|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Проектирование конструкции технологической оснастки
Технологическая оснастка – это комплекс приспособлений режущих и измерительных инструментов для изготовления определенного изделия. Организация работ по обеспечению технологической оснасткой определяется стандартами ЕСТПП. [11] Проектированием оснастки занимается КБ отдела главного технолога. Изготовление – инструментальный цех. Внедрение оснастки – цеховые технологические бюро и наладчики. Номенклатура и количество оснастки определяется технологом при разработке тех. процесса. Порядок разработки: Технолог проводит поиск необходимой оснастки среди существующих. При отрицательном результате поиска технолог разрабатывает ТЗ на изготовление оснастки, которое должно содержать руководящую и справочную информацию, необходимую для проектирования оснастки (указания по технике безопасности, модель оборудования, обозначения деталей и изделия, геометрия и вид режущего инструмента и т.д.). Чертежи оснастки размножаются и передаются в отдел инструментального производства, где разрабатывается технология на оснастку и осуществляется ее изготовление. [17] Штамп При сборке и монтаже печатного узла требуется гибка выводов дип-элементов. Для этой цели будем использовать гибочный штамп. Холодная штамповка – одна самых прогрессивных технологий получения заготовок, а в ряде случаев и готовых изделий машиностроения, приборостроения, радиоэлектронных и вычислительных средств. По данным приборостроительных и машиностроительных предприятий методами холодной штамповки изготавливается до 75% заготовок и деталей. Характерными чертами процессов холодной штамповки, обеспечивающими её широкое распространение, являются: - простота эксплуатации оборудования; - возможность изготовления изделий из разнообразных материалов; - высокая производительность труда; - низкая квалификация рабочих; - малая себестоимость изделий; - возможность механизации и автоматизации процессов. Для данного устройства в производстве отсутствует штамп для гибки выводов конденсатора К73-11 (С2). Диаметр выводов ds=0.8, радиус закругления выводов 1мм, а расстояние между выводами (а соответственно и центрами отверстий КП) равно 25 мм (смотреть пункт 2.2.1). [31] Штампы, применяемые для гибки, отличаются большим разнообразием как в отношении выполняемых ими операций, так и по конструктивному оформлению, определяемому характером производства. В массовом производстве применяют сложные штампы, обладающие высокой стойкостью и средствами автоматического контроля параметров. В серийном – используются более простые конструкции и, соответственно, более дешевые в изготовлении. В мелкосерийном производстве находят применение наиболее простые и дешевые штампы. По способу действия различают штампы простые, последовательные и совмещенные. По количеству операций штампы могут быть одно- или многооперационными. По способу подачи материала – с неподвижным или подвижным упором, с ловителями, с боковыми шаговыми ножами и т.д. [32] При гибке выводов элементов размером D-∆, где D-номинальный размер детали, ∆ - отклонение данного размера, исполнительные размеры определяются по формулам:
для матрицы – DМ=(D-∆ )+δ м; (3.7)
для пуансона – DП=(D-∆ -z)-
Здесь: DМ и DП – сопрягаемые размеры соответственно матрицы и пуансона, мм; Δ М и δ П – отклонения размеров, мм; z – номинальный (наименьший), мм. Определим исполнительные размеры для матрицы: Определим исполнительные размеры для пуансона:
Чертежи гибочного штампа приведены в приложении.
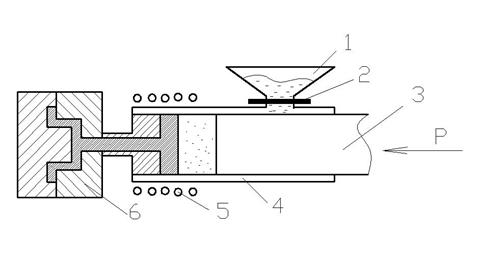
Прессформа Корпус генератора «воющего» шума изготовлен из термореактивной пластмассы – винипласта. В настоящее время известно значительно число способов формирования пластмассовых изделий, которые применяют в зависимости от их конструкций, типа и размеров, технически требований, предъявляемых к использованию изделий. Наиболее распространенными являются: – прессование; – литье под давлением; – формование. Сущность всех этих способов обработки заключается в том, что исходное сырье подвергается обработке в специальных формах, которые называются пресс-формами, под давлением при соответствующем нагреве в процессе формирования формообразования или после него. Построение типового технологического процесса зависит от конструкций и назначения детали. При выборе операций и переходов решаются следующий вопросы: 1. Подбор и дозировка компонентов: полимер, стабилизатор, пластификатор, краситель, инициатор, парообразователь и др.; 2. Образование исходного материала (пластмассы): смешение; гранулирование; растворение и т.д.; 3. Изготовление изделия (переработка материала): прессование, литье под давлением, выдувание, напыление, окунание и т.д.; 4. Доработка изделия: декоративная отделка, термообработка, механическая обработка и т.д. Выберем для изготовления нашего корпуса способ обработки в виде литья под давлением. Литье под давлением Применяется для изготовления сложных деталей из термопластических масс с большим количеством арматуры и сложной конфигурации. Оно производится на специальных машинах, которые называются инжекционными. Рисунок 26. Литье пластмасс под давлением
В бункер (1) загружают гранулированную пластмассу, откуда через дозирующее устройство (2) гранулы в требуемом объеме для одного впрыска поступают в цилиндр (4) с нагревательным устройством (5). Температура пластмассы в цилиндре повышается от начальной на входе до заданной технологическим режимом (185–280º С) на выходе. Пуансон (3) впрыскивает расплавленную пресс-массу в охлаждаемую водой пресс-форму (6) t=30–40º C при давлении 20 МПа. Из-за того, что температура пресс-формы ниже температуры впрыснутой в нее пресс-массы отливка быстро охлаждается, и затвердевает, уменьшаясь в объеме. В полости пресс-формы образуется незанятый объем, поэтому для заполнения всего объема, а также для сохранения впрыснутой пластмассы плунжером (3) поддерживается давление с учетом времени, определяющим отвердение отливки в пресс-форме. После такой выдержки плунжер (3) отходит вправо и из загрузочного бункера (1) в цилиндр (4) поступает новая порция пресс-материала. Цикл повторяется. После требуемой выдержки для охлаждения отлитой детали половинки формы раскрываются и деталь удаляется. Весь цикл обработки производится автоматически. Поэтому данный способ изготовления пластмассовых изделий является одним из самых производительных. Удельное давление при литье термопластов в зависимости от марки материала применяется в пределах от 50 до 300 МН/м2. Изделие извлекается из формы после охлаждения до 40–60º С. Выдержка изделия в форме не превышает 40–50 с. Требуется две прессформы – для корпуса и крышки корпуса. Контур прессформ по форме напоминает контур деталей. Подбор литьевых машин осуществляется по усилию смыкания пресс-форм и по массе получаемых деталей. Наиболее распространены литьевые машины немецкой фирмы DEMAG, где смыкание осуществляется усилием и кулачками. Литьевые машины: Д-125 предназначены для изготовления деталей весом до 240 гр; Д-400 – для изготовления деталей 1 кг 200 гр. На литьевой машине с ЧПУ время заливки составляет 5 секунд, а охлаждения -15-20 секунд. [33] Чертежи прессформ корпуса и крышки приведены в приложении.
|
Последнее изменение этой страницы: 2019-10-04; Просмотров: 200; Нарушение авторского права страницы
 п. (3.8)
п. (3.8)