|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технико-экономическое обоснование выбора заготовкиСтр 1 из 2Следующая ⇒
1) Заготовка из проката. Согласно точности и шероховатости поверхностей обрабатываемой детали определяем промежуточные припуски по таблицам. За основу расчёта промежуточных припусков принимаем наружный диаметр детали Ø 20 Операция 005. Токарная черновая 010. Токарная чистовая При черновом точении припуск на обработку составляет 4 мм, а при чистовом – 2 мм. Определяем промежуточные размеры обрабатываемых поверхностей согласно маршрутному технологическому процессу: На токарную операцию 005:
Dр.005=Dн+2Z010=20+2=22 мм (3.1)
Расчётный размер заготовки:
Dр.з.=Dр.005+2Z005=22+4=26 мм (3.2)
По расчётным данным заготовки выбираем необходимый размер горячекатаного проката обычной точности по ГОСТ 2590–71. Круг 26 – В-ГОСТ 2590 – 71 45 – б – ГОСТ 14034 – 74 Отклонения для диаметра 26 мм равны Припуск на обработку 2х торцовых поверхностей заготовки равен 1, 4 мм. Общая длина заготовки:
Lз=Lд+2Zподр.=55+1, 4=56, 4 мм (3.3) Исходя из предельных отклонений, общую длину заготовки округляем до целых единиц. Принимаем длину заготовки 57 мм. Объём заготовки определяем по плюсовым допускам:
Vз=p·D2з.п.·Lз/4=3, 14·2, 642·5, 7/4=31, 185 см3 (3.4)
Массу заготовки определяем по формуле:
Gз=gVз=0, 0075× 31, 185=0, 245 кг (3.5)
Выбираем минимальную длину проката для изготовления заготовки. Потери на зажим заготовки Lзаж принимаем 20 мм. Заготовку отрезают на ножницах. Это самый производительный и дешёвый способ. Длину торцового обрезка проката определяем из соотношения:
Lо.т.=(0, 3¸ 0, 5) d=0, 3× 26=7, 8 мм (3.6)
Число заготовок, исходя из принятой длины проката по стандартам, определяется по формуле: 1. Из проката длиной 4 м:
X4=(Lпр+Lзаж+Lо.т.)/(Lз+Lр)=(4000–20–7, 8)/(57+3)=66, 2 шт. (3.7)
Получаем 66 заготовок из данной длины проката. 2. Из проката длиной 7 м: X7=(Lпр+Lзаж+Lо.т.)/(Lз+Lр)=(7000–20–7, 8)/(57+3)=116, 2 шт. Принимаем 116 заготовок из данной длины проката. Остаток длины (некратность) определяется в зависимости от принятой длины проката: 1. Из проката длиной 4 м: LНК4=Lпр–Lо.т.–Lзаж–Lз× X4=4000–7, 8–20–57× 66=210, 2 мм (3.8)
Или ПНК4=(LНК× 100)/Lпр=210, 2× 100/4000=5, 25% 2. Из проката длиной 7 м:
LНК7=Lпр–Lо.т.–Lзаж–Lз× X7=7000–7, 8–20–57× 116=360, 2 мм (3.9)
Или ПНК7=(LНК× 100)/Lпр=360, 2× 100/7000=5, 14% Из расчётов на некратность следует, что прокат длиной 7 м для изготовления заготовок более экономичен, чем прокат длиной 4 м. Потери материала на зажим при обрезке по отношению к длине проката составят:
Пзаж=(Lзаж× 100)/Lпр=20× 100/7000=0, 285% (3.10)
Потери материала на длину торцового обрезка проката в процентном отношении к длине проката составят:
По.т.=Lо.т.× 100/Lпр=7, 8× 100/7000=0, 11% (3.11)
Общие потери к длине выбранного проката:
Пп.о.=Пнк+По.т.+Пзаж=5, 14+0, 11+0, 285=5, 535% (3.12)
Расход материала на одну деталь с учётом всех технологических неизбежных потерь определяем по формуле: Gз.п.=Gз(100+Пп.о.)/100=0, 245 (100+5, 535)/100=0, 258 кг (3.13)
Коэффициент использования материала:
Ки.м.=Gд/Gз.п.=0, 099/0, 258=0, 38 (3.14) Gд=g× Vд=0, 00785× 12, 55=0, 099 кг (3.15) Vд=pDд12Lд1/4 + pDд22Lд2/4=12, 55 см2 (3.16)
