверхности разогреваются протекающим током. При размыкании между торцами образуется электрический разряд, оплавляющий их поверхности. После нескольких повторных действий поверхности заготовок покрываются слоем жидкого металла, и выполняется осадка. Жидкий металл выдавливается из стыка, а торцы соединяются с получением сварного соединения. Для уменьшения расхода металла предварительный подогрев производят при сближении деталей с пропусканием нескольких импульсов тока. После этого заготовки разводятся, и осуществляются оплавление и осадка. Сварка оплавлением позволяет соединять детали с сечением сложной формы площадью до 100 000 мм2. При этом в отличие от сварки сопротивлением не требуется тщательная предварительная подготовка торцов заготовок. Данным способом изготавливают различные длинномерные изделия (трубопроводы, рельсы, арматуру железобетона и др.), детали замкнутой формы (ободья колес автомобилей, звенья цепей и т. п.), а также сложные детали из простых заготовок.
1.2. 1 СУЩНОСТЬ СВАРКИ ОПЛАВЛЕНИЕМ
4. Дефекты структуры (крупное зерно, загрязнение стыка неметаллическими включениями, снижение содержания легирующих элементов в стыке и т. п.) – могут быть вызваны перегревом металла, окислением при сварке, выгоранием легирующих элементов.
Контактная стыковая сварка оплавлением, по своей технологии от сварки сопротивлением отличается тем, что напряжение на обмотках трансформатора подается ровно до момента контактирования свариваемых между собой концов. В процессе сближения деталей контактировать начинают отдельные микронеровности на торце. При первом контакте возникает ток, который приходится на несколько микровыступов. Причем плотность тока в контакте отдельных выступов так высока, что металл греется за тысячные доли одной секунды, а потом и вовсе – закипает. При этом жидкие перемычки контактов нарушают микровзрывами. Контактировать начинают все новые и новые микровыступы и, в итоге, в зоне выступов возникают пары металлов, а вернее повышенное давление таких паров, которое защищает нагретую зону сварки от воздействия атмосферы.
 Рисунок 4 Схема стыковой сварки оплавлением
Когда торцы детали переходят в такое состояние, когда на их поверхностях появляется слой жидкого металла, к ним прикладывается определенное усилие. В итоге, жидкий слой выдавливается в град и, затем, формируется действительно прочное сварное соединение. Полученное соединение, кстати, будет отличаться минимальным количеством дефектов в виду того, что все окисные пленки и продукты разложения также оказываются выдавленными в грат. Стыковая сварка оплавлением дает более качественное соединение из-за того, что металл на поверхности торцов, который, например, может быть загрязнен, удаляется в процессе оплавления. Так, части пластичного металла, а также жидкий слой выдавливается в процессе сварки в град, а это значит, что сварной контакт образуют «молодые», чистые поверхности. Преимущество этого способа заключается также и в том, что здесь отсутствует необходимость обрабатывать, особым образом готовить к сварке торцы, как этого требует сварка соединением. Кроме того, в процессе сварки деталей с различным сечением можно сделать особый скос. Таким образом, площадь изначального контакта уменьшится, а процесс оплавления будет более эффективным – по мере нагрева детали примут нормальную форму. Отдельно стоит отметить стыковую сварку оплавлением с предварительным подогревом или же, как ее еще называют, сварку прерывистым оплавлением. Этот способ используется в том случае, когда нужно соединить между собой крупногабаритные детали – трубы, рельсы и т.д. На начальной стадии для облегчения всего процесса используют специальный прием. Он заключается в том, что сначала детали медленно сводят до того, пока между ними не возникнет контакт, и не образуются пары металла, жидкость. Потом детали разводят, а то тепло, которое выделяется в зоне сплавления, распространяется на иные части детали, подогревая их. Следующий этап предусматривает опять же создание контакта между торцами, но здесь это уже происходит до тех пор, пока они не нагреются. Весь последующий процесс проходит стабильно, без перерывов.
1.2.2 СУЩНОСТЬ СВАРКИ СОПРОТИВЛЕНИЕМ
Контактная стыковая сварка сопротивлением характеризуется тем, что при ее выполнении детали изначально прижимаются губками к электродам. Это необходимо для того, чтобы обеспечить достойный электроконтракт, а также исключить вероятность проскальзывания деталей между электродами. Потом происходит сжимание с усилием, включают сварочный ток, который нагревает детали. Следующий этап – прикладывание осадок, уменьшение наплава, а затем вновь максимальный нагрев, в процессе которого на детали воздействуют осадки. В тот самый момент, когда деформируемое сопротивление является самым малым, прикладывают усилие осадки и включается ток. При всем при этом металлы, будучи нагретыми до высочайшей пластичности, выдавливаются от центра стыка к перифериям. Вместе с металлом к перифериям также выдавливается и град, остатки окисных пленок. Этот способ сварки подходит для соединения деталей с небольшим сечением (максимум – 40 миллиметров). При этом само соединение формируется в твердой фазе в стыке без расплавления металла.
Рисунок 4 Схема стыковой сварки оплавлением
Когда торцы детали переходят в такое состояние, когда на их поверхностях появляется слой жидкого металла, к ним прикладывается определенное усилие. В итоге, жидкий слой выдавливается в град и, затем, формируется действительно прочное сварное соединение. Полученное соединение, кстати, будет отличаться минимальным количеством дефектов в виду того, что все окисные пленки и продукты разложения также оказываются выдавленными в грат. Стыковая сварка оплавлением дает более качественное соединение из-за того, что металл на поверхности торцов, который, например, может быть загрязнен, удаляется в процессе оплавления. Так, части пластичного металла, а также жидкий слой выдавливается в процессе сварки в град, а это значит, что сварной контакт образуют «молодые», чистые поверхности. Преимущество этого способа заключается также и в том, что здесь отсутствует необходимость обрабатывать, особым образом готовить к сварке торцы, как этого требует сварка соединением. Кроме того, в процессе сварки деталей с различным сечением можно сделать особый скос. Таким образом, площадь изначального контакта уменьшится, а процесс оплавления будет более эффективным – по мере нагрева детали примут нормальную форму. Отдельно стоит отметить стыковую сварку оплавлением с предварительным подогревом или же, как ее еще называют, сварку прерывистым оплавлением. Этот способ используется в том случае, когда нужно соединить между собой крупногабаритные детали – трубы, рельсы и т.д. На начальной стадии для облегчения всего процесса используют специальный прием. Он заключается в том, что сначала детали медленно сводят до того, пока между ними не возникнет контакт, и не образуются пары металла, жидкость. Потом детали разводят, а то тепло, которое выделяется в зоне сплавления, распространяется на иные части детали, подогревая их. Следующий этап предусматривает опять же создание контакта между торцами, но здесь это уже происходит до тех пор, пока они не нагреются. Весь последующий процесс проходит стабильно, без перерывов.
1.2.2 СУЩНОСТЬ СВАРКИ СОПРОТИВЛЕНИЕМ
Контактная стыковая сварка сопротивлением характеризуется тем, что при ее выполнении детали изначально прижимаются губками к электродам. Это необходимо для того, чтобы обеспечить достойный электроконтракт, а также исключить вероятность проскальзывания деталей между электродами. Потом происходит сжимание с усилием, включают сварочный ток, который нагревает детали. Следующий этап – прикладывание осадок, уменьшение наплава, а затем вновь максимальный нагрев, в процессе которого на детали воздействуют осадки. В тот самый момент, когда деформируемое сопротивление является самым малым, прикладывают усилие осадки и включается ток. При всем при этом металлы, будучи нагретыми до высочайшей пластичности, выдавливаются от центра стыка к перифериям. Вместе с металлом к перифериям также выдавливается и град, остатки окисных пленок. Этот способ сварки подходит для соединения деталей с небольшим сечением (максимум – 40 миллиметров). При этом само соединение формируется в твердой фазе в стыке без расплавления металла.
 Рисунок 5 Схема сварки сопротивлением
Главная особенность всего способа заключается в том, что пластичный, разогретый до очень высокой температуры металл выдавливается в град, то есть в контакт вступают разогретые частички детали. Недостатком этого способа является необходимость действительно тщательно готовить торцы под сварку. Кроме того, при соединении деталей с большим сечением, необходимо использование действительно огромных мощностей (табл.1).
Таблица 1 Области применения различных способов стыковой сварки
Рисунок 5 Схема сварки сопротивлением
Главная особенность всего способа заключается в том, что пластичный, разогретый до очень высокой температуры металл выдавливается в град, то есть в контакт вступают разогретые частички детали. Недостатком этого способа является необходимость действительно тщательно готовить торцы под сварку. Кроме того, при соединении деталей с большим сечением, необходимо использование действительно огромных мощностей (табл.1).
Таблица 1 Области применения различных способов стыковой сварки