Стоимость заготовки из проката:
Сз.п.=См× Gз.п. – (Gз.п.–Gд)× (Сотх/1000), (3.17)
где
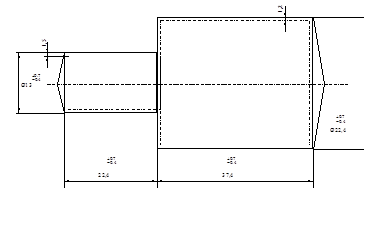
См – цена 1 кг материала заготовки, руб.; Сотх – цена 1 т отходов материала, руб. См=147× 20/1000=2, 94 руб./кг Сотх=33× 20/1000=0, 66 руб./кг Сз.п.=2, 94× 0, 258 – (0, 258–0, 099) × 0, 66=0, 758–0, 159× 0, 66=0, 65 руб. 2) Заготовка изготовлена методом горячей объёмной штамповки на горизонтально-ковочной машине (ГКМ). Степень сложности – С1. Точность изготовления поковки – класс I, группа стали – М1. Припуски на номинальные размеры детали назначают по таблице. Припуски на обработку заготовок, изготавливаемых горячей объёмной штамповкой, зависят от массы, класса точности, группы стали, степени сложности и шероховатости заготовки. На основании принятых припусков на размеры детали определяем расчётные размеры заготовки: D1=Dн+2z=10+2× 1, 5=13 мм (3.18) D2=Dн+2z=20+2× 1, 2=22, 4 мм (3.19) L1=Lд+2z=20+2, 4=22, 4 мм (3.20) L2=Lд+2z=35+2, 4=37, 4 мм
Допуски на размеры заготовки: Ø 13 Разрабатываем эскиз на штампованную заготовку:
Рис. 3.1
Для определения объёма штампованной заготовки условно разбиваем фигуру заготовки на отдельные простые элементы и проставляем на них размеры с учётом плюсовых допусков:
Рис. 3.2 Определяем объём отдельных элементов заготовки:
V1=pD12L1/4=3, 14× 1, 372× 2, 31/4=3, 403 см3 (3.21) V2=pD22L2/4=3, 14× 2, 312× 3, 81/4=15, 959 см3 (3.22)
Общий объём заготовки:
Vобщ=V1+V2=3, 403+15, 959=19, 362 см3 (3.23)
Масса штампованной заготовки:
Gз.ш.=g× Vобщ=0, 00785× 19, 362=0, 152 кг (3.24)
Принимая неизбежные технологические потери (угар, облой и т.д.) при горячей объёмной штамповке равными 10%, определяем расход материала на одну деталь:
Gз.п.=Gз.ш.(100+Пш)/100=0, 152× (100+10)/100=0, 167 кг (3.25)
Коэффициент использования материала на штампованную заготовку:
Ки.м.=Gд/Gз.п.=0, 135/0, 167=0, 81 (3.26)
Стоимость штампованной заготовки:
Сз.ш.=(СМ× Gз.п.) – (Gз.п.–Gд)× (Сотх/1000) (3.27)
где СМ – цена 1 кг материала заготовки, руб.; Сотх – цена 1 т отходов материала, руб. СМ=638× 20/1000=12, 76 руб./кг Сотх=33× 20/1000=0, 66 руб./кг Сз.ш.=12, 76× 0, 167 – (0, 167–0, 135)× 0, 66=2, 131–0, 021=2, 11 руб. Годовая экономия материала от выбранного варианта изготовления заготовки:
Эм=(G’з.п.–G»з.п.)× N=(0, 258–0, 167)× 80000=7280 кг (3.28)
Экономический эффект (выбранного вида) изготовления заготовки:
Э=(Сз.ш.–Сз.п.)× N=(2, 11–0, 68)× 80000=114400 руб. (3.29)
Технико-экономические расчёты показывают, что заготовка, полученная методом горячей объёмной штамповки на горизонтально-ковочной машине, более экономична по использованию материала, чем заготовка из проката, однако по себестоимости штампования заготовка дороже, поэтому принимаем заготовку из горячекатаного круглого проката обычной точности. |
Последнее изменение этой страницы: 2019-10-04; Просмотров: 223; Нарушение авторского права страницы
 мм. Устанавливаем предварительный маршрутный технологический процесс обработки поверхности детали Ø 20
мм. Устанавливаем предварительный маршрутный технологический процесс обработки поверхности детали Ø 20  .
. ; Ø 22, 4
; Ø 22, 